Изобретение относится к прокатному оборудованию и может быть использовано в цехах холодной прокатки полос, преимущественно тонкой ленты.
Цель изобретения - расширение технологических возможностей клети и повышение качества полосы.
На фиг. 1 изображена клеть, разрез; на фиг. 2 - подпорный валок в клети; на фиг. 3 - схема распределения сил, действующих при прокатке в клети предлагаемой конструкции.
Клеть для прокатки полосы содержит станину 1, нажимное устройство (не показано), рабочие валки 2 и 3, плавающий валок 4, размещенный по одну сторону от плоскости осей 5 рабочих валков и подпорный валок 6, сконтактированный с плавающим валком 4. Рабочий валок 3 выполнен приводным. Подпорный валок 6 снабжен дополнительным нажимным устройством 7. Узел поворота подпорного валка 6 содержит верхние 8 и нижние 9 болты, перемещающие вставки 10 параллельно плоскости осей 5 рабочих валков 2 и 3 и фиксирующие их в заданном положении по высоте. Во вставках 10 расположены подщипники И, надетые на щейки подпорного валка 6. Вставки 10 размещены в окнах подущек 12, закрытых крыщками 13, которые крепятся болтами 14 к торцам подушек 12, со стороны плавающего валка 4. Вставки 10 имеют
выступы 15, которыми они входят в COOTветствующие проточки подущек 12 и крыщек 13. Подущки 12 имеют выступы 16, которыми они входят в соответствующие проточки направляющих 17. Позицией 18 обозначена прокатываемая полоса, позициями 19 и 20 - очаги деформации.
Клеть для прокатки полосы работает следующим образом.
Перед установкой в клеть вставки 10 с размещенными в них подшипниками 11, надетыми на щейки подпорного валка 6, вставляют выступами 15 в соответствующие проточки подущек 12 и закрывают подущки 12 крышками 13 при помощи болтов 14 со стороны плавающего валка 4. Подушки 12 вставляют выступами 16 в соответствующие проточки направляющих 17. Полоса 18 задается в клеть с охватом части плавающего валка 4, огибая рабочие валки 2 и 3, как показано на фиг. 4, и перемещается в направлении, показанном стрелками с разматывателя на моталку. При этом-полоса 18 прокатывается в очагах 19 и 20 деформации. С помощью верхних 8 и нижних 9 болтов перемещают вставку 10 параллельно плоскости осей 5 рабочих валков 2 и 3, и фиксируют ее в заданном по высоте положении, При этом подпорный валок 6 поворачивается относительно оси плавающего валка 4. При помощи дополнительного нажимного устройства 7 регулируют положение подпорного валка 6. При перераспределении обжатий по очагам деформации равнодействующая R усилий прокатки в очагах 19 и 20 деформации поворачивается и занимает положение, показанное на фиг. 3. Для совпадения направления равнодействующей R усилий прокатки Р и Р с плоскостью осей плавающего и подпорного валков (фиг. 3) ослабляют верхние 8 болты и перемещают вставку 10 параллельно плоскости, в которой лежат оси рабочих валков. Одновременно при помощи дополнительного нажимного устройства перемещают подущку 12 в горизонтальном направлении. Подпорный валок 6 фиксируют в новом положении при помощи верхних болтов 8.
Это обеспечивает опору плавающего валка 4 в направлении действия равнодействующей усилий прокатки, уменьшает прогиб плавающего валка.
Изобретение позволяет расширить технологические возможности клети, содержащей плавающий валок, который обеспечивает прокатку в двух очагах деформации. Кроме того, из-за уменьшения прогиба плаваюшего валка повышается качество полосы.
При прокатке в клети данной конструкции межвалковой зазор в очаге 20 деформации меньше зазора в очаге 19 деформации из-за уменьшения толщины полосы. Поэтому плавающий валок 4 смещается вниз относительно горизонтальной оси симметрии (как показано на фиг. 3). Кроме того, усилия прокатки Р и Р в очагах деформации различны.
В предлагаемой клети, изменяя положение подпорного валка 6, можно получить любые соотношения между Pj и Р , совмещая их равнодействующую с плоскостью осей плавающего и подпорного валка (фиг. 3
Таким образом, подпорный валок служит дополнительным регулирующим элементом, что обеспечивает расширение технологических возможностей клети.
