Изобретение относится к обработке металлов давлением, а именно к способам штамповки листовых заготовок посредством эластичной или жидкой рабочей среды.
Известен способ штамповки листовых заготовок посредством рабочей среды, при котором на заготовку помещают металлическую прокладку и через нее осуществляют передачу деформирующей нагрузки [1] Применение накладки позволяет устранить складкообразование и улучшить качество получаемых деталей. Однако металлические прокладки можно использовать только один раз, что ведет к необратимым затратам труда и материалов.
Наиболее близким по технической сущности к описываемому изобретению является способ листовой штамповки посредством рабочей среды, давление которой передают на заготовку через эластичную прокладку [2]
Этот способ позволяет уменьшить затраты труда и материалов за счет многократного применения прокладки. Однако использование эластичной прокладки не обеспечивает высокого качества получаемых изделий, так как недостаточно твердый эластичный материал не препятствует в необходимой мере гофрообразованию и пружинению.
Целью изобретения является повышение качества получаемых деталей за счет увеличения твердости прокладки. Для этого в способе листовой штамповки с передачей давления рабочей среды через эластичную прокладку последнюю предварительно растягивают.
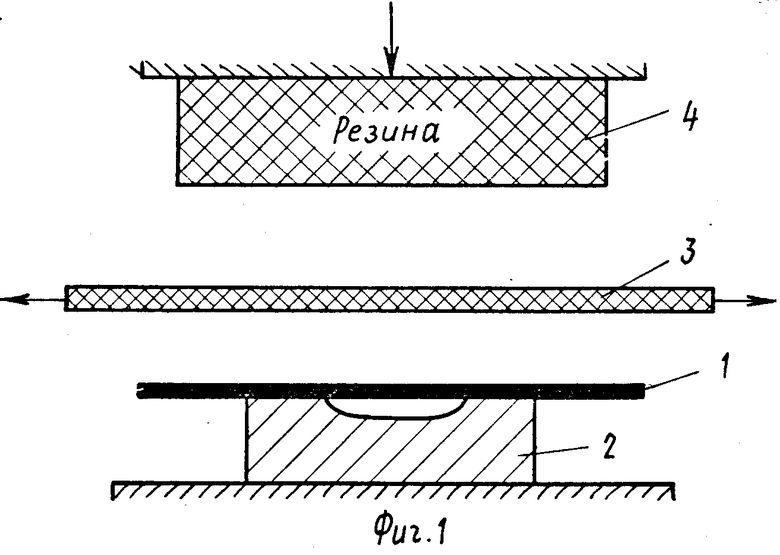
На фиг. 1 представлено устройство для осуществления способа в исходном положении; на фиг.2 то же, на заключительном этапе штамповки.
Для осуществления способа заготовку 1 укладывают на формблок 2, над заготовкой помещают эластичную прокладку 3, растягивают ее и воздействуют через нее пуансоном 4 на заготовку, осуществляя формообразование детали.
При растяжении прокладки увеличивается ее твердость, чем и определяется повышение качества получаемых деталей, заключающееся в исключении гафрообразования и потери устойчивости и уменьшении пружинения при наименьших затратах труда и материала, связанных с применением технологических прокладок при штамповке резиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ ИЗ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2538061C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| Способ изготовления штампа для листовой штамповки | 1990 |
|
SU1776213A3 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2012 |
|
RU2506136C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| Способ изготовления сегментных оболочек для шаровых емкостей | 2019 |
|
RU2710619C1 |
| Взрывная камера для гидровзрывной штамповки и способ изготовления взрывной камеры для гидровзрывной штамповки | 2020 |
|
RU2743176C1 |

Способ листовой штамповки посредством рабочей среды, при котором давление на заготовку передают через эластичную прокладку, отличающийся тем, что, с целью повышения качества получаемых деталей за счет увеличения твердости прокладки, эластичную прокладку предварительно растягивают.
1 Способ листовой штамповки посредством рабочей среды, при котором давление на заготовку передают через эластичную прокладку, отличающийся тем, что, с целью повышения качества получаемых деталей за счет увеличения твердости прокладки, эластичную прокладку предварительно растягивают.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ штамповки листовых заготовок посредством эластичной среды | 1976 |
|
SU683835A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горбунов М.Н | |||
| Технология заготовительно-штамповочных работ в производстве летательных аппаратов | |||
| М, 1970, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
