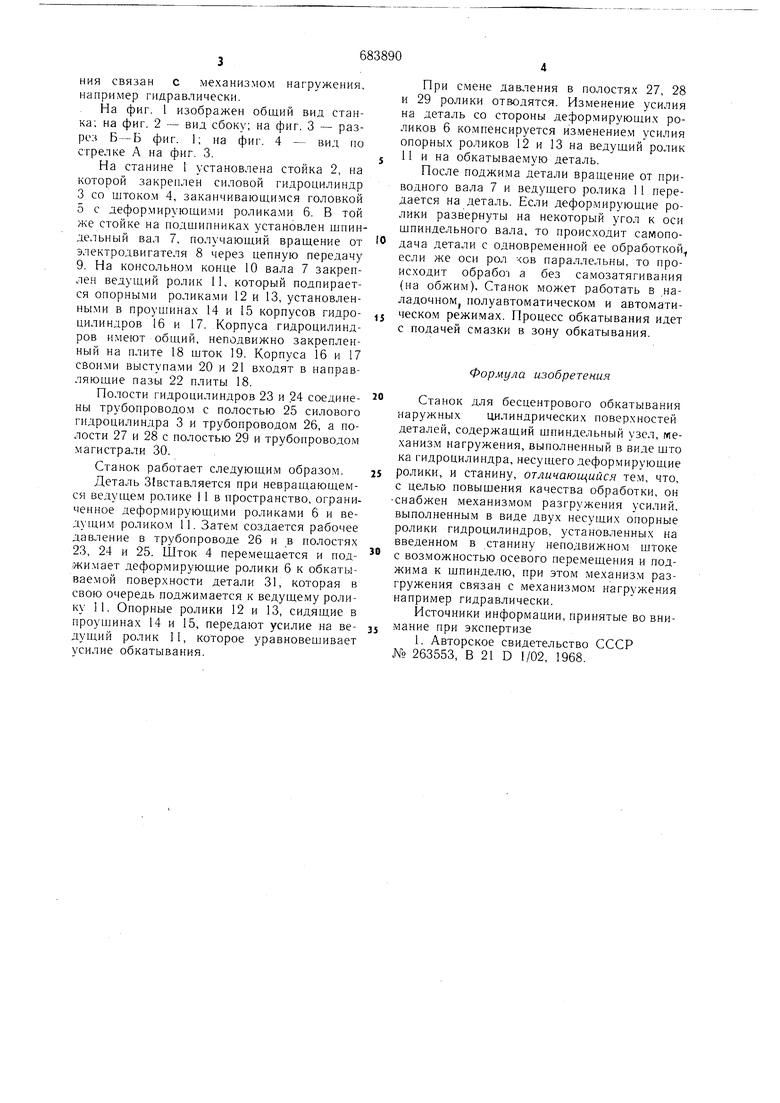
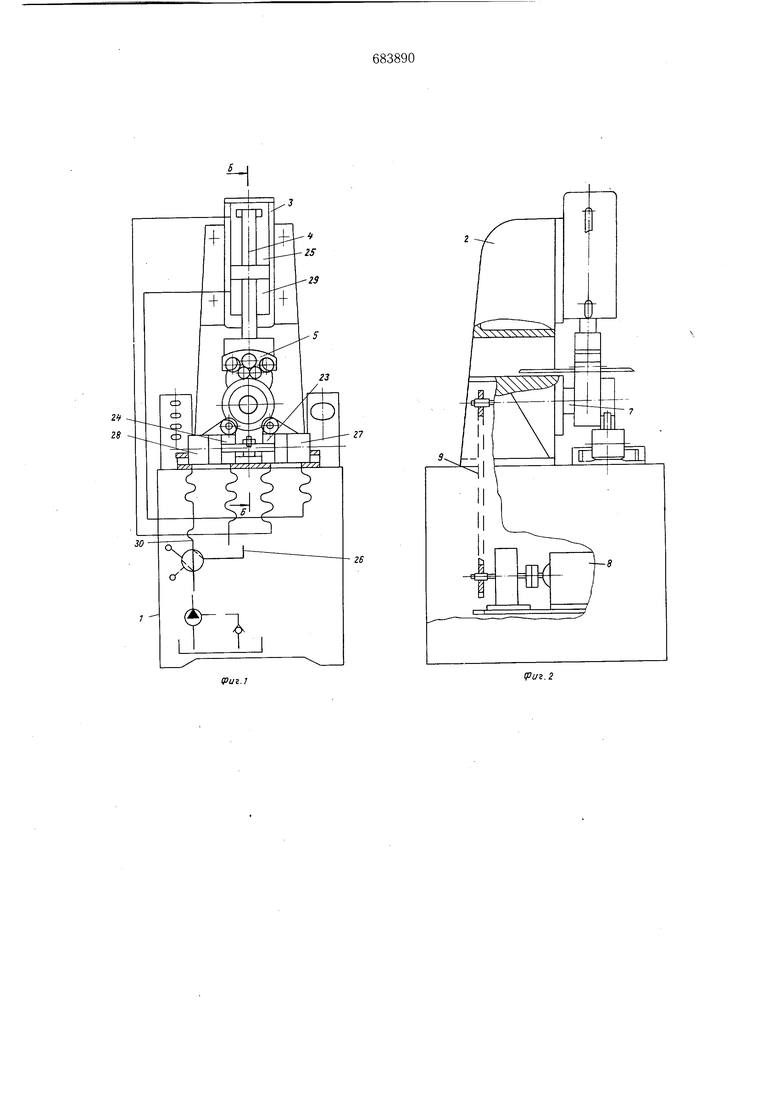
(54) СТАНОК ДЛЯ БЕСЦЕНТРОВОГО ОБКАТЫВАНИЯ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ния связан с механизмом нагружения, например гидравлически. На фиг. 1 изображен общий вид станка; на фиг. 2 - вид сбоку; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - вид по стрелке А на фиг. 3. На станине 1 установлена стойка 2, на которой закреплен силовой гидроцилиндр 3 со штоко.м 4, заканчивающимся головкой 5 с дефор.мируюши.ми роликами 6. В той же стойке на подшинника.х установлен шпиндельный вал 7, получающий вращение от электродвигателя 8 через цепную передачу 9. На консольном конце 10 вала 7 закреплен ведущий ролик 11, который подпирается опорными роликами 12 и 13, установленными в проушинах 14 и 15 корпусов гидроцилиндров 16 и 17. Корпуса гидроцилиндров имеют общий, неподвижно закрепленный на плите 18 щток 19. Корпуса 16 и 17 своими выступами 20 и 21 входят в направляющие пазы 22 плиты 18. Полости гидроцилиндров 23 и 24 соединены трубопроводом с полостью 25 силового гидроцилиндра 3 и трубопроводом 26, а полости 27 и 28 с полостью 29 и трубопроводом магистрали 30. Станок работает следующим образом. Деталь 3 вставляется при невращающемся ролике 11 в пространство, ограниченное деформирующими роликами 6 и ведущим роликом 11. Затем создается рабочее давление в трубопроводе 26 и в полостях 23, 24 и 25. Шток 4 перемещается и поджимает деформирующие ролики 6 к обкатываемой поверхности детали 31, которая в свою очередь поджимается к ведущему ролику 11. Опорные ролики 12 и 13, сидящие в проущинах 14 и 15, передают усилие на ведущий ролик II, которое уравновещивает усилие обкатывания. При смене давления в полостях 27, 28 и 29 ролики отводятся. Изменение усилия на деталь со стороны деформирующих роликов 6 компенсируется изменением усилия опорных роликов 12 и 13 на