Известны многошпнндельиые ф-рг зерные станки для обработки лопаток турбинных II компресгорных дисков, снабженные фрезерными головками, ралиально располол енными относительно шпинделя с обрабатываемым изделием, совершающего одновременно поступательное и возвратно-вращательное зависимые движения.
Предлагаемый станок отличается от известных те-м, что он обеспечивает возможгшсть полной обработки лопаток H-S одного определенного типа, как в из вестных станках, а разных форм и размеров. Такое преимущество станка обуславливается оригинальным конструктивным выполнением несущего изделие шпинделя, рабочее движение которого создается посредством двух посаженных на одну ось вращающихся пространственных копиров.
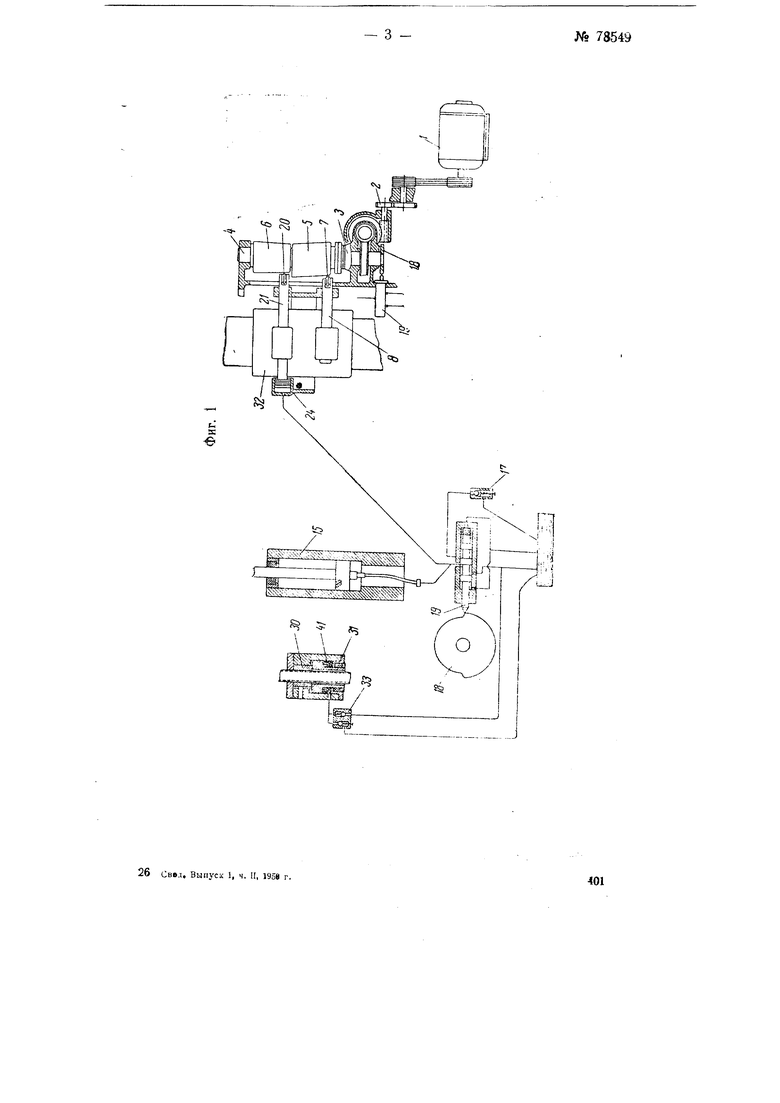
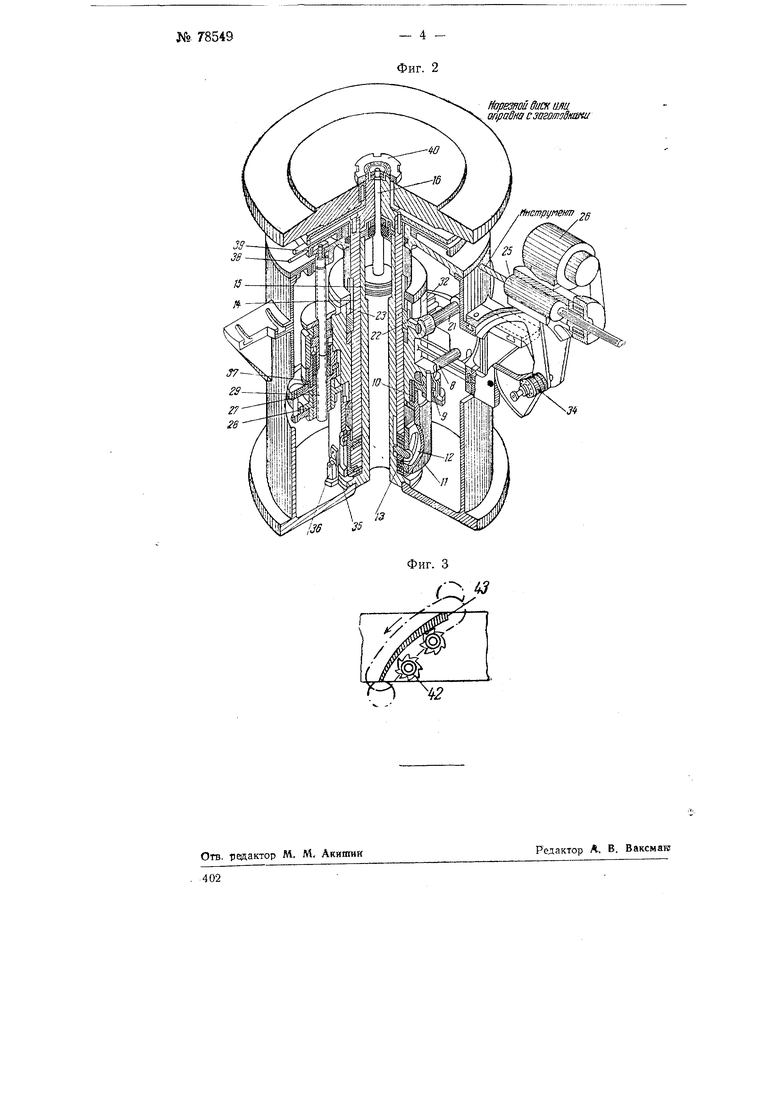
На фИГ. 1 изображена схема станка; на фиг. 2-узел шлинделя, показанного с частичным разрезом и служащего для установки на нем справки с заГотовками лопаток; на фиг. 3-схема движения фрезы при неподвижной лопатке.
Ста;юк ii:.resT шесть горизонтальных шпинделей для инструмента и один вертикальный июиндель, па котором укрепляется оправка с двадцатью-тридцатью заготовка.ми лопаток.
От электромотора / через ременную передачу, пару сменных шестерен 2 и двухступенчатый червячный редуктор 3 вращение сообщается вертикальному валу 4 с двумя посаженн ями на него пространственными копирами 5 и 6. Копир о, управляющий возвратно-поступательным движением шпинделя с укрепленным на нем изделием через ролик 7, круглую рейку 8 и двойную шестерню 9-JO, теризодит во гзращение обойму //. Эта обойма ведет стакан .12, в три винтовые канавки которого входят ролики подвижного в осевом натфавлении кольца /. При повороте стакана ролики поднимают кольцо 13, а вместе с ним и свободно опирающийся на него полый шпиндель 4 в виде гильзы с укрепленными на нем диском или оправкой с заготовками .лопаток.
Для выбирания люфтов и поглощения динамических нагрузок ста399
нок оборудован гидравлическим амортизаторами.
