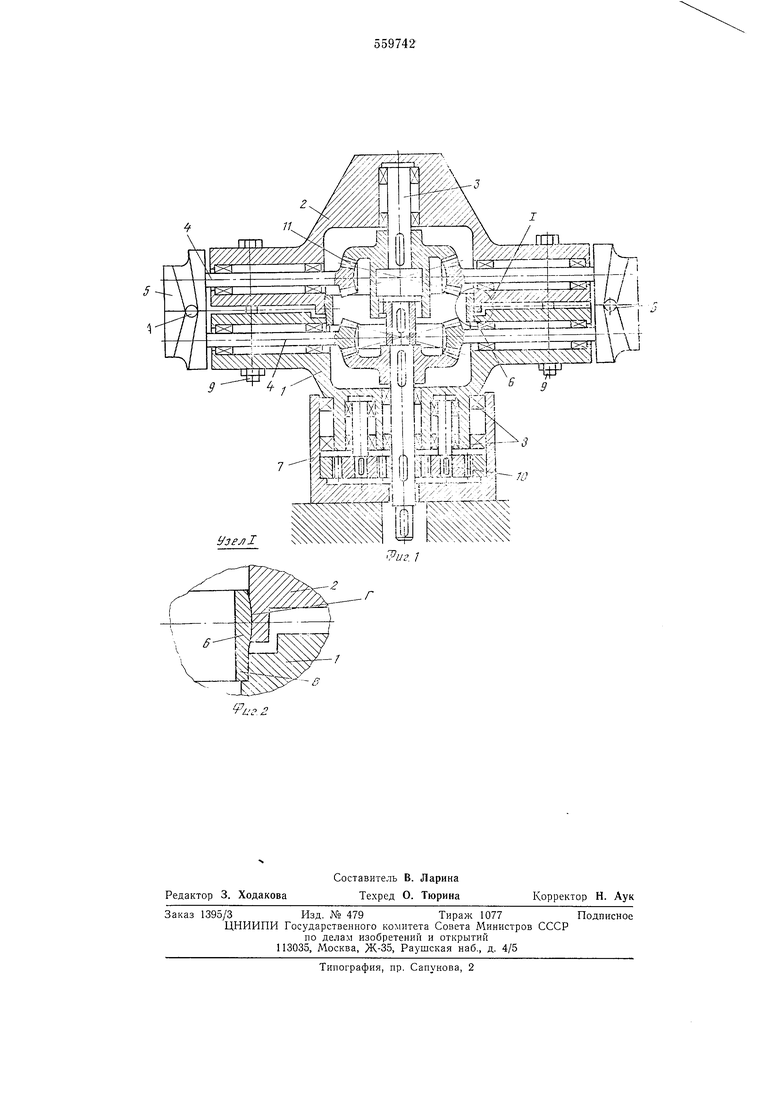
между осями обеих половин корпуса клети, что исключается конструкцией рабочей клети. Целью изобретения является повышение точности геометрических размеров труб путем взаимного центрирования половин корнуса. Это достигается тем, что предложенная рабочая клеть, содержащая одноопорный разъемный корпус, составленный из двух половин, стянутых с предварительным напряжением, приводной вал вращения корпуса, размещенные по обе стороны от него и кинематически связанные с ним параллельные валы и расположенные на их концах калиброванные валки, образующие два калибра с разъемом в плоскости разъема корпуса, снабжена центрирующей втулкой с наружной поверхностью, образованной цилиндром и сферой и установленной в корпусе в месте соединения его половин, внутренняя поверхность одной из которых на длине контакта, соответствующей наружной поверхности втулки, спрофилирована но цилиндру, другой - по сфере. Такая конструкция допускает взаимный перекос осей половин корпуса клети и позволяет тем самым настраивать межосевое расстояние каждой лары рабочих валков в отдельности, при этом возмол ный взаимный сдвиг половин корпуса клети исключается благодаря установленной между ними центрирующей втулке, соосной с приводным валом вращения корпуса клети. Все это ведет к повышению точности прокатываемых на стане труб. На фиг. 1 приведена предлагаемая рабочая клеть, общий вид; на фиг. 2 - установка центрирующей втулки (узел I на фиг. 1). Рабочая клеть содержит разъемный корпус, составленный из половин 1 и 2, приводной вал 3 вращения корпуса, кинематически связанные с ним и размещенные по обе стороны от вала вращения параллельные валы 4, смонтированные на них калиброванные валки 5, образующие два калибра А и Б с разъемом в горизонтальной плоскости, и центрирующую втулку 6 с наружной поверхностью, образованной цилиндром В и сферой Г. Половина 1 корпуса закреплена в станине 7 на подшипниках 8, а половина 2 стянута с предварительным напряжением с половиной 1 посредством 9.. Центрирующая втулка 6 размещена в корпусе в месте соединения половин корпуса и установлена своей наружной поверхностью в контакте с внутренними поверхностями его половин. При этом половина 1 корпуса на длине контакта, соответствующей наружной поверхности втулки, спрофилирована по цилипдру, а половина 2 - по сфере. Для привода вращения вала 3 в станине 7 смонтирован планетарный редуктор 10. При индивидуальной настройке каждой нары рабочих валков 5 на заданные межосевые расстояния изменяется настроечная длина каждой стяжки 9 на соответствующую