113
Изобретение относится к области контроля и регулирования режима контактной точечной, шовной и рельефной сварки и может быть использовано для измерения напряжения на электродах сварочной машины переменного тока в амплитуде-сварочного тока,
В системах автоматического управления сварочными машинами необходимо регулировать сваро ный ток в зависи- мости от сопротивления детешей. При определении напряжения на сварочных электродах значение помехи (наводки) не остается постоянным во время прохождения сварочного тока.
Цель изобретения - уменьп1енйе погрешности измерения величины наводкл при различных режимах рабдть: сварочной машины.
На фиг.1 показана диаграмма изме
нении тока 1
di
ев
первой производной
се
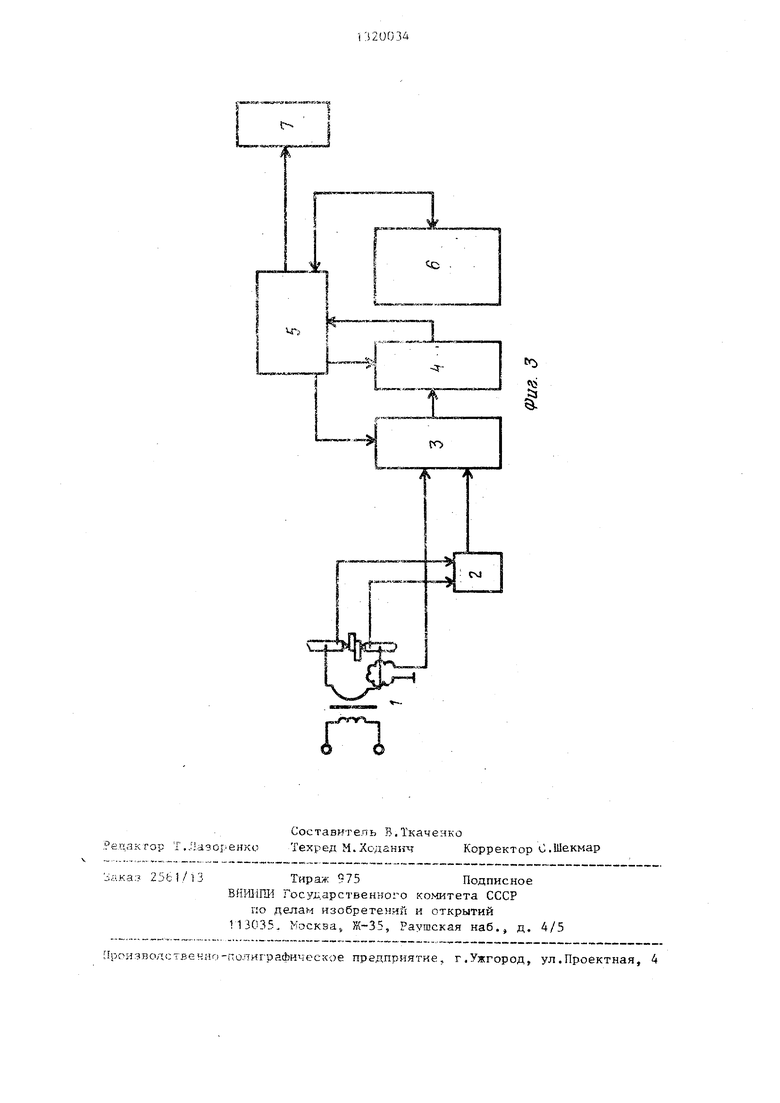
тока , напряжения U на электродах и напряжения на электродах с наводкой от тока; на фиг,2 -- узел I на фиго1; на фиг.З - схема устройства для осуществления способа.
Чтобы измерить напряжение U, пред лагаемым способом необходимо через постоянный интервал времени j t производить измерение смежных величин
1св dt
значения не станут протизоположногс знака. Для последующих вычислений необходимо сохранить эти два послед- ни-х значения А и А (фиг „2), Затем. измерить два смежных значения В. и В сигналов с электродов и запомнить их.
