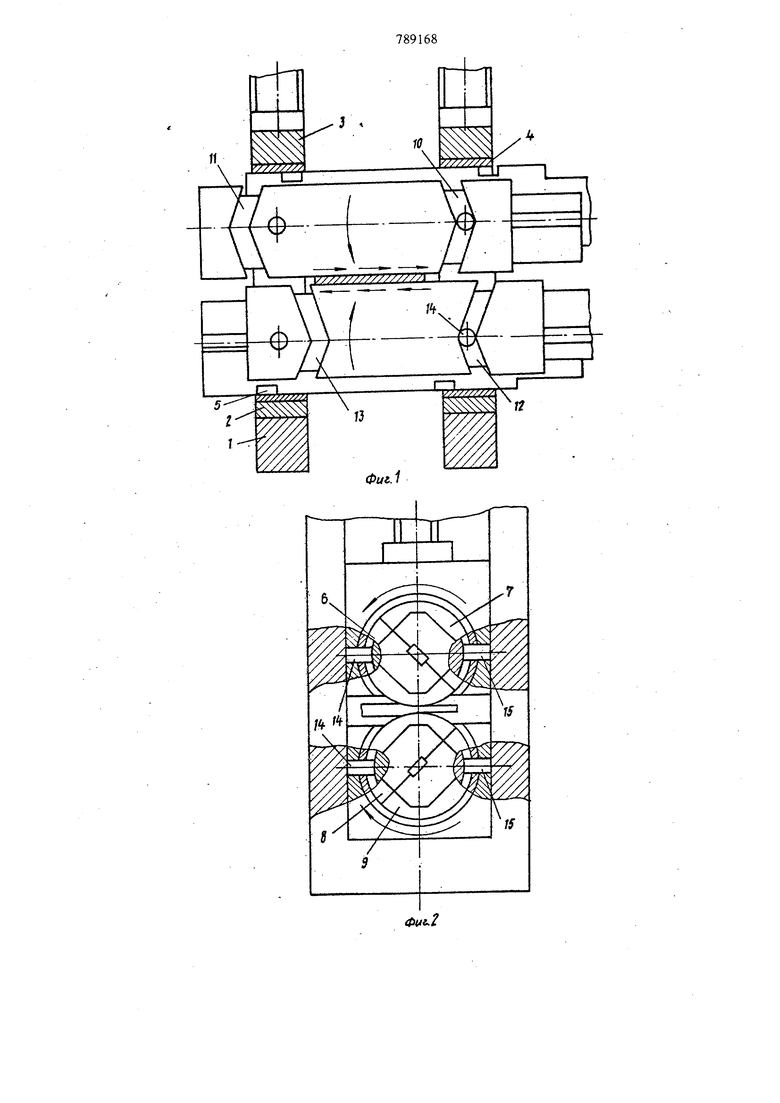
Изобретение относится к прокатному производству, в частности к прокатным клетям, пре имущественно листовых станов для прокатки тонких и тончайших полос и листов. Известна прокатная клеть, содержащая парал лельно расположенные совершающие вращательное и осевое возвратно-поступательное движеmie валки, на щейках которых выполнены про фильные пазы взаимодействующие с выступами подущек. Такая конструкция клети позволяет использовать .поперечные силы контактного трения в качестве активных, способствующих процессу пластической деформации и снижающих нормал ные контактные напряжения 1 .Недостаток зтой клети заключается в том, что в момент изменения направления осевого перемещения валков изменяется кинематика и характер напряженного состояния очага деформации и, тем самым, наруимется. стабильность процесса; изменяются контактные напряжения, межвалковое давление, упругая деформация элементов прокатной клети, и, соответственно, толщина прокатываемой полосы по длине. Цель изобретения - обеспечение стабильности процесса прокатки с поперечным сдвигом валков. Указанная цель достигается тем, что рабочие валки выполнены из двух взаимоперемещающихся в осевом направлении и сопрягающихся в диаметральной плоскости частей, на каждой из которых выполнено два разных профильных паза, в которые входят расположенные в диаметрально противоположных местах выступы. Причем геометрия профильных пазов пои вращении валков и их взаимодействии с выступами обеспечивает осевое противофазное перемещение частей валиков, находящихся в контакте с деформируемым металлом, а при выходе из контакта с деформируемым металлом - осевое перемещение частей в обратном направлении в исходное положение. Геометрия профильных пазов может быть различной и, тем самым, обусловливать при равномерном вращении валков различный закон осевого перемещения их частей . Диаметрально расположенные выступы могут занимать различное положение относительно внутренней поверхностиподущки и, следо378вательно, подшипника, но при взаимодействии профильных пазов и выступов части валков, находящиеся в контакте с деформируемым металлом, должны перемещаться в противоположных направлениях, а при выходе частей валков из контакта с деформируемым металлом должны возвращаться в исходное