(54J СПОСОБ ПОДАЧИ СВАРОШЮЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи сварочной проволоки | 1978 |
|
SU686840A2 |
| Устройство для подачи протяженного тела | 1982 |
|
SU1082575A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Способ автоматической подачи протяженного тела | 1986 |
|
SU1418012A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
| Способ изготовления композитной сварочной проволоки | 1984 |
|
SU1269950A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
1
Изобретение относится к электро- i сварке и может быть использовано при подаче электродной и присадочной проволоки при сварке, наплавке и напылении.
Известен способ подачи сварочной проволоки в зону сварки с сообщением ей поперечных колебаний, в котором проволоку перед подачей в зону сварки попеременно удерживают в двух точках, а усилие колебаний прикладывают на участке между ними l.
Недостаточно широкий диапазон скоростей подачи ограничивает применение этого способа.
Известен также способ подачи сварочной проволоки с сообщением ей поперечных колебаний на участке между двумя односторонними захватамиf2J.
Недостатком этого способа является то, что он не обеспечивает в необходимых случаях переход с импульсной подачи на подачу непрерывную с постоянной скоростью без увеличения
частоты поперсч 1ых колебаьшй. Такое увеличение частоты сопряжено с большими техническими трудностя ш (увеличение оборотов двигателя, ускоряющая редукция и т.п.).
Цель изобретения - обеспечение непрерывной подачи сварочной проволоки.
Поставленная цель достигается тем, что в способе подачи сварочной проволоки с сообщением ей поперечных колебаний на участке между двумя односторонними зaxвaтa ш дополнительно прикладывают к проволоке усилие колебаний той же частоты с регулируемой амплитудой на участке за вторым захватом по ходу подачи проволоки.
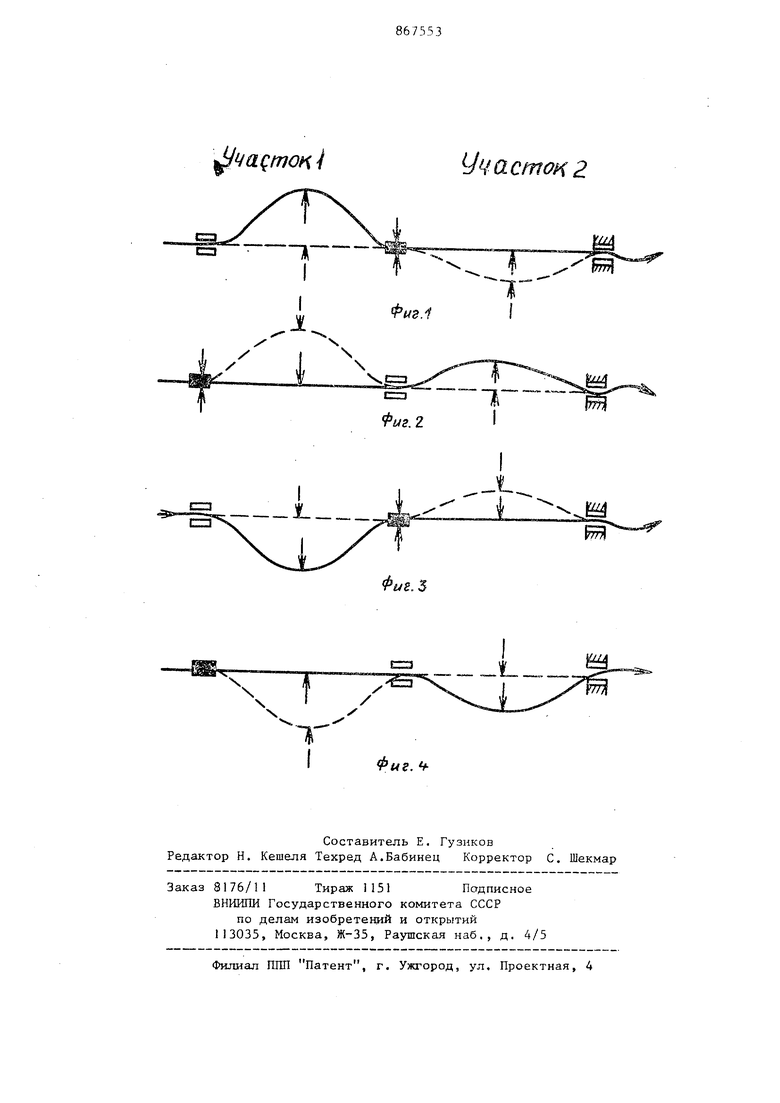
На фиг. I показана схема приложения поперечных усилий и работы захватов в первой четверти цикла; на фиг. 2 - то же, во второй четверти цикла; на фиг. 3 - то же, в третьей четверти цикла; на фиг, 4 - то же, в четвертой четверти цикла. Сварочная проволока пропущена чеpesi два захвата (левый и средний) и выходную фильеру. Исходное полол;е1ше проволоки показано пунктиром (фигЛ В течение первой четверти цикла поперечное усилие к проволоке прикла дывается на участке 1 и участке 2 в одинаковом направлении. При этом леBbui захват открыт, а средний закрыт. Следовательно, с участка 2 проволока подается через выходную