Одним ИЗ недостатков известной конструкции спирального сверла с главными режущими кромками, расположенными в двух параллельных плоскостях, является увеличение рабочего угла резания для точки кромки по мере приближения ее к оси сверла. Как показали аналитические исследования, тупые рабочие углы резания присущи не только поперечной кромке, но такнсе и некоторым участкам главных режуших кромок. С увеличением диаметра сердцевины сверла с переточками его увеличиваются и рабочие углы резания.
Однако картина изменения рабочих углов резания значительно улучшается с устранением влияния на нее диаметра сердцевины в сверлах, у которых главные режущие кромки расположены в одной плоскости - в диаметральной плоскости сверла. Таким образом, сверла с главными режущими кромками, расположенными в диаметральной плоскости сверла, имея лучшие рабочие углы резания на своих кромках по сравнению с рабочими углами резания на кромках сверл обычной конструкции, испытывают меньшее сопротивление резанию - крутящий момент и осевое усилие. Стойкость такого сверла возрастает.
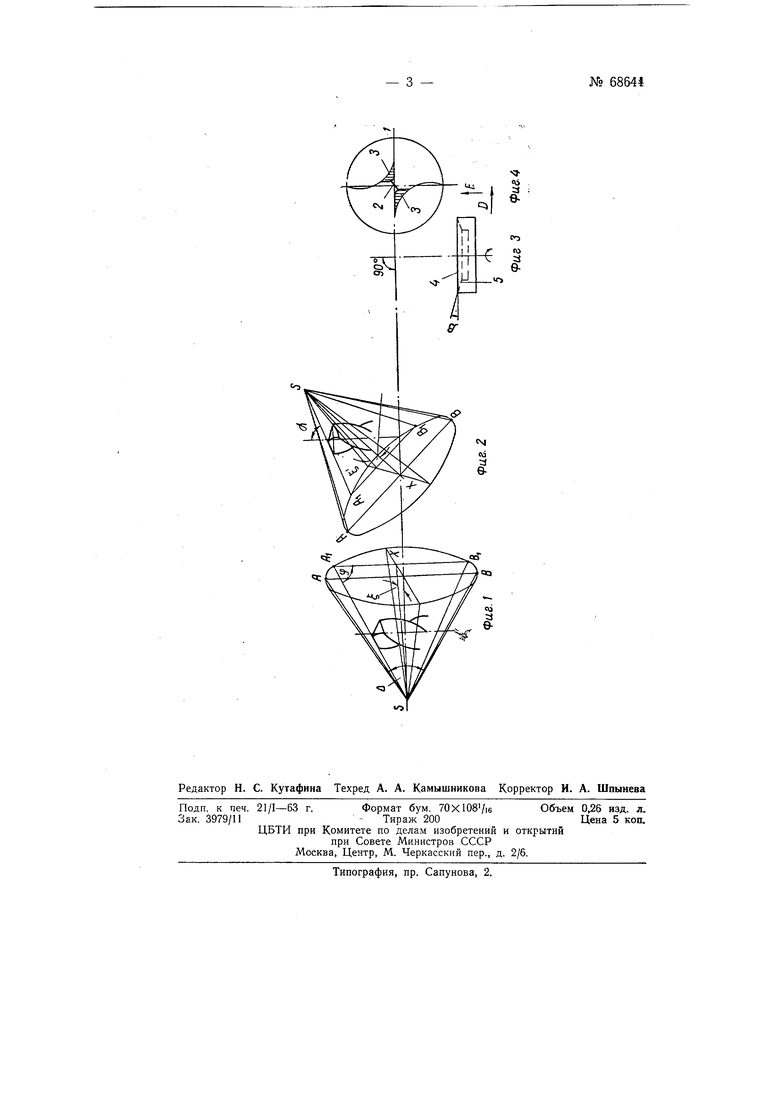
В описываемом способе заточки таких сверл отличительной особенностью является установка при заточке сверла так, чтобы диаметральное сечение конуса заточки, параллельное оси сверла,, было повернуто относительно диаметральной плоскости сверла, проходящей через главные режущие кромки, на некоторый угол. Это обеспечивает образование заднего угла на режущих кромках сверла.
На фиг. 1 и 2 показана заточка сверла предложенным способом; на фиг. 3 и 4 - подточка поперечной кромки сверла.
Затылочными поверхностями главных режущих кромок могут быть конические поверхности с осями SX, лежащими в плоскости, перпендикулярной оси сверла или наклоненной к последней. ДиаметЛ Ь 68644
ральные сечения SAB конусов заточки обеих главных режущих кромок в предлагаемой конструкции сверла не лежат в плоскостях, параллельных плоскости симметрии сверла, как это имеет место при заточке сверл обычной конструкции, но лежат в плоскости / (фиг. 4), содержащей главные режущие кромки, и не пересекаются в вершине сверла, а повернуты относительно плоскости SAiBi, содержащей главные режущие кромки (т. е. плоскости / на угол | (фиг. 1) или § (фиг. 2).
