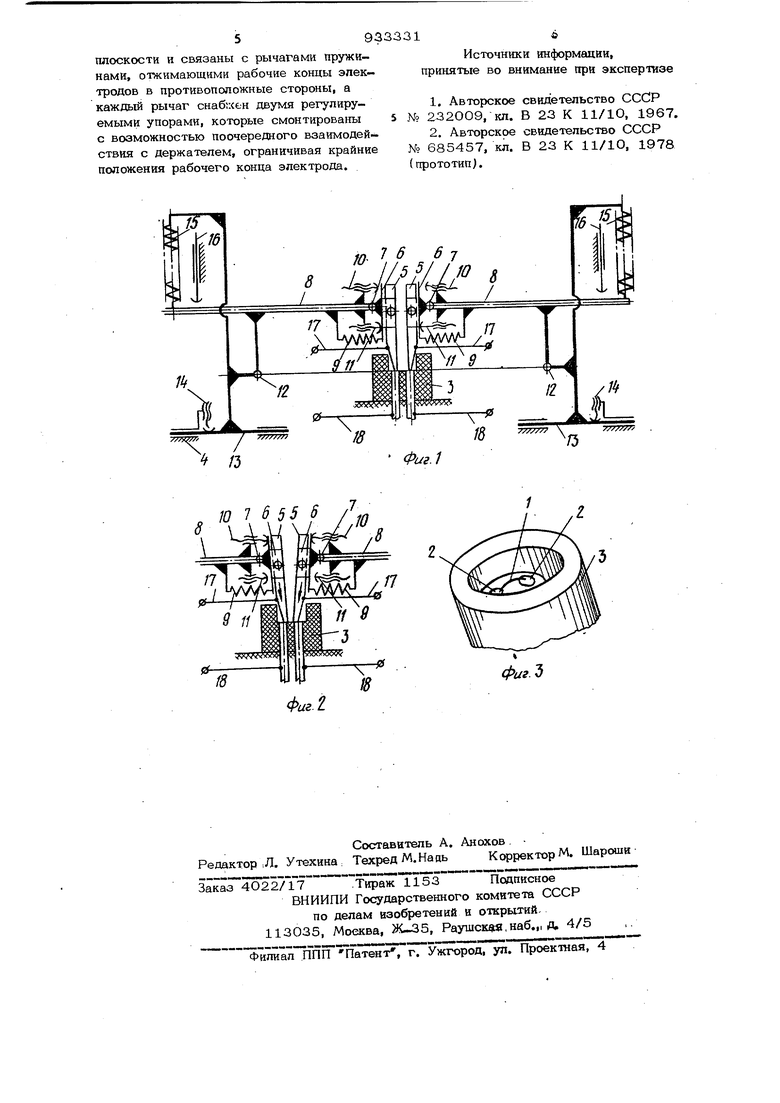
каждый рычаг снабжен двумя регулируемыми упорами которые смонтированы с возможностью поочередного взаимодействия с держателем и ограннчшаают крайние положения рабочего конца элек- трода. На фиг, 1 изображена схема устройства; на фиг. 2 . положение электродов при сварке (в момент синхронного пропускания по ним «жарочньк токов ошого направления); на фиг. 3 - изделие с варенным мостиком, соединяющим контактные площадки изделия. Устройство для приварки мостиков 1 из микропроволоки к контактным плоша кам 2 изделия 3 содержит станину 4, два электрода 5, закрепленных в держателях 6, установленных на поворотных осях 7, на концах рычазтов 8, обращенны один к угому и расположенных в одно плоскости с электродами 5, перпендикулярной плоскости сварки. Держатели 6 установлены на осях 7 с возможностью свободного качания электродов 5 в одно плоскости. Держатели 6 связаны с рыча гами 8 пружинами 9, отжимающими рабочее концы электродов 5 в противоположные стороны. Каждый из рычагов 8 снабжен двумя регулируемыми упорами 1О и 11, которые смонтированы с возможностью поочередного взаимодействия с держателем 6 и ограничивают крайние положения рабочего конца электрода 5. Каждый рычаг 8 снабжен осью 12 качания, смштированной на ползуне 13, который стопорится в направляющих станины 4 винтом 14. Перемещением ползунов 13 изменяется положение электро дов 5 в горизонтальном направлении. Ползуны 13, таким образом, представля ют собой узел установки зазора между электродами 5. Сварочное усилие сообщается пружинами 15. Подъем электродов 5 после сварки гфризводятся двумя толкателями 16, которые взаимодейству ют с рычагами 8. Эяектроды 5 установлены под прямым углом к поверхности контактных площадок 2, которая совпадй ет с линией, соединяющей оси 12 качания и рабочее концы электродов 5. Это позволяет осуществлять приварку моотиков 1, заглубленных в изделии 3. В исходном положении держатели 6 с электродами 5 поджимаются пругннами 9 к упорам 11 так, что между держателями 6 и упорами Ю образуется зазор, которым определяется величина прогиба мостика 1 Электроды 5 и контактные площадки 2изделия 3 изолированы друг от друга. Сварочный ток от источников питания подводится раздельно к каждой паре электрод-контактная площадка с помощью токоподводов 17 и 18. Для приварки мостиков 1 с прогибом сварочные токи по параллельно установленным электродам 5 пропускаются синхронно в олном направлении. Работает устройство следующим образом. С помощью ползунов 13 устанавлива ют необходимый зазор между электродами 5. Величина прогиба мостика 1 регулйруетсяупорами Ю. ПриэтомвисхоШомположен.ии электроды 5 прижаты к упорам 41 пружинами 9. При подъеме толкателей 16 микропроволока прижимается к поверхности контактнъис площадок 2 изделия 3 двумя электродами 5. Затем через электроды и контактные площадки синхрсяно в одном направлении пропускают сварочньШ ток. В результате синхронного прохождения сварочного тока одновременно с приваркой микропроволо- ки к контактным площадкам происходит встречное перемещение рабочих концов обоих электродов, вследствие чего привариваемая микропровопока отжимается от поверхности изделия 3, так, что образуется мостик 1, приваренный с прогибом, величина которого точно регулируется. Применение данного устройства позволяет повысить точность регулирования величины прогиба мостнка, в результате чего повышается качество изделия, т.к. устраняется обрыв мостика при нагреве изделия и гарантируется обеспечение мостика с заданным электрическим соп ротивлением. Ф-«рмула изобретения Устройство для приварки мостиков из микропроволоки к контактным площалкам, содержащее станину, два электрода, закрепленные в держателях, установленных на поворотных осях на концах рычагов, обращенных один k другому и расположенных в одной плоскости с электродами, перпендикулярной плоскости сварки, отличающееся тем, что, с целью повьгагения точности регулирования величины прогиба мостика, держатели установлены на осях с возможностью свободного качания электродов в одной
плоскости и связаны с рычагами пружинами, отжимающими рабочие концы электродов в противоположные стороны, а каждый рычаг снаб;:(ен двумя регулируемыми упорами, которые смонтированы с возможностью поочередного взаимодействия с держателем, ограничивая крайние положения рабочего конца электрода.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 232О09, кл. В 23 К 11/10, 1967.
2.Авторское свидетельство СССР № 685457, кл. В 23 К 11/10, 1978 (прототип).
Ю 1 б 55 6 /. S / JU
фиг.Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1978 |
|
SU685457A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933332A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU959950A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Установка для приварки мостиков из микропроволоки к монтажным площадкам | 1987 |
|
SU1419843A2 |