ведущий ролик 11 и на обкатываемую деталь. После поджима детали вращение от приводного вала 7 и ведущего ролика 1 1 передается на деталь. Если деформирующие ролики развернуты на некоторый угол к оси щпиндельного вала, то происходит самоподача детали с одновременной ее обработкой., если же оси рол ков параллельны, то происходит обрабо-1 а без самозатягивания (на обжим). Станок может работать в наладочноМ| полуавтоматическом и автоматическом режимах. Процесс обкатывания идет с подачей смазки в зону обкатывания. Формула изобретения Станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей, содержащий щпиндельный узел, механизм нагружения, выполненный в виде щто ка гидроцилиндра, несущего деформирующие ролики, и станину, отличающийся тем, что, с целью повыщения качества обработки, он снабжен механизмом разгружения усилий, выполненным в виде двух несущих опорные ролики гидроцилиндров, установленных на введенном в станину неподвижном щтоке с воз.можностью осевого перемещения и поджима к щпинделю, при этом механизм разгружения связан с механизмом нагружения например гидравлически. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N° 263553, В 21 D 1/02, 1968.
28
25 Б-Б
28
Риг.З
Вид А
31
X
11 Л
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКИХ ФОРМ | 2023 |
|
RU2830378C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
| БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608115C1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| СТАНОК ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU290635A1 |
| Устройство для обкатывания ребер панелей | 2015 |
|
RU2618680C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Токарный станок | 1982 |
|
SU1144774A1 |
| Устройство для двухсторонней гибки профилей | 1990 |
|
SU1764739A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ КОЛЬЦЕОБРАЗНЫХ ДЕТАЛЕЙ | 1973 |
|
SU368015A1 |
10
-h- 7