положение. Например, на каждой из половинок валка первый паз, взаимодействующий с выступом, перпендикулярным плоскости, проходящей через оси валков, установленным со стороны входа металла в очаг деформации, выполнен на угле (отсчет углов ведется против направления вращения частей) по правой винтовой линии а на угле от 80 до 180 - по левой винтовой линии, и второй паз, взаимодействующ;ий с диаметрально противоположным выступом, выполнен на угле 95° по левой винтовой линии, а на угле от 95° до 180° - по правой винтовой линии, причем углы наклона правой винтовой ;шнии обоих пазов равны, также одинаковы углы левой винтовой линии обоих пазов. Для повыщения жесткости составного валка и предотвращения радиального смещения его ча тей по его оси в обеих частях выполнены сквозные пазы, например прямоугольной форм в которые вставлены щпонки соответствующего поперечного сечения. На фиг. изображена клеть, разрез; на фиг 2 - вид на клеть со стороны хвостовиков валков; на фиг. 3 - зависимость осевого смещения (I) частей валков от их угла (а) поворота (А - смещение части6; Б - смещение части 7; В - смещение части 8, Г - смещение части 9). Прокатная клеть содержит ста1шны 1, расположен1Ш1е в них нижние 2 и верхние 3 подущки, в которых лежат сопрягаемые в диаметрал ной плоскости с помощью ПОДЩИПНИКОБ 4 и шпонок 5 валки, состоящие из половинок 6 7, 8, 9 с профильными пазами 10, 11, 12, 13, в KOTOpbie входят радиальные Щ1линдрические выступы 14 и 15. При вращении валков выступы 14 и15 со, стороны входа металла в очаг деформации, действуют на поверхность профильных пазов 10 и 12, перемещают части валков 6 и 8 в подщипниках 4 во твзаимопротивоположных направлениях. В момент выхода выступов 14 из профильных пазов 10 и 12 вступают во взаимодействие выступы 15 с профильными пазами Ц и 13, и части валков 6 и 8 перемещаются также во взаимопрогивоположных направлениях Причем, если за начало отсчета угла поворота валков взять момент входа выступов 14 в пазы 10 и 12 частей 6 и 8, то зависимость их осевого смещения от угла поворота может быть редставлена графиком А и В (фиг. 3). Одновременно с движением частей 6 и 8 двигаются во взаимнопротивоположных направлениях (график Б и Г) части 7 и 9, профильные пазы которых последовательно взаимодействуют с выступами 14 и 15. Смещение