Мепрерывный контакт роликов кольца 13 с канавками стакана 12, а также ролика 7 с копиром 5 обеспечивается давлениСлМ масла в полости ннПравляющей колонны /5 на поршень штока 16, жестко скренленного со шпинделем 14. Давление масла регулируется клалаиом /7. Гидравлическая система используется для ог ускаиия шиинделя 14 с изделием. С этой целью в конце каждого хода шпинделя 14 вверх кулачок 18, укрепленный на валу 4, переключает золотник 19 на иоложе 1ие подачи масла от иасоса в по,лост1 колонны 15 над поршнем.
Возвратно-вращательное движение 1иниидель получает от копира 6. Через ро.тик 20 и круглую рейку 21 копир поворачивает втулкой 22 ииюнку 23, вместе с которой поворачизается и ишиндель 14. Ролик 50 нражимается к копиру давлением масла на поршень 24.
Фрезерные шпиндели 25 получают вращение от отдельных электромоторов 26, а их подача происходит периодически в момент перемещения заготовок вверх. Подача фрезерным шпинделям 25 сообщается от коинра 5 через собачку 27 храповик 28, ходовой винт 29 и ходовую тайку 30. Гайка через гидравлическую подушку 41 давит на фланец 31, жестко укрепленный на люльке 32, причем люлька перемещается вни5.
Давление в гидравлической поду ике регулируется клапаном: 33. При помощи муфт 34 устанавливается вылет отдельных ниструментов.
Для обработки ступицы монолитных колес у основания лопаток на обойме 11 крепится кулачок 35. Па станине устанавливается ролик 36. При фрезеровании межлопаточного профиля ступицы кулачок во время своего колебательного движения начинает задевать за ролик. Люлька приподнимается и отводит фрезы от металла. Давление в гидравлической подупгке повышается, и масло вытесняется через клапан 33 в бак. Когда кулачок зыходит из
соприкосновения с роликом, люлька под давлен ем жидкости опускается. Величина подачи фрез регулируется поворотом кольца 37 с зубом, воздействующим на собачку 27.
По окончании обработки шести лопаток станок вык.тючается при помощи конн,евого выключате,:1и, приводимого в действие кулачком на обойме //. Bpanuis; мяховик на залике 38, BOiBpamaiciT 4P - P l iнп1инделн 2.-1 .в исход.ние иолхжение. Для обработ-хи следу10Щ 1х и№сти лопаток пе)еставляют рукоятку 39 делительного диска на следующее деле1 ие, прел арите.тьно открепив гайку 40.
В нижней части фигуры показана схема относительного перемен1,ения фрезы 42 и лоиатк 43.
Предмет изобретения
1.Полуавтоматический многошпиндельный фрезерный станок для обработки лопаток турбииных и комнрессорных дисков с радиальным расяоложениел фрезерН 11х головок отн(кительио нтинделя с изделием, совери1ающего одновременно поступательное ;i возврати о-вращательное зависимые движения, о тл и ч а К) щ. и и с я тем, что iinuifiдель станка вьиполиеи в виде ср.ободно надетой на направляющую гильзы, кинематически связанной с ирИВодом д.тя получения lipainaтельного движения и свободно опираю пейся на подвижное в осевом направлении KO.ibHO для осевого перемещения шпинделя.
2.Форма выполнения станка по п. 1, отличающаяся тем. что, с целью сообигения щпинделю одновременно Д15ух рабочих движений, применены два посаженных на общую ось вращаюптихся пространственных копира.
3.Форма выполнения станка по п. п. 1 и 2, о т л и ч а ю щ а я с я тем, что, с целью выбирания люф;TQB в главных к шематических цепях станка и поглощения динамических нагрузок при работе станка, применены автоматически управляемые гидравличех: кие амортизаторы.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1945 |
|
SU69979A1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Фрезерный станок для обработки самолетных винтов | 1932 |
|
SU37963A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Станок для выбирания продольных прорезов в трубах | 1933 |
|
SU35526A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1970 |
|
SU262365A1 |
26 Свел, BanjCK 1, ч. П, 1958 г.
401
№ 78549
4
Фиг. 2
Нарезпои диск или. опрадна сзаготдюти
