В производстве шестерен высокой точности, особенно в авиамоторостроении широко применяется шлифование зубцов шестерен. Этот способ мало производителен, но так как зубцы шестерен после окончательной термической обработки получают искажение, то на них оставляют припуск, удаление которого, ввиду сравнительно большой величины, возможно осуш,ествить только путем шлифования.
В тех случаях, когда величины деформаций зубцов не превосходят 0,02-0,03 мм, применяют более дешевый способ - притирку зубцов. Однако в большинстве случаев искажения после термообработки превосходят указанные величины и притирка становится нерентабельной и рискованной, так как возможна порча профиля зубца.
Если перед термической обработкой (закалкой) шестерен зубцы их подвергнуть шевингованию, то можно оставлять припуск, компенсирующий искажения зубцов при закалке, в пределах 0,05-0,15 мм на сторону. Такой припуск можно снимать шлифовкой (малопроизводительным спо25 Свод в. 6.
собом), но совершенно непроизводительно и опасно применять притирку. Для отделки зубцов при таких величинах припусков более производителен способ обработки абразивным инструментом.
Абразивный инструмент предлагается в этом случае выполнять в форме зубчатой рейки, а процесс обработки зубцов осуществлять путем обкатывания шестерни абразивной рейкой, которая в работе получает возвратно поступательное движение.
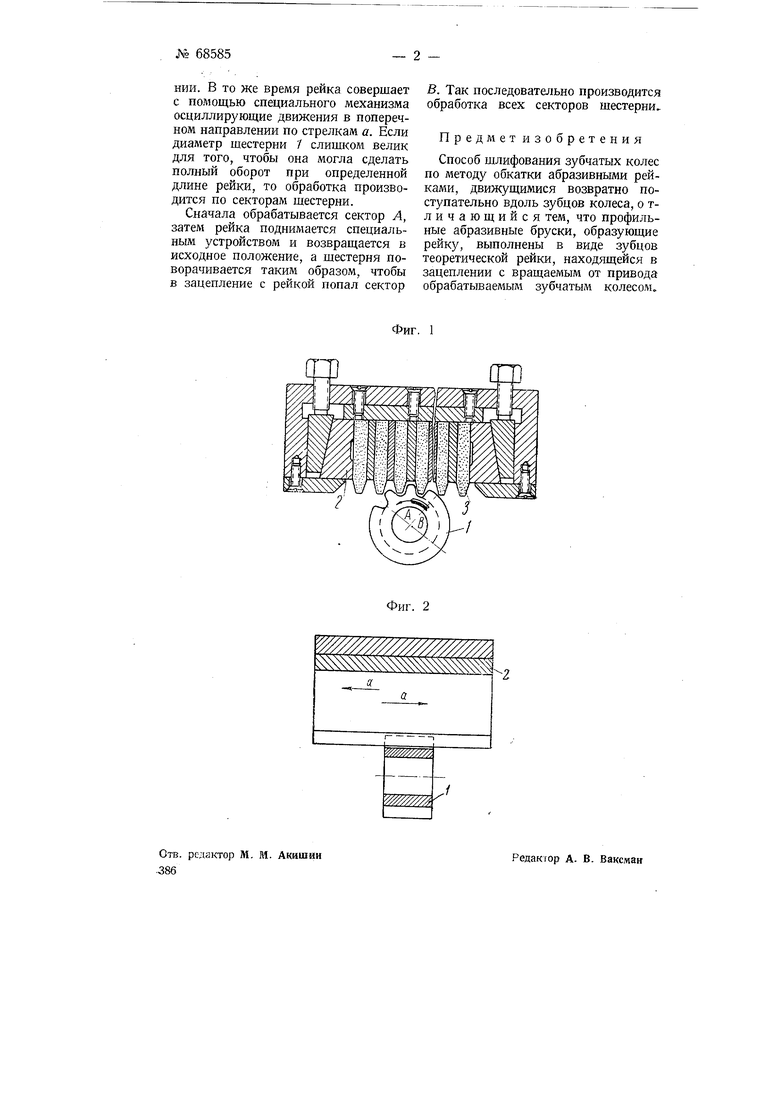
На фиг. 1 и 2 изображены продольный и поперечный разрезы инструмента и шестерни при осуществлении предлагаемого способа.
Изделие - шестерня 7 находится в зацеплении с инструментом, представляющим собой рейку 2, зубцами которой являются абразивные бруски 3. Для шестерен с мелким модулем рейка может изготовляться цельной из абразивной пластины с вырезанными зубцами. Зубцы реек профилируются по теоретическому профилю.
Шестерня 7 поворачивается на один полный оборот, заставляет рейку перемещаться в продольном направле385
НИИ. В то же время рейка совершает с помощью специального механизма осциллирующие движения в поперечном направлении по стрелкам а. Если диаметр шестерни 7 слишком велик для того, чтобы она могла сделать полный оборот при определенной длине рейки, то обработка производится по секторам шестерни.
Сначала обрабатывается сектор А, затем рейка поднимается специальным устройством и возвращается в исходное положение, а шестерня поворачивается таким образом, чтобы в зацепление с рейкой попал сектор
В. Так последовательно производится обработка всех секторов шестерни.
Предмет изобретения
Способ шлифования зубчатых колес по методу обкатки абразивными рейками, движущимися возвратно поступательно вдоль зубцов колеса, о тличающийся тем, что профильные абразивные бруски, образующие рейку, выполнены в виде зубцов теоретической рейки, находящейся в зацеплении с вращаемым от привода обрабатываемым зубчатым колесом.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для отделочной обработай например, притирки зубьев колес | 1945 |
|
SU85059A3 |
| Способ подреза ножек зубцов цилиндрических шестерен на величину припуска под шлифование | 1947 |
|
SU71725A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Устройство для обработки шеек коленчатых валов | 1987 |
|
SU1521568A1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ И СТАНОК МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ОБРАБОТАННЫХ ЗУБЧАТЫХ ЗАГОТОВОК, НАПРИМЕР ШЕСТЕРНЕЙ | 1999 |
|
RU2212315C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
Щ-2
Фиг. 2