фильеру, а на участке 1 образуется запас проволоки в виде волны из проволоки, по тупающей через открытый левьй захват. Во второй четверти цикла левый захват закрыт и удерживает проволоку от движения в обратном направлении, а средний захват открыт. Усилие на участке 1 прикладывается к проволоке, обеспечивая выравниваете волны проволоки (запас расходуется и подачу проволоки через открытый средни захват и выходную фильеру. На участке 2 поперечное усилие к проволоке прикладывается в противоположном паправлении по сравнению с участком -1 . Таким образом, норция проволоки, подаваемая участком 1, расходуется на создание волгш (запаса ) проволоки на участке 2 и на подачу через выходную фш1ьеру. В третьей четверти цикла на участ ке 2 происходит изменение направле1ШЯ действия усилий, а на участке направление действия усилий остается прежним. При зтом с участка 2 происходит подача сварочной проволоки, а на участке 1 проволока идет в запас (образуется волна выпуклостью вш-1з) В четвертой четверти цикла вновь происходит изменение действия усилий на участке 1. При зтом подача пр волоки происходит с участка 1 через участок 2 Кроме того, на участке 2 34 происходит запасание проволоки для последующего цикла.. Далее проволока повторяет цикл. В предлагаемом способе отсутстаует промежуток времени, когда проволока не подается, В процессе работы колебание проволоки и работа зажимов выполняется синхронно. Способ обеспечивает возможность достаточно плавной подачи, а образующаяся в направляющем канале волна проволоки способствует лучшему ее перемещению в зону сварки. Использование предлагаемого изобретения обеспечивает ведение процесса сварки плавя1цимся электродом как с прерывистой (импульсной), так и с непрерывной подачей Проволоки, Способ может б1)Ггь применен при автоматической и полуавтоматической сварке, наплавке и на1тылении, наиболее эффективен при подаче тонкой проволоки , изобретения Способ подачи сварочной проволоки с сообщегадем ей поперечных колебаний на участке между двумя односторонними захватам-, о т л и чающийся тем что, с целью обеспечения непрерывной подачи, дополнительно прикладыв,ают к проволоке усилие колебаний той же частоты с регулируемой амплитудой на участке за вторым захватом по ходу подачи проволоки. Источники информации, принятые во вьшмание при экспертизе 1 . Авторское свидетельство СССР № 416193, кл. В 23 К 9/12, 1971 . 2. Авторское свидетельство СССР № 686840, кл. В 23 К 9/12, 1978 (прототип) .
4aqmo
JE
y acmoi 2
M
щ
1 I
.f
N
4,
.JL,
т
pw)
