2. -Устройство для приварки преимущественно упругой скручивающейся микропроволоки к контактным площадкам, содержащее смонтированные на основании сварочные электроды, катушкус проволокой и механизм ее подачи в зону сварки с двумя прижимами, установленными по обе стороны от зоны сварки, при этом первый прижим неподвижно закреплен на основании между катушкой и оной сварки, а второй установлен на каретке с возможностью возвратно-поступательного перемещения вдоль оси подачи привариваемой проволоки отличающееся тем, что устройство снабжено пневмоклапаном с источником сжатого газа, первый прижим снабжен капиллярной трубкой, ось которой совпадает с направлением подачи привариваемой проволоки, при этом капиллярная трубка закрыта мягким упругим материалом со стороны катушки с проволокой открыта со стороны зоны сварки и соединена с пневмоклапаном, подсоединенным к источнику сжатого газа, второй прижим состоит из двух губок одна из которых жестко закреплена ,на каретке, а другая выполнена подвижной и подпружинена относительно губки, закрепленной на каретк&у которая снабжена подпружиненный относительно нее копиром, связанным с приводом с возможностью периодического взаимодействия с подвижной губкой и с пневмоклапаном.
3, Устройство по п. 2, о т л ичающееся тем, что закрепленная на каретке губка второго прижима выполнена со скосом на прижимной поверхности со стороны, обращенной к капиллярной трубке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Устройство для приварки проволоки к контактным площадкам | 1987 |
|
SU1563928A2 |
| Устройство для приварки микропроволоки | 1979 |
|
SU846169A1 |
| Устройство для приварки микропроволоки | 1981 |
|
SU988500A1 |
| Установка для приварки микропроволоки к контактным площадкам | 1981 |
|
SU961897A1 |
| Способ подачи микропроволоки в зону ее соединения с контактной площадкой | 1982 |
|
SU1082591A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для приварки проволоки к контактным площадкам | 1976 |
|
SU656765A1 |


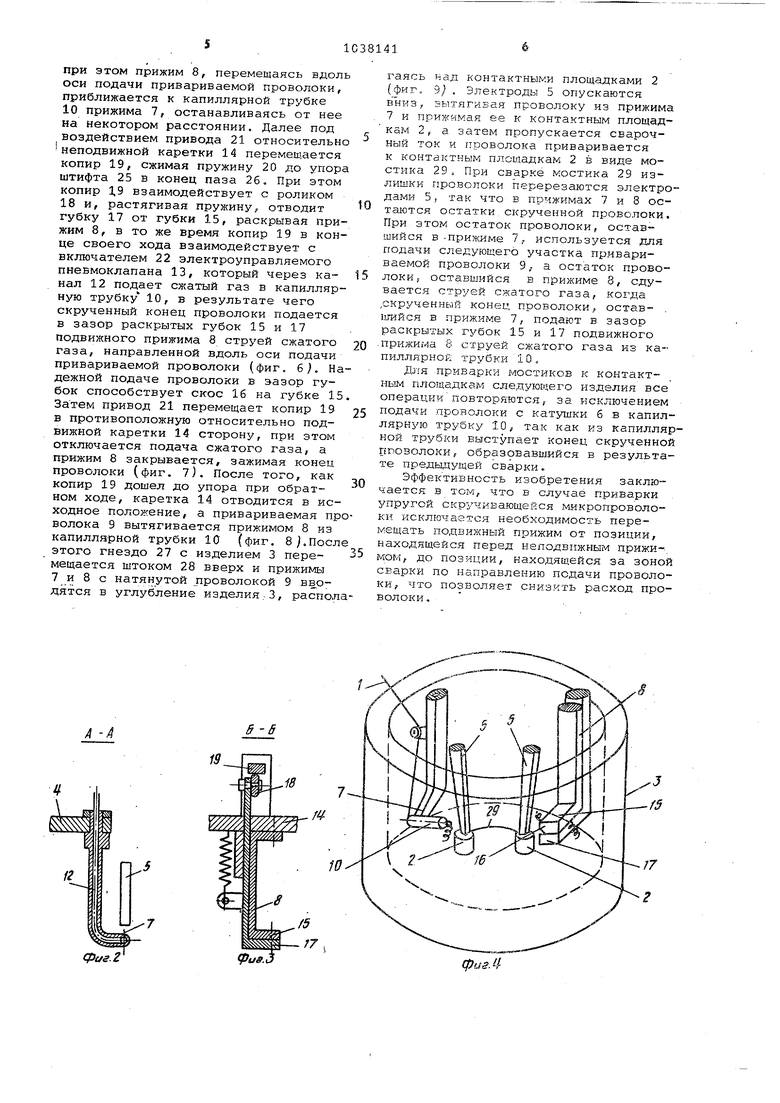
Изобретение относится к микросва ке, в частности к приварке мостиков преимущественно из упругой скручивающейся микропроволоки к контактным площадкам, расположенным в углу лении изделия, и предназначено для использования в приборостроении. Известен способ приварки, преиму щественно упругой скручивающейся ми кропроволоки, при котором микропроволоку закрепляют в губки неподвижного и подвижного прижимов, натягивают ее путем перемещения подвижного прижима относительно неподвижного вдоль оси подачи привариваемой проволоки, подают в зону сварки и приваривают сварочными электродами. Недостаток способа заключается в повышенном расходе упругой скручивающейся микропроволоки при ее подаче в зону. Известно устройство для осуществл ния способа приварки, преимуптествен упругой скручивающейся микропроволо ки к контактным площадкам, содержащее смонтированные на основании сварочные электроды, катушку с пров локой и механизм ее подачи в зону сварки с двумя прижимами, установле ными по обе стороны от зоны сварки, при этом первый прижим неподвижно закреплен на основании между катушкой и зоной сварки, а второй установлен ria каретке с возможностью возвратно поступательног® перемещения вдоль оси подачи привариваемой проволоки l. Однако в известном устройстве подвижный прижим установлен 0 возмо ностью от позиции, находящейся перед неподвижном прижимом, до позиции, находящейся за зоной сварки по направлению подачи проволоки, что приводит к повышенному расходу микропроволоки, не позволяя осуществлять подачу микропроволоки в губки подвижного прижима струей сжатого газа. Целью изобретения является снижение расхода микропроволоки. Поставленная цель достигается тем, что, согласно способу приварки преимущественно упругой скручивающейся ; микропроволоки к контактным плошадкам, при котором микропроволоку устанавливают в губки неподвижного и подвижного прижимов,- натягивают ее путем перемещения подвижного прижима относительно неподвижного вдоль оси подачи привариваемой проволоки, подают в зону сварки и приваривают сварочными