Формула изобретения
Клеть для прокатки полосы, содержащая нажимное устройство, пару рабочих валков, плавающий валок, размещенный по одну сторону от плоскости осей рабочих валков, и подпорный валок, контактирующий с плавающим и имеющий дополнительное нажимное устройство, отличающаяся тем, что, с целью расщирения технологических возможностей клети и повышения качества полосы, подпорный валок выполнен с возможностью фиксированного поворота относительного оси плавающего валка.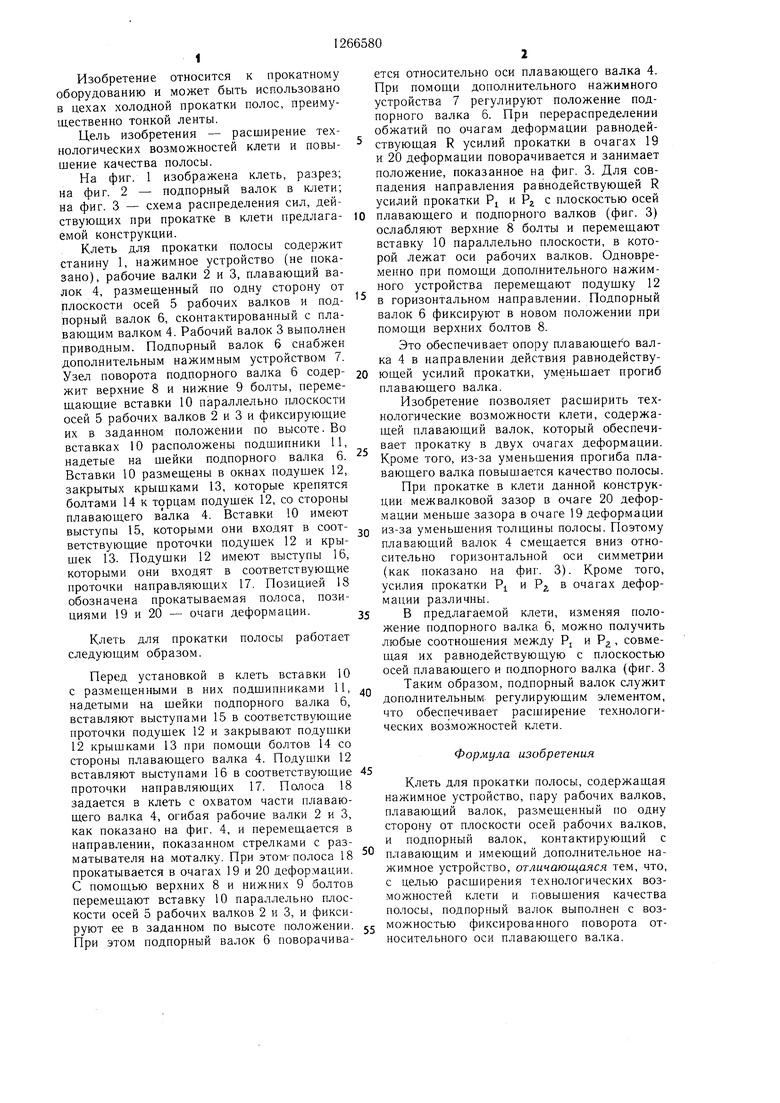
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1979 |
|
SU789168A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Прокатная клеть | 1978 |
|
SU685370A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |

Изобретение относится к прокатному оборудованию и может быть использовано в цехах холодной прокатки полос, преимущественно тонкой ленты. Целью изобретения является расширение технологических возможностей клети и повышение качества полосы. Подпорный валок 6 выполнен с возможностью фиксированного поворота относительно оси плавающего валка 4. Изменяя положение подпорного валка 6, можно получить любые соотношения между усилиями прокатки PI и Рг , совмещая их равнодействующую с плоскостью осей плавающего и подпорного валков. 3 ил.
| Целиков А | |||
| И | |||
| и др | |||
| Современное развитие прокатных станов | |||
| - М.; Металлургия, 1972, с | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| ПО | |||
| (JOi/e | |||
| J | |||
