Изобретение относится к винтовым прессам для формования керамических и т. п. изделий, в которых применен пуансон, приводимый во вращение.
Особенностью предлагаемого винтового пресса является то, что для придания пуансону поступательного, вращательного или одновременно поступательного и вращательного движения, внутри него расположен нижний конец щпинделя, имеющий прорез, через который проходит хвостовик гайки, установленной на центральном ходовом винте, закрепленной хвостовиком на гильзе и служащей для передачи движений пуансону от приводимых во вращение щпинделя и ходового винта. В пуансоне и в матрице сделаны отверстия, закрываемые клапанами, для удаления воздуха из формы при прессовании и для удержания формуемого изделия при полировке его с верхней и нижней сторон.
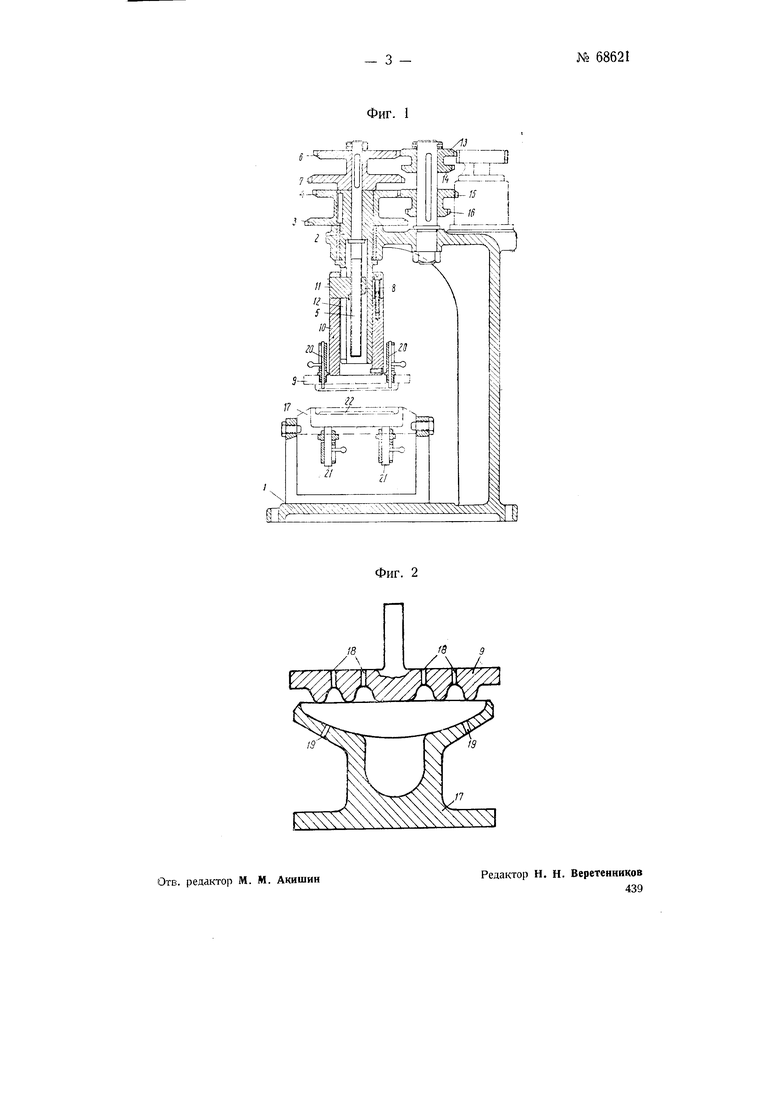
На фиг. 1 изображен вертикальный разрез винтового пресса, а на фиг. 2- конструкция матрицы и пуансона в разрезе.
На станине / винтового пресса смонтирован щпиндель 2 с жестко закрепленными на нем цилиндрическими щестернями 3 и 4. Внутри щпинделя пропущен центральный ходовой винт 5. На верхней части винта 5 жестко закреплены цилиндрические щестерни 6 и 7, а на резьбе его нижней части установлена ходовая гайка S. Пуансон 9 крепится к гильзе 70. Ходовая гайка S при вращении центрального ходового винта 5 движется поступательно, а при вращении щпинделя 2 вращается вместе с ним, так как хвостовик 7/ гайки S пропущен через прорез 72 в щпинделе 2 и укреплен в гильзе 70 и, следовательно, соответствующие движения гайки 8 передаются пуансону 9.