Так, в случае расположения конуса заточки по схеме, указанной на фиг. 1, угол I можно определить по формуле:
igl tgacos9,
где I - угол поворота плоскости SAB относительно плоскости (плоскость 1);
а - задний угол главной режущей кромки, измеренный в плоскости, ей перпендикулярной; 2ф - угол при вершине сверла.
Угол А при вершине конуса заточки в данном случае определяется из формулы:
до 180° - 2arctg (tgфcosa).
Подточка поперечной кромки 2 с обеспечением на подточенных ее участках 5 угла резания в 90° осуществляется по предлагаемому способу при помощи шлифовального камня 4 с торцовой поверхностью 5, заправленной по конусу с углом при его основании Р 2 - 5° и с осью вращения, перпендикулярной плоскости /. Подвод камня 4 и подача его осуществляется до упоров по направлениям стрелок uviE.
Описанная подточка может осуществляться на любом универсально заточном станке или при помощи специально сконструированного приспособления. Подточка поперечной кромки может быть по желанию доведена до оси. Режущие кромки сверла на передних гранях можно снабжать фаской.
Предмет изобретения
1.Способ заточки спирального сверла с режущими кромками, расположенными в его диаметральной плоскости, отличаюпд;ийся тем, что, с целью образования заднего угла на режущих кромках, сверло устанавливают так, чтобы диаметральное сечение конуса заточки, параллельное оси сверла, было повернуто относительно диаметральной плоскости сверла, проходящей через режущие кромки, на некоторый угол.
2.Способ по п. 1, отличающийся тем, что подточку поперечной кромки производят в диаметральной плоскости сверла, с целью обеспечения.на подточенных участках угла резания в 90°.
3.Способ по пп. 1 и 2, отличающийся тем, что режущие кромки сверла на передней грани снабжают фаской.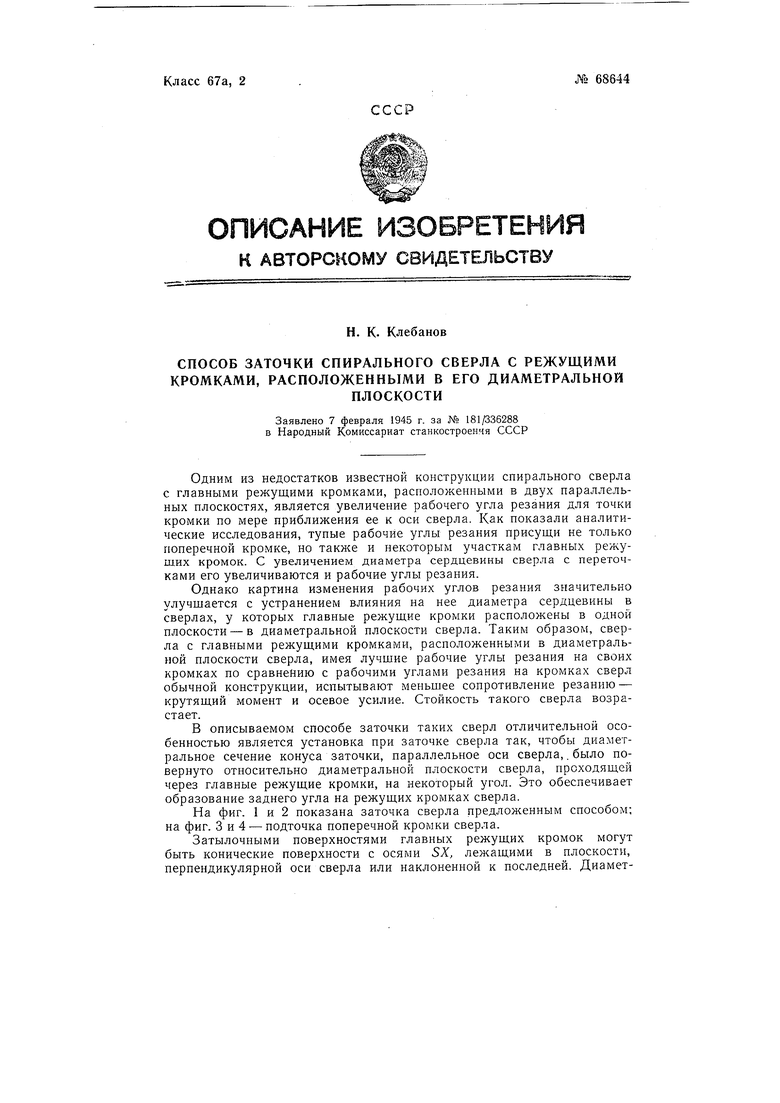
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Спиральное двухперовое сверло | 1987 |
|
SU1502228A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| СВЕРЛО | 2012 |
|
RU2566700C2 |
| Спиральное сверло | 1956 |
|
SU117692A3 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Сверло | 1990 |
|
SU1808507A1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |