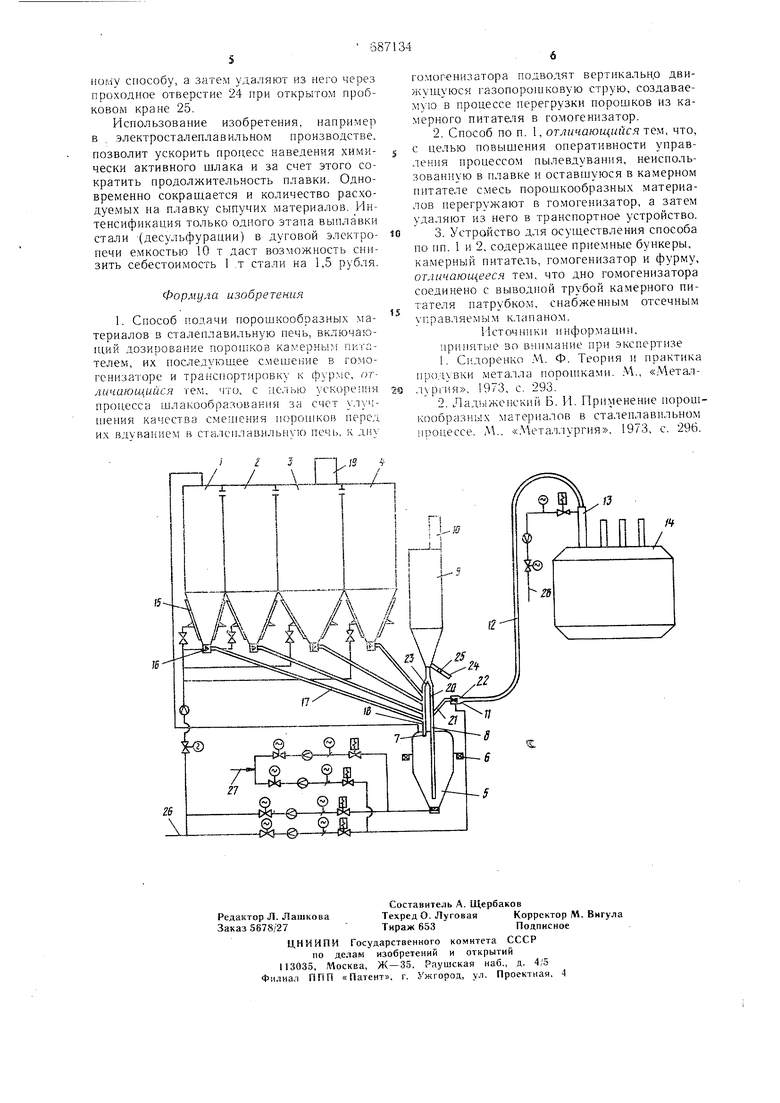
(54) СПОСОБ ПОДАЧИ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ В СТАЛЕПЛАВИЛЬНУЮ ПЕЧЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУШЕСТВЛЕНИЯ тем, что к дну гомогенизатора подводят вертикально движущуюся газопороижовую струю, создаваемую в процессе одно-трехкратной перегрузки порошков из камерного питателя в гомогенизатор, а повышение гибкости и оперативности управления процессом пЫлевдувания тем, что неиспользованную в плавке и оставшуюся в камерном питателе смесь порошкообразных материалов перегружают в гомогенизатор, а затем удаляют из. него в любое транспортное устройство. Упрощение конструкции достигается тем, что дно гомогенизатора соединено с выводной трубой камерного питателя и на соединительном патрубке установлен отсечной управляемый клапан. Кроме того, схема соединения камерного.питателя с гомогенизатором позволяет сократить объем последнего до объема питателя, а также заметно снизить мощность пылеосадителя вследствие значительного сокращения расхода газа на гомогенизацию. Согласно расчетам, уменьшение расхода газа на гомогенизацию может быть сокращено примерно в семь раз. На чертеже дана принципиальная схема устройства для реализации способа. Устройство состоит из приемных бункеров 1 - 4 (число бункеров равняется числу используемых для приготовления смесей порошков), камерного питателя 5, оборудованного измерителем 6 веса, клапаном 7 загрузочным и выводной трубой 8, гомогенизатора 9 с пылеуловителем 10, смесителя 11, транспортного трубопровода 12, фурмы 13 и сталеплавильной печи 14. Каждый бункер имеет аэрируемое днище 15, запорный клапан 16 и проходное отверстие 17, соединяющее его с загрузочным стояком 18. На всю систему бункеров может быть установлено одно пылеулавливающее устройство 19. За пределами ка.мерного питателя 5 выводная труба 8 разветвляется на два патрубка: патрубок 20, служащий для соединения камерного питателя 5 с дном гомогенизатора 9, и патрубок 21, соединяющий выводную трубу 8 со смесителем 11 через отсечной клапан 22. На патрубке 20 в месте соединения его с загрузочным стояком 18 установлен отсечной управляемый клапан 23, с помощью которого можно надежно перекрывать как сечение патрубка 20, так и загрузочного стояка 18. Для выгрузки смеси порошков из гомогенизатора 9 служит проходное отверстие 24 с пробковым краном 25. Подвод воздуха к камерному питателю 5 и смесителю 11 осуществляется по тракту 26, а нейтрального газа - по тракту 27. Газообразный кислород подводится к фурме 13 по тракту 28. Устройство при подаче порошкообразных материалов в сталеплавильную печь работает следующим образом. Порошки из бункеров 1 - 4 последовательно загружают в камерный питатель 5 при открытом загрузочном клапане 7. Массу каждого порошка определяют по весоизмерительному устройству ка.мерного питате„1я. Прекращение загрузки каждого порошка осуществляется авто.матически по имнульсу от задатчика весоизмерительного устройства 6 путем закрытия соответствующего клапана 16. В результате такой последовательности действий в камерном питателе5 оказывается необходи.мый набор взвешенных порошков, соответствующих тому или иному периодам вдувания (этапам выплавки стали). Приготовление смеси осуществляют следующим образом. Закрывают клапан 7 загрузочный в камерном питателе и клапан 22 отсечной в смесителе, а клапан 23 на соединительном патрубке переводят в положение, при котором он освобождает сечение соединитатьного патрубка 20 и перекрывает сечение загрузочного стояка 18. Затем подают через пористое днище газ в камерный питатель. С этого момента начинается разгрузка питатетя в гомогенизатор 9. Так как подвод газопорошковой смеси осуществлен со дна гомогенизатора 9, то поступающая в пего двухфазная струя будет передавать свою энср|-ию высаждающимся в гомогенизаторе порошкам, осуществляя при этом их интенсивное циркуляционное перемешивание. Газ. освободившийся от твердых частиц, выходит из гомогенизатора 9 через пылеуловитель 10. После того, как весь материал кз питателя 5 будет перекачан в го.могенизатор 9, с помощью клапана 23 перекрывают сечение соединительного патрубка 20 и освобождают сечение загрузочного стояка 18. Одновременно прекращают поступление газа с питате ть. После открытия клапана 7 загрузочного приготовленная смесь .от гомогенизатора 9 ссыпается в камерный питатель 5. Далее цикл гомогенизации можно повторить. Процесс ПЫлевдувания осуществляют так. Питатель 5 с помощью клапана 23 отключен от гомогенизатора 9, клапаны 22 и 7 закрыты. Через смеситааь 11 в транспортный трубопровод 12 проходит необходимый расход газа-носителя порощков. В питателе 5 за счет .массы газа, поступающей через пористое днище, формируется избыточное давление, соответствующее требуе.мой интенсивности подачи порощков. Разгрузка питателя начинается при открытии клапана 22 в с.месителе 11. В процессе работы устройства могут возникнуть случаи, когда в печь по тем или иным причинам необходимо подать не в,сю порцию загруженных в питатель порошков. При возникновении такой ситуации процесс ПЫлевдувания прекращают путем закрытия клапана 22 в смесителе 11 и оставшуюся в питат&те 5 смесь перегружают в го.могенизатор 9 по уже paccMOTpei 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для продувки металла порошками | 1977 |
|
SU749908A1 |
| ПИТАТЕЛЬ ПОРОШКОВЫХ И ПЫЛЕВЫХ МАТЕРИАЛОВ УСТАНОВКИ ИНЖЕКЦИОННОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2004 |
|
RU2268224C1 |
| Пневмотранспортная установка для подачи порошкообразного материала | 1984 |
|
SU1270094A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU370138A1 |
| Установка для пневматического траспортирования сыпучего материала | 1990 |
|
SU1770238A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ МАССОВОГО ПРОИЗВОДСТВА ФОСФОРНОЙ КИСЛОТЫ С ПРИМЕНЕНИЕМ РОТАЦИОННОЙ ПЕЧИ | 2013 |
|
RU2642651C2 |
| Установка для обработки полидисперсногоМАТЕРиАлА | 1979 |
|
SU842371A1 |
| АВТОМАТИЗИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ТВЕРДОФАЗНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ СЛОЖНЫХ ОКСИДОВ | 2011 |
|
RU2489255C1 |
| Способ продувки металла в ковшепОРОшКАМи | 1979 |
|
SU840136A1 |
| Устройство для пневматической подачи порошкообразного материала | 1990 |
|
SU1744013A1 |