Дальнейшие вычислетгля основываются
на том, что cos( + л V ) и л гфи
If 0,157 рад, а также на том, что скорость изменения напряжения в области у + 0,157 jэaд на порядок
меньше, чем скорость изменения наводки от тока (напряжение изменяется всего на 1,2%, а наводка от тока нз 15,6% по отношению к своим амплитудным значениям). Принимаем, что напряжение и в области - - О,, 157 рад
J
является постоянным. Интервал 0,157 р.ад соответствует приблизитель ио 5; 0,5 мс для питающей сети промьшшенной частоты 50 Гц г. максимальнки интервал Еремени dt не;кд - измерениями не должен превышать
Задача ка ;о;-к,аения кстинкого зка- чения напряжен-йя на эле-ктродах U,, 15 амплитуде тока (фиг. 2, напряжение в точке z) сводится к определению временного интерзала st и скорости изменения маподки на временком интервале ,.
Временной интервал st,. находим следуюишм образок:
.г Л1: +
7 . -i /
г 2 А -;
л ... г,
Скорос :ь пз--;: :; :: raEOJ. iia им- гервале г, i , буьет же-, как к нй штервале t: л1 °
Ва - Б,
f)
Ло1 рвшно(.: ;с i-i icpeHUH напряжения на электродах к , когда Т ок .1,остигает своего гмплитудного значе-- тия, п-редла1 ае ьц 1 способом практически не зависз-: ст магнитных свуойст: и форьты сиаривасыь1Х Г агеризл:оз, так как за мй.;скма;1ь:-;о допустимое время измерения с;на О п- -г;й ток изменится иа б(;,г ;. 1 ; 2% от сп. :.- - nJiH i i UHor о ii и:.Г:л --;з:. Можно . п о iaгн гr тLie г. ястчя сэспап:. на/ериа.юя if|;ii так-;; -; аагайна;;;-;; cj--a-- . ри -1ногч:) ac aiarc:); nOL, j;o:a-i;ibE-3-y и
выполняются УС.1:ОВ,1Я ЕЮСТОЯаСТЕа КОЭф
фициента Бзaи юиндyкдии нйлт:,у- -токо-- 25еду димн шимаьй снарочн;. й ь;а111ииь; и -гзмсрительиой цепью кааала ;гапряя;в ТР я .
31320
етгя ггояс Рог овского, в качестве датчика напряжения на электродах используются токосъемники, укрепленные на электродах. Сигнал с электродсв через блок 2 гальванической развязки, а также сигнал с пояса Роговского, поступают на входы коммутатора 3. Выход коммутатора 3 подключается к входу аналого-цифрового преобразователя
4, которьм вычислительным устройством fo дах сварочной машины не превьпиала О, 51,
5 запускается на выполнение операции преобразования аналоговой входной величины в цифровой код. После окончания преобразования вычислительное
Применение пред.пагаемого способа компенсации наводки от тока в изме- рите,пьной цепи напряжения позволяет применять способ регулирования сва- устройство 5 принимает код от преоб- ff рочного тока в зависимости от сопро- разователя 4, присваивает ему знача- тивления деталей (сопротивление рас- ние Л и записывает в первую ячейку считывается на основании результатов 6 памяти. Через время дГ вычисли- измерения напряжения в момент, когда тельное устройство 5 производит новый ток достигает своего амплитудного запуск преобразоватоля 4, принимает 20 значения). Это позволяет производить
сварку различных толщин изделий без переналадки оборудования. При этом устраняются непроизводительные простои сварочных машин и сваргциков во
от него код, сравнивает знаки полученного и предыдущего кодов. Если знаки одинаковы, то вычислительное устройство 5 присваивает последнему
полученному от преобразователя 4 ко- 25 время перемещения свариваемого изделия от одного сварочного поста к другому.
Формула изобретения
ду значение А и записывает его в первую ячейку памяти на место предыдущего (предьщущий код при этом теряется) . Затем через время 4t цикл преобразования и анализа знаков ко„ di се
дов производной -7- повторяется до at
тех пор, пока они не окажутся противоположными. При этом вычислительное устройство 5 присваивает последнему коду, полученному от преобразователя 4, значение А и записывает его во вторую ячейку 6 памяти. После этого через время At вычислительное устройство 5 подключает к входу преобразователя 4 через коммутатор 3 сигнал с электродов, гальванически развязанный в блоке 2. Затем вычислительное устройство 5 производит два
30
Способ измерения напряжения на
электродах сварочной машины перемен.ного тока, заключающийся в измерении
этого напряжения в момент достижения
35 током амплитудного значения с компенсацией напряжения наводки путем запо-- минания и последующего вычитания из измеренного значения напряжения на электродах величины напряжения на40 водки, отличающийся тем, что, с целью уменьшения погрешности определения напряжения при различных режимах работы сварочной машины, производят последовательно измерение цикла преобразования кода при помощи 45 через равные интервалы времени пер- преобразователя 4 через интервал вре- вого и второго значений первой про- мени dt, присваивает полученным коизводной сварочного тока, первого и второго значений напряжения на электродах сварочной машины, а величину
изводной сварочного тока, первого и второго значений напряжения на элек родах сварочной машины, а величину
дам значения В, и В, и записывает их в третью и четвертую ячейку памяти
соответственно. После окончания пре- 50 наводки вычисляют по формуле образований вычислительное устройство 5 в соответствии с выражением (6) и вычисляет величину напряжения на электродах в амплитуде тока по программе, хранящейся в ячейках 6 памя- 55 где iUj - величина напряжения кати, используя значения А , A.j, В,
Э (В, - В,)(1+--д|-у-) | Аг I
В, хранящиеся в ячейках 6 памяти с первой по четвертую.