При вращении винта 5 гайка S, а следовательно, и пуансон 9 движутся поступательно; при вращении щпинделя 2 гайка S вращается вместе с ним. Совместное поступательное и вращательное движение пуансона достигается одновременным вращением щпинделя 2 и центрального ходового винта J, причем скорость поступа437
тельного движения пуансона регулируется величиной угловых скоростей шпинделя и центрального ходового винта 5. Все описанные движения шпинделя 2 и винта 5 производятся соответственно парами шестерен 3, 4 и 6, 7, соединяемых с парами паразитных шестерен /J, 74 и /5, J6. Включение в зацепление той или иной пары изменяет скорость вращения шпинделя 2 и винта 5. Для регулирования скорости вращения шпинделя предназначены пары 6, 13 и 7, 14, а для винта 5 пары: 4, 15 и J, /6.
Пуансон 9 (фиг. 2) и матрицы 17 снабжены отверстиями 18 и /Р, которые закрываются клапанами 20 и 2/ (фиг. 1). Клапаны служат для удаления воздуха из формы 22 при прессовании изделия. Открывание или закрывание отверстий 75 или W клапанами 20 и 21 (вручную) дает возможность удерживать формуемое изделие неподвижным относительно формы при полировании его с верхней стороны (полирование пуансоном) или заставить вращаться вместе с пуансоном при полировании его с нижней стороны (полирование матрицей). Удерживание изделия неподвижным относительно пуансона или матрицы происходит при закрытых отверстиях той детали, относительно которой неподвижно изделие, за счет присоса изделия к детали.
Число отверстий делается вдвое большим числа замкнутых объемов формы.
Последовательность работы пресса следующая.
В смазанную жиром форму 22 (например, раствором стеарина и керосина) вкладывают формуемую массу и опускают пуансон Р, вдавливая его в массу. Клапаны 20 и 21 при этом открыты, и через отверстия 18 и W выходит воздух и незначительное количество массы. Затем клапаны в матрице и пуансоне закрывают.
Пуансон останавливают, не доводя до крайнего нижнего положения на 2-3 мм (2-3 мм остается для полировки). Затем клапаны 20 в пуансоне открывают (изделие освобождается от пуансона).
438
Пуансон быстро вращается и медленно поднимается на I-2 мм (изделие остается присосанным к матрице).
Пуансон продолжает вращаться и медленно опускается (изделие полируется поверхностями пуансона).
Затем закрывают клапаны 20 пуансона и открывают клапаны 21 в матрице 17 (изделие присасывается к пуансону, вращается вместе с ним и полируется поверхностями матрицы).
Вращающийся пуансон 9 доводят до крайнего нижнего положения (окончательное сглаживание).
После этого закрывают клапаны 21 в матрице и открывают в пуансоне 9 (изделие снова присасывается к матрице).
Пуансон быстро поднимают, а изделие остается в матрице. Затем матрицу опрокидывают на приемник изделия (приемник для тонких изделий должен соответствовать конфигурации изделия, быть точно под изделием и отстоять от него не далее 1-2 мм), и открывают клапаны в матрице. Изделие плавно ложится на приемник и удаляется от машины.
Предмет изобретения
1.Винтовой пресс для формования керамических и т. п. изделий, в котором применен пуансон, приводимый во вращение, отличаю щи йс я тем, что для придания пуансону 9, по желанию, поступательного или вращательного движений, внутри его расположен нижний конец шпинделя 2, имеющий прорез 12, через который проходит хвостовик // гайки 8, установленной на центральном ходовом винте 5, закрепленной хвостовиком 11 на гильзе 10 и служащей для передачи движений пуансону 9 от приводимых во вращение шпинделя 2 и центрального ходового винта 5.
2.Винтовой пресс по п. 1, отличающийся тем, что в пуансоне .9 и в матрице 77 сделаны отверстия 75 и 7Р, закрываемые клапанами 20 и 27, для удаления воздуха из формы при прессовании и для удержания формуемого изделия при полировании его с верхней или нижней стороны.
ffl
//-С
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление (клапан) к штампу для изготовления изделий из керамических и подобных пластичных масс | 1953 |
|
SU99900A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Штамп для получения изделий с резьбовыми отверстиями | 1990 |
|
SU1776215A3 |
| РУЧНОЙ ПРЕССf*-ли 15Mr-UiSA''"'-'1Ш | 1970 |
|
SU415154A1 |
| Полуавтоматический многошпиндельный фрезерный станок для обработки лопаток турбинных и компрессорных дисков | 1947 |
|
SU78549A1 |
| Автомат для обертки карамели в бумагу | 1957 |
|
SU126785A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| Штамп для выдавливания наружной резьбы на полых деталях | 1985 |
|
SU1315100A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| Многопшиндельный автомат | 1938 |
|
SU63078A1 |