(54) ПРОКАТНАЯ КЛЕТЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1979 |
|
SU789168A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
| Клеть для прокатки полосы | 1985 |
|
SU1266580A1 |
| Прокатная клеть | 1984 |
|
SU1178514A1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2077966C1 |
| Прокатная клеть кварто | 1979 |
|
SU789170A1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
Изобретение относится к прокатному производству, в частности к прокатным клетям, преимущественно листовых станов для прокатки тонких и тончайших полос и листов.
Известна прокатная клеть, содержащая станину, смонтированные в ней подушки и приводные параллельно расположенные рабочие валки, своими щейками установленные в подушках 1.
Такая конструьГция клети позволяет сообщать валкам в процессе деформации металла только вращательное движение и не позволяет использовать поперечные силы контактного трения в качестве активных, способствующих процессу пластической деформации и снижающих нормальньге контактные напряжения.
Целью изобретения является снижение усилий прокатки и расширение сортамента прокатываемых изделий.
Цель достигается тем, что в прокатной клети, содержащей станины, с.монтированные в них подушки и приводные параллельно расположенные рабочие валки, своими шейками установленные в подушках, подущки снабжены выступами, а щейки валков выполнены с профильными пазами, взаимодействующими с соответствующими выступами подушек, причем пазы выполнены по синусоидальным кривым, фазы которых для различных валков противоположны.
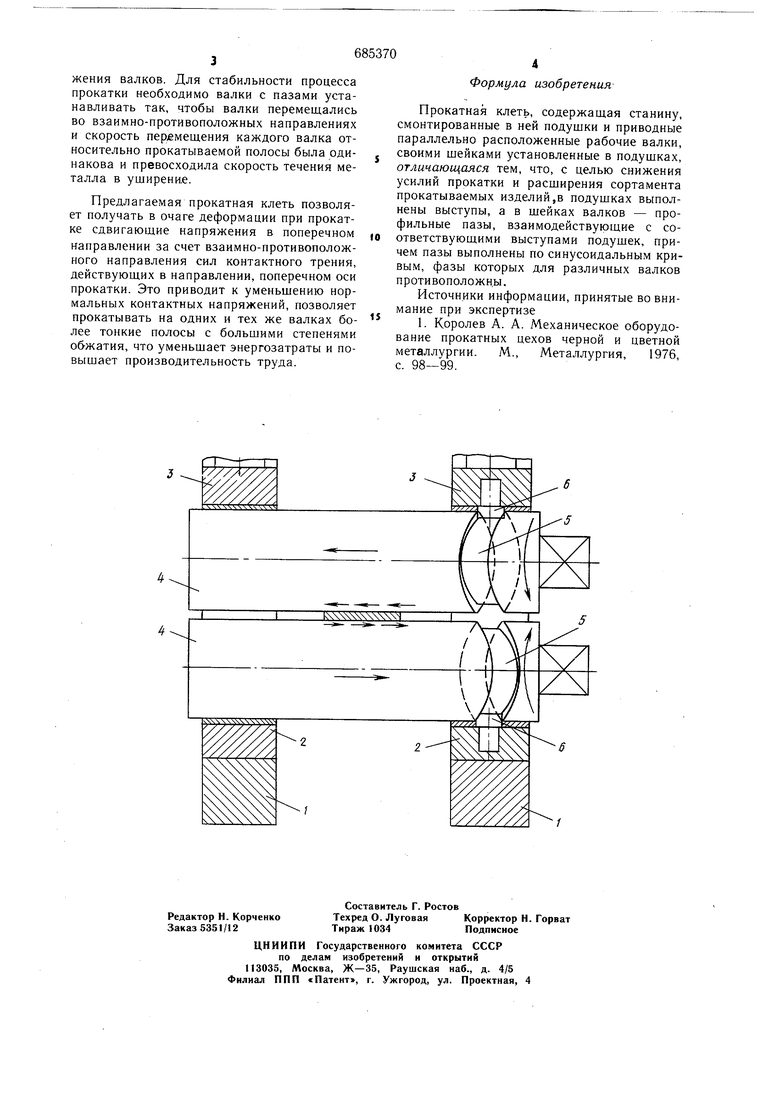
На чертеже показано конструктивное исполнение и взаимодействие основных элементов прокатной клети.
Прокатная клеть содержит станины 1, в которых расположены нижние и верхние подущки 2 и 3 и лежащие в них валки 4 с профильными пазами 5, в которые входят выступы 6. Для уменьшения потерь на трение между поверхностью паза и выступом может быть установлен подщипник.
При вращении валков 4 выступ 6, действуя на поверхность профильного паза, перемещает валки в осевом направлении. Профиль паза обеспечивает возвратно-поступательное перемещение валков, причем за один оборот валок может совершить один или несколько циклов возвратно-поступательного движения. Исходное положение профильных пазов на обоих валках относительно выступов определяет характер взаимного движения валков. Для стабильности процесса прокатки необходимо валки с пазами устанавливать так, чтобы валки перемещались во взаимно-противоположных направлениях и скорость перемещения каждого валка относительно прокатываемой полосы была одинакова и превосходила скорость течения металла в ущиренае.
Предлагаемая прокатная клеть позволяет получать в очаге деформации при прокатке сдвигающие напряжения в поперечном направлении за счет взаимно-противоположного направления сил контактного трения, действующих в направлении, поперечном оси прокатки. Это приводит к уменьщению нормальных контактных напряжений, позволяет прокатывать на одних и тех же валках более тонкие полосы с больщими степенями обжатия, что уменьщает энергозатраты и повышает производительность труда.
Формула изобретения
Прокатная клеть, содержащая станину, смонтированные в ней подущки и приводные параллельно расположенные рабочие валки, своими щейками установленные в подущках, отличающаяся тем, что, с целью снижения усилий прокатки и расширения сортамента прокатываемых изделий,в подушках выполнены выступы, а в шейках валков - профильные пазы, взаимодействующие с соответствующими выступами подушек, причем пазы выполнены по синусоидальным кривым, фазы которых для различных валков противоположна.
Источники информации, принятые во внимание при экспертизе