электродами, микропроволоку подают в губки подвижного прижима струей сжатого газа, направленной вдоль оси подачи привариваемой микропроволоки. Для осуществления этого способа устройство, содержащее смонтированные на основании сварочные электроды, катушку с проволокой и механизм ее подачи в зону сварки с двумя прижима1 1И, установленными по обе стороны от зоны сварки, при этом первый прижим неподвижно закреплен на основании между катушкой и зоной сварки, а второй установлен на каретке с возможностью возвратно-поступательного перемещения вдоль оси подачи приваренной проволоки, снабжено пневмоклапаном с источником сжатого газа. первый прижим снабжен капиллярной трубкой,, ось которой совпадает с направлением подачи приваренной проволоки, при этом капиллярная трубка закрыта мягким упругим материалом со стороны катушки с проволокой, открыта со стороны зоны сварки и соединен с пневмоклапаном, подсоединенным к источнику сжатого газа, а второй при жим состоит из двух губок, одна из которых жестко закреплена на каретке а другая выполнена подвижной и подпружинена относительно губки, закрепленной на каретке, которая снабжена подпружиненным относительно нее копиром, связанным с приводом с возможностью периодического взаиимодействия с подвижной губкой и с пневмоклапаном. Кроме того, закрепленная на карет ке губка второго прижима выполнена со скосом на прижимной, поверхности со стороны, обращенной к капиллярной трубе. На фиг. 1 изображено устройство для осуществления способа в разрезе по оси подачи привариваемой проволоки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - прижимы механизма подачи проволоки и сварочные элек троды в углублении изделия (при приварке мостика к контактным площадкам); на фиг. 5 - схема исходного положения прижимов механизма подачи сварочных электродов и изделия (конец скрученной Проволоки выступает из капиллярной тpyбки iнa фиг. 6 схема положения, когда скрученный конец проволоки подают в зазор раскрытых губок подвижного прижима стру ей сжатого газа; на фиг. 7 - схематическое положение, когда губки подвижного прижима закрыва1ртся, захваты вая конец проволоки; на фиг. 8 - схе матическое положение, когда подвижны прижим вытягивает привариваемую проволоку из капиллярной трубки; на фиг. .9 - схематическое положение, кс5 гда прижимы с натянутой между ними проволокой введены в . углубление изделия,- на фиг. 10 - схематическое положение, когда сварочные электроды опущены на контактные площадки, прижимая к ним привариваемую проволоку. Устройство для осуществления способа приварки преимущественно упругой скручивающейся микропроволоки 1 к контактным площадкам 2 ,расположенным в углублении изделия 3, сЪдержит основание 4, на котором смонтированы сварочные электроды 5, катушка 6 с проволокой 1 и механизм ее подачи в зону сварки, содержащий два прижима, при этом первый прижим 7 неподвижно закреплен на основании 4 между катушкой 6 и зоной сварки, а второй прижим 8 установлен с возможностью возвратно-поступательного перемещения вдоль оси подачи привариваемой проволоки 9. Прижимам 1 и 8 (фиг. 2 и 3 ) придана L-образная форма, чтобы прижимы и электроды не могли препятствовать перемещению друг друга. Первый прижим 7 снабжен капиллярной трубкой 10, ось которой совпадает сосью подачи привариваемой проволоки 9. Капиллярная трубка 10 закрыта мягким упругим материалом (фетр, поролон и т.п. J 11 со стороны катушки 6 с проволокой 1 и открыта со стороны зоны сварки и соединена герметичным каналом 12 с электроуправляемым пневмоклапаном 13, полеоединенным к источнику сжатого газа. Второй прижим 8 установлен на каретке 14 и сострит из двух губок/ одна из. которых 15 жестко закреплена на каретке 14 и выполнена со скосом 16 на прижимной поверхности со стороны, обращенной к капиллярной трубке 10, а другая 17 выполнена на подвижной и подпружиненной относительно губки 15. Подвижная губка 17 снабжена роликом 18. Каретка 14 снабжена подвижным относительно нее копиром 19, который подпружинен относительно ка ретки 14 пружиной 20, усилие сжатия которой больше усилия перемещения каретки 14. Копир 19 связан с приводом 21 (.