величину. Половина 2 корпуса клети поворачивается относительно половины 1 на некоторый настроечный угол. Взаимному сдвигу половин корпуса клети при этом препятствует центрирующая втулка 6, не мешающая указанному повороту благодаря своей сферической поверхности (Г). Одинаковая величина изменения межосевого расстояния для всех пар рабочих валков достигается изменением настроечной длины стяжек 9 на эту величину, а взаимному перемещению половин корпуса клети способствует цилиндрическая рабочая поверхность (В) центрирующей втулки 6. При работе стана приводятся во вращение корпус клети посредством планетарного редуктора 10 и рабочие валки 5 через конические зубчатые передачи 11. Половины 1 и 2 при этом вращаются синхронно благодаря стяжкам 9. Использование предлагаемого устройства позволяет производить взаимное центрирование половин корпуса и тем самым индивидуальную настройку каждой пары рабочих валков для получения труб заданной высокой точности. Формула изобретения Рабочая клеть стана холодной прокатки труб, содержащая одноонорный разъемный корпус, составленный из двух половин, стянутых с предварительным напряжением, приводной вал вращения корпуса, размещенные по обе стороны от него и кинематически связанные с ним параллельные валы, и расположенные на их концах калиброванные валки, образующие два калибра с разъемом в плоскости разъема корпуса, отличающаяся тем, что, с целью повышения точности геометрических размеров труб путем взаимното центрирования половин корпуса, она снабжена центрирующей втулкой с наружной поверхностью, образованной цилиндром и сферой и установленной в корпусе в месте соединения его половин, внутренняя поверхность одной из которых на длине контакта, соответствующей наружной поверхности втулки, спрофилирована по цилиндру, другой - по сфере.
lihaifcrJil :
illfliPl
; I :
J- rb I l 11 /; 1:П kl
vfelyiik H NiwMC::
/:|zyi i: 1 I
ШГ(Ш1т fh I . jlill|i|jWjkM b;v;
i; 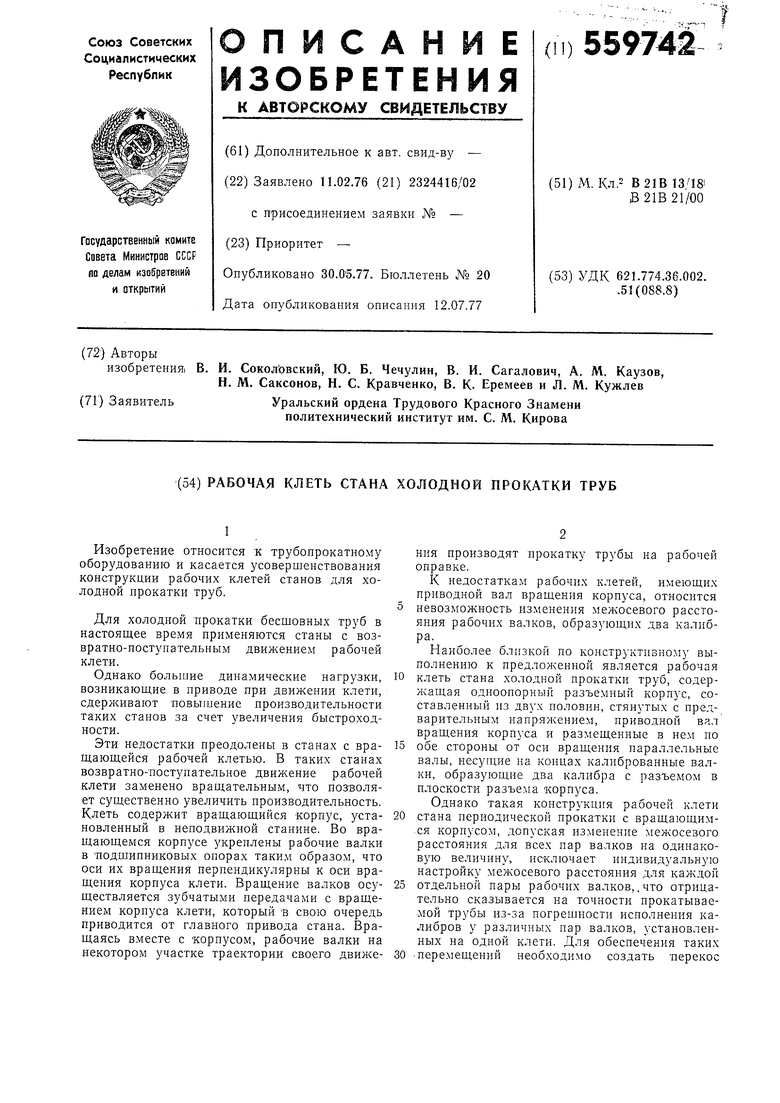

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686789A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| Клеть редукционно-калибровочного стана | 1982 |
|
SU1065046A1 |
| Рабочая клеть стана холодной прокатки труб | 1973 |
|
SU495105A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ | 1992 |
|
RU2040985C1 |
| Устройство для укатки цилиндрических корпусов металлических стаканов | 2024 |
|
RU2837788C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Стан поперечной прокатки | 1983 |
|
SU1088821A1 |
| Стенд для смены калибров в неразъемных клетях редукционного стана | 1973 |
|
SU512811A1 |