К - коэффициент пропорциональности, зависящий 6т материала электрода;
сЛ- величина провисания мрстика;
Г - расстояние между электродами;
S - площадь сечения утоненного участка электрода;
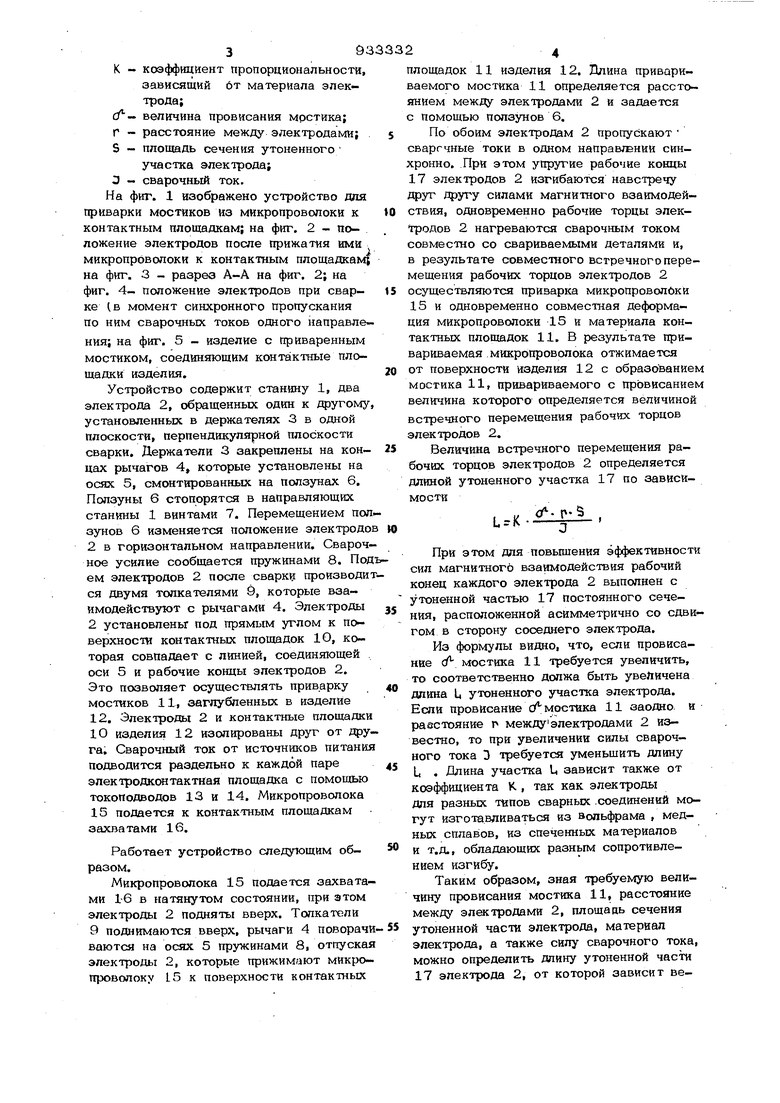
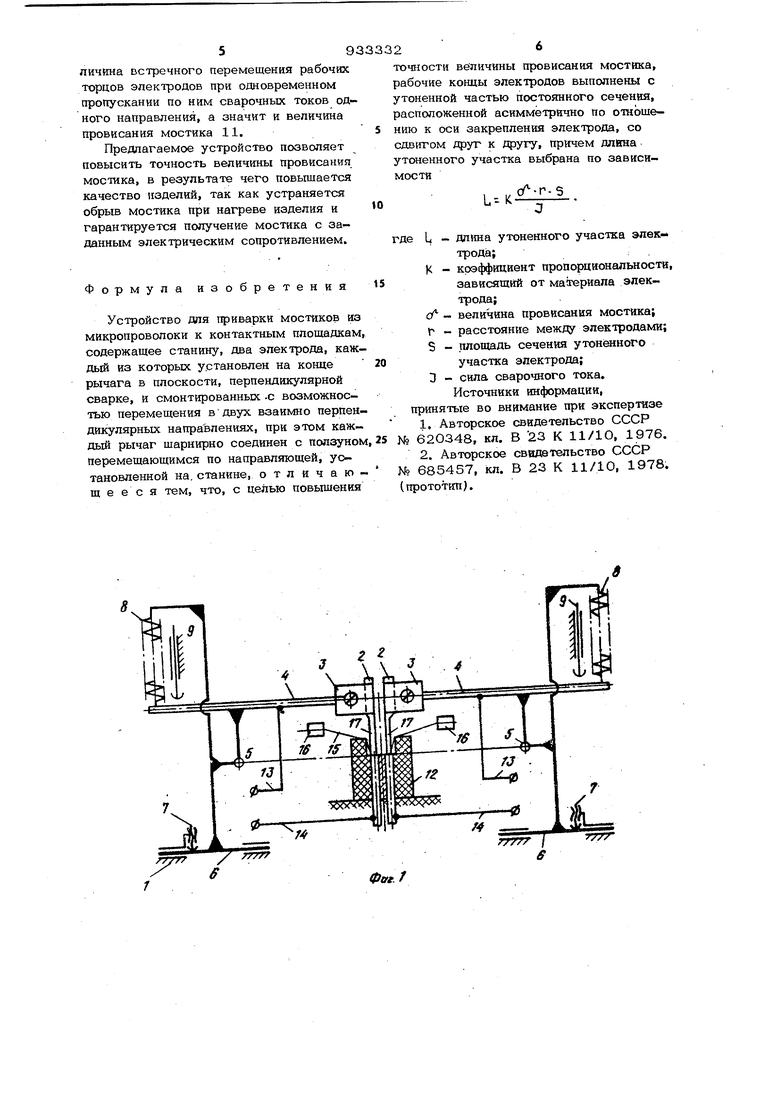
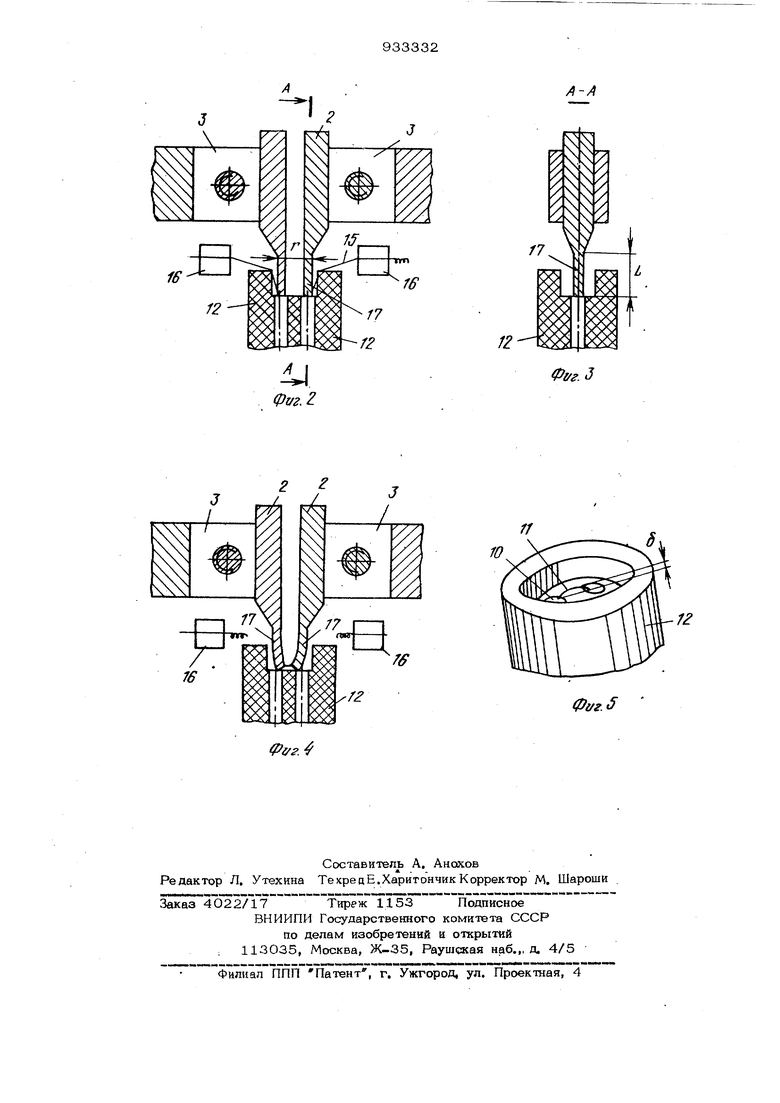
3 - сварочный ток. На фиг. 1 изображено устройство для приварки мостиков из микропроволоки к контактным площадкам; на фиг. 2 - положение электродов после прижатия ими микропроволоки к контактным площадкам; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4- положение электродов при сварке (в момент синхронного пропускания по ним сварочных токов одного направления; на фиг. 5 - изделие с приваренным мостиком, соединяющим контактные площадкИ изделия.
Устройство содержит станину 1, два электрода 2, обращенных один к другому установленных в держателях 3 в одной плоскости, перпендикулярной плоскости сварки. Держатели 3 закреплены на концах рычагов 4, которые установлены на осях 5, смонтированных на ползунах 6. Ползуны 6 стопорятся в направляющих станины 1 винтами 7. Перемещением ползунов 6 изменяется положение электродо 2 в горизонтальном направлении. Сварочное усилие сообщается пружинами 8. Подем электродов 2 после сварки производится двумя толкателями 9, которые взаимодействуют с рычагами 4. Электроды 2 установлены под прямым углом к поверхности контактных площадок Ю, которая совпадает с линией, соединяющей оси 5 и рабочие концы электродов 2. Это позволяет осуществлять приварку
мостиков 11, заглубленных в изделие 12. Электроды 2 и контактные площадки Ю изделия 12 изолированы друг от друга. Сварочный ток от источников питания подводится раздельно к каждой паре
электродконтактная площадка с помощью токоподводов 13 и 14. Микропроволока 15 подается к контактным площадкам захватами 16.
Работает устройство следующим об- разом.
Микропроволока 15 подается захватами 1-6 в натянутом состоянии, при этом электроды 2 подняты вверх. Толкатели 9 поднимаются вверх, рычаги 4 поворачи ваются на осях 5 пружинами 8, отпуская электроды 2, которые прижимают микропроволоку L5 к поверхности контактных
площадок 11 изделия 12. Длина привариваемого мостика 11 определяется рассто янием между электродами 2 и задается с Помощью ползунов 6.
По обоим электродам 2 пропускают сварочные токи в одном направ;Ении синхронно. При этом упругие рабочие концы 17 электродов 2 изгибаются навстречу друг другу силами магнитного взаимодействия, одновременно рабочие торцы электродов 2 нагреваются сварочным током совместно со свариваемыми деталями и, в результате совместного встречного перемещения рабочих торцов электродов 2 осуществляются приварка микропроволбки 15 и одновременно совместная деформация микропроволоки 15 и материала контактных площадок 11. В результате привариваемая, микропроволока отжимается от поверхности изделия 12 с образование мостика 11, привариваемого с провисание величина которого определяется величиной встречного перемещения рабочих торцов электродов 2.
Величина встречного перемещения рабочих торцов электродов 2 определяется длиной утоненного участка 17 по зависимости
Р-5 ,
LrK Л
При этом для повышения эффективност сил магнитного взаимодействия рабочий конец каждого электрода 2 выполнен с утоненной частью 17 постоянного сечения, расположенной асимметрично со сдвигом в сторону соседнего электрода.
Из формулы видно, что, если провисание d мостика 11 требуется увеличить, то соответственно должа быть увеличена длина Ц утоненного участка электрода. Если провисание С мостика 11 заодно и разстояние г междуэлектродами 2 известно, то при увеличении силы сварочного тока Э требуется уменьшить длину L, . Длина участка U зависит также от коэффициента К, так как электроды для разных типов сварных .соединений могут изготавливаться из вольфрама , медных сплавов, из спеченных материалов и т.д., обладающих разньгм сопротивлением изгибу.
Таким образом, зная требуемую величину провисания мостика 11, расстояние между электродами 2, площадь сечения утоненной части электрода, материал электрода, а также силу сварочного тока, можно определить длину утоненной части 17 электрода 2, от которой зависит величина встречного перемещения рабочих торцов электродов при ошовременном пропускании по ним сварочных токов одного направления, а значит и величина провисания мостика 11. Предлагаемое устройство позволяет повысить точность величины провисанин мостика, в результате чего повышается качество изделий, так как устраняется обрыв мостика при нагреве изделия и гарантируется получение мостика с заданным электрическим сопротивлением. Формула изобретения Устройство для приварки мостиков нз микропроволоки к контактным площадкам содержащее станину, два электрода, каж дый из которых установлен на конце рычага в плоскости, перпендикулярной сварке, и смонтированных -с возможностью перемещения в двух взаимно перпен дикулярных направлениях, при этом каждый рычаг шарнирно соединен с ползуно перемещающимся по направляющей, установленной на, станине, отличаю щ е е с я тем, что, с целью повьпления точности величины провисания мостика, рабочие концы электродов выполнены с утоненной частью постоянного сечения, расположенной асимметрично по отношению к оси закрепления электрода, со сдвигом друг к Другу, причем длина утоненного участка выбрана по зависимости1 - . U- де It - длина утоненного участка элекК - коэффициент пропорциональности, зависящий от материала электрода; (/ - величина провисания мостика; - расстояние между электродами; S - площадь сечения утонённого участка электрода; 3 - сила сварочного тока. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 620348, кл. В 23 К 11/10, 1976. 2.Авторское свидетельство СССР № 685457, кл. В 23 К 11/10, 1978. (прототип).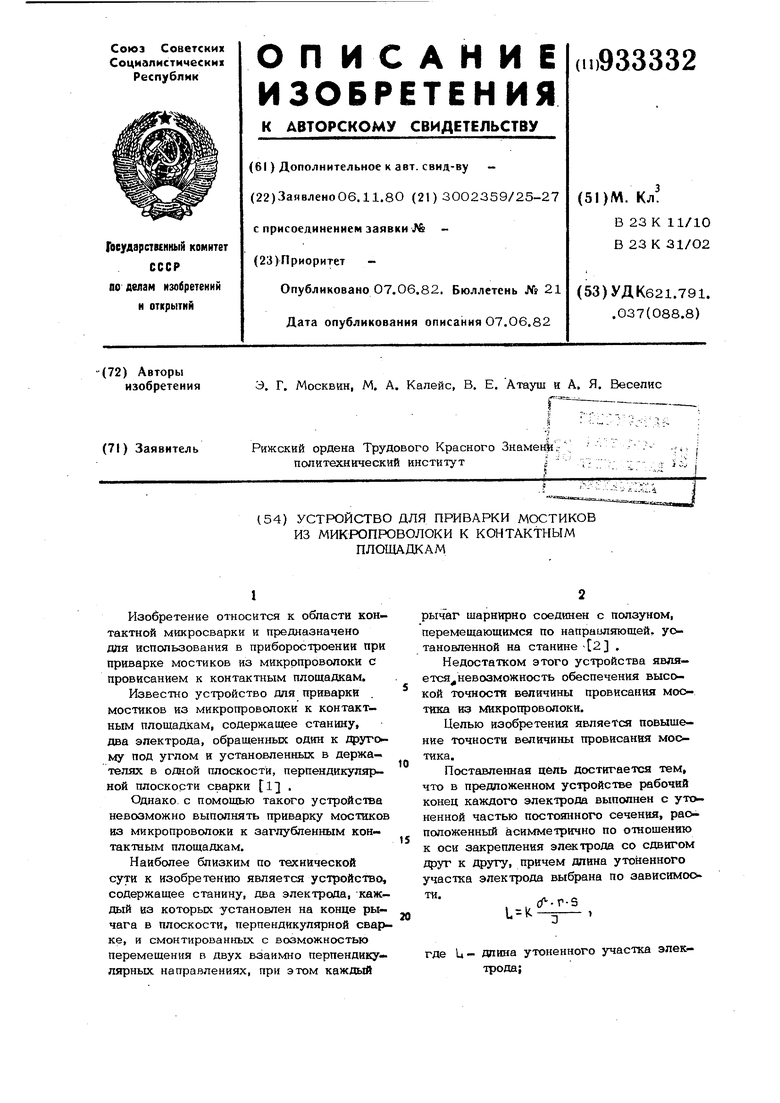
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1978 |
|
SU685457A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933331A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933330A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1986 |
|
SU1399035A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU959950A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
Ф1/г.З
г
фуг.