полностью не показан ) перемещения каретки 14 -и периодически взаимодействует с роликом 18 подвижной губки 17 и включателем 22 пневмокяапана 13. Ход каретки 14 по направлякяцей основания 4 определяется штифтом 23, запрессованным в каретке 14 и длиной паза 24 в основании 4, а ход копира 19 относительно каретки 14 определяется штифтом 25, запрессованным в копир 19, и длиной паза 26 в каретке 14. Изделие 3, в углублении которого расположены контактные площадки 2, устанавливается в токоподводящем .гнезде 27, которое, с помощью штока 28 перемещает изделие 3 таким образом, что прижимы 7и 8 с привариваемой проволокой 9 входят в углубление изделия 3. Привариваемая проволока 9 располагается над контактными площадками 2 и приваривается к ним в виде мостика 29. Устройство работает следующим образом. В токоподводящее гнездо 27 устанавливается изделие 3. Проволока 1 сматывается с катушки бис помощью иглы вводится в капиллярную трубку 10 через мягкий упругий материал 11, закрывающий к.апиллярную трубку 10 со стороны катушки 6. Конец скрученной проволоки должен выступать из капиллярной трубки 10 (фиг. 5) со стороны зоны сварки. Приводом-21 каретка 14 перемещается влево до упора штифта 23 в конец паза 24, при этом прижим 8, перемещаясь вдоль оси подачи привариваемой проволоки, приближается к капиллярной трубке 10 прижима If останавливаясь от нее на некотором расстоянии. Далее под воздействием привода 21 относительно неподвижной каретки 14 перемешается копир 19, сжимая пружину 20 до упора штифта 25 в конец паза 26, При этом копир 3,9 взаимодействует с роликом 18 и, растягивая пружину, отводит губку 17 от губки 15, раскрывая прижим 8, в то же время копир 19 в конце своего хода взаимодействует с включателем 22 электроуправляемого пневмоклапана 13, который через канал 12 подает сжатый газ в капиллярную трубку 10, в результате чего скрученный конец проволоки подается в зазор раскрытых губок 15 и 17 подвижного прижима 8 струей сжатого газа, направленной вдоль оси подачи привариваемой проволоки (фиг. 6). На дежной подаче проволоки в эазор губок способствует скос 16 на губке 15 Затем привод 21 перемещает копир 19 в противоположную относительно подвижной каретки 14 сторону, при этом отключается подача сжатого газа, а прижим 8 закрывается, зажимая конец проволоки (фиг. 7). После того, как копир 19 дошел до упора при обратном ходе, каретка 14 отводится в исходное положение, а привариваемая пр волока 9 вытягивается прижимом 8 из капиллярной трубки 1C (фиг. 8 /.Посл этого гнездо 27 с изделием 3 перемещается штоком 28 вверх и прижимы 7 и 8 с натянутой проволокой 9 вводятся в углубление изделия,3, распол гаясь над контактными площадками 2 (фиг. 9) . Электроды 5 опускаются вЪиз, вытягивая проволоку из прижима 7 и прижимая ее к контактным площадкам 2, а затем пропускается сварочный ток и проволока приваривается к контактным площадкам 2 в виде мостика 29, При сварке мостика 29 излишки проволоки перерезаются электродами 5, так что в прижимах 7 и 8 остаются остатки скрученной проволоки. При этом остаток проволоки, оставшийся в -прижиме 7, используется для подачи следующего участка привариваемой проволоки 9, а остаток проволоки „ оставшийся в гфижиме 8, сдувается струей сжатого газа, когда ,скрученный конец проволоки, остав- . иийся в прижиме 7, подают в зазор раскрытых губок 15 и 17 подвижного прижима 8 струей сжатого газа из капиллярной трубки 10, Для приварки мостиков к контактным площадкам следующего изделия все операции повторяются, за исключением подачи проволоки с катушки 6 в капиллярную трубку 10, так как из капиллярной трубки выступает конец скрученной пповолоки, образовавшийся в результате предыдущей сварки. Эффективность изобретения заключается в том, что в случае приварки упругой скручивающейся микропроволоки исключается необходимость перемещать подвижный прижим от позиции, находящейся перед неподвижным прижи-. мом, до позиции, находящейся за зоной сварки по направлению подачи проволоки, что позволяет снизить расход проволоки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