водки;
А, AJ - первое и второе значени скорости изменения сваЗакончив вычис.лсния, иьг 1иглитрлг1- кое устройство 5 п(ресьиает гкъчучс :- ное значение напряжения в регистрирующее устройство 7. На этом цикл измерения заканчияается.
Предлагаемьп способ проверялся при сварке изделий из малоуглеродистой стали на сварочной машине МТ-32 .Погрешность измерения напряжения на злектро30
Способ измерения напряжения на
электродах сварочной машины перемен.ного тока, заключающийся в измерении
этого напряжения в момент достижения
35 током амплитудного значения с компенсацией напряжения наводки путем запо-- минания и последующего вычитания из измеренного значения напряжения на электродах величины напряжения на40 водки, отличающийся тем, что, с целью уменьшения погрешности определения напряжения при различных режимах работы сварочной машины, производят последовательно измерение через равные интервалы времени пер- вого и второго значений первой про-
изводной сварочного тока, первого и второго значений напряжения на электродах сварочной машины, а величину
ычисляют по формуле - величина напряжения каЭ (В, - В,)(1+--д|-у-), | Аг I
одки вычисляют по формуле и iUj - величина напряжения каводки;
А, AJ - первое и второе значения скорости изменения сва
рочного тока соответственно;
- первое и второе значения Напряжения на электродах сварочной кашины соответ- cTTseHitOs
3200346
в тот интервал времени, когда signA,/ г sign Л,, причем продолжительность этого интервала времени не должна превьипать 0,025 Т, где Т - период 5 напряжения источника сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU747654A1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| СПОСОБ ЭЛЕКТРОПУНКТУРНОЙ ДИАГНОСТИКИ С РЕПЕРНОЙ ТОЧКОЙ | 2011 |
|
RU2471416C1 |
| Способ измерения напряжения на электродах сварочной машины | 1978 |
|
SU685460A1 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| Устройство для измерения сварочного тока | 1978 |
|
SU742073A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ ТВЕРДЫХ ТКАНЕЙ ЗУБОВ БИООБЪЕКТОВ | 2005 |
|
RU2330608C2 |
| Устройство для измерения амплитудыНАпРяжЕНия HA элЕКТРОдАХ | 1979 |
|
SU812471A1 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |

Изобретение относится к контролю и регулированию режима контактной .точечной и рельефной сварки для измерения напряжения на электродах сварочной машины. Для уменьшения погрешности измерения, которая обусловлена наличием наводок от сварочного тока, производят последовательное измерение через равные интервалы времени, значительно меньше периода напряжения, двух значений первой производной сварочного тока разной полярности и затем двух значений напряжения на электродах сварочной машины. Величина наводки от сварочного тока учитывается этими четырьмя измеренными значениями. Приведена зависимость этих величин. 3 ил.
4
. i /, /
dies
--- / Ч изт
СО
Peviapc гор Т,Лазоренки Заказ 2561/13
Составитель В.Ткаченко
Техред М.Ходгк1гчКорректор О.Шекмар
Тираж 975Подписное
Государственного комитета СССР
по делам изобретений и открытий 113035. Москва Ж-35, Раушская наб., д, 4/5
1рРИзво/ стБекио-аолиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для измерения амплитудыНАпРяжЕНия HA элЕКТРОдАХ | 1979 |
|
SU812471A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство | |||
| Способ измерения напряжения на электродах сварочной машины | 1978 |
|
SU685460A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