частей, образующих валок, в радиальном направлении предотвращает подшипники 4 и щпонки 5. Из графиков, представленных на фиг. 3, видно, что части валков, вступающие в контакт с прокатываемым металлом, соверщают взаимопрошвоположное рабочее осевое движение, а при выходе из контакта с прокатываемым металлом возвратное осевое движение. Этим обеспечивают постоянное по направлению осевое взаимопротивоположное движение цилиндрических поверхностей, вошедщих в контакт с деформируемым металлом бочек валков. - Предлагаемое устройство и его работапозволяют получить в очаге деформации при прокатке стабильные по времени сдвигающие напряжения в поперечном направлении за счет взаимогфотивоположного направления сил контактного трения, действующих в направлении, поперечном оси прокатки. Это приводит к стабильному уменьщению нормальных контактных напряжений, позволяет прокатывать на одних и тех же валках более тонкие полосы с большими степеиями деформации, что уменьшает энергозатраты и повышает производительность труда. Кроме того, повыщается планшетность листов и уменьшается анизотропия их свойств . Формула изобретения Прокатная клеть, содержащая параллельно расположенные с приводами вращения и осевого возвратно-поступательного перемещения валки, на щейках которых выполнены профильные пазы, взаимодействующие с радиальными цилиндрическими выступами подушек, отличающаяся тем, что,. с целью обеспечения стабильности процесса прокатки с поперечным сдвигом валков, валки выполнены из двух частей взаимоперемещающихся в осевом направлении и сопряженных в диаметральной плоскости, причем на каждой части валков выполнено два разных профильных паза, в которые входят расположенные в диаметрально противоположных местах выступы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2588067/02, кл. В 21 В 13/00, 1978.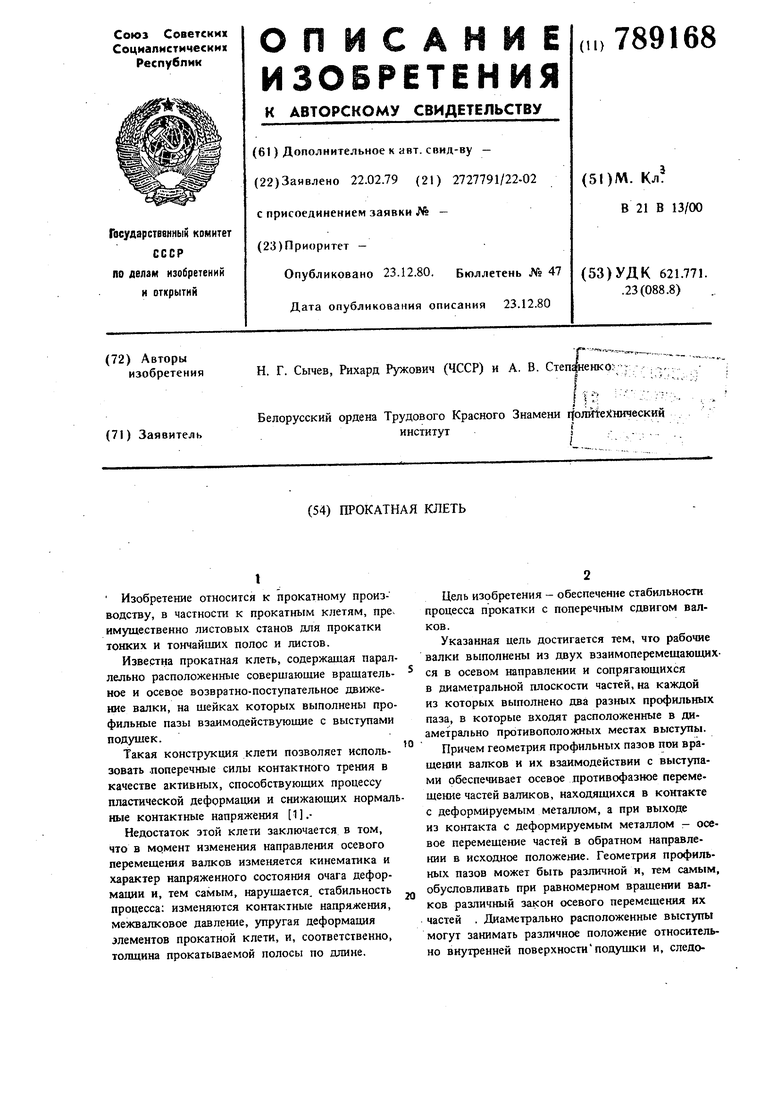

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1978 |
|
SU685370A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Способ исследования процесса поперечно-винтовой прокатки и устройство для его осуществления | 1989 |
|
SU1683833A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| Способ определения контактнойпОВЕРХНОСТи ОчАгА дЕфОРМАции ВпРОцЕССЕ пРОКАТКи | 1979 |
|
SU822940A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |