(54) СПОСОБ ПРОДУВКИ МЕТАЛЛА В КОВШЕ ПОРОШКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продувки жидкого металла в ковше газопорошковыми смесями | 1979 |
|
SU975188A1 |
| Установка для продувки металла порошками | 1977 |
|
SU749908A1 |
| Способ подачи порошкообразных материалов в сталеплавильную печь и устройство для его осуществления | 1977 |
|
SU687134A1 |
| Способ подачи порошков в транспортный трубопровод при продувке металла и устройство для его осуществления | 1982 |
|
SU1041578A1 |
| Установка для ввода порошкообразных материалов в струе несущего газа в жидкий металл | 1990 |
|
SU1786100A1 |
| Устройство для ввода в расплав порошкообразных материалов | 1991 |
|
SU1740433A1 |
| Фурма для глубинной продувки металла в ковше | 1983 |
|
SU1133298A1 |
| Устройство для вдувания порошкообразных материалов в жидкий металл | 1981 |
|
SU971890A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| Способ подачи порошкообразных материалов в жидкий металл | 1980 |
|
SU925815A1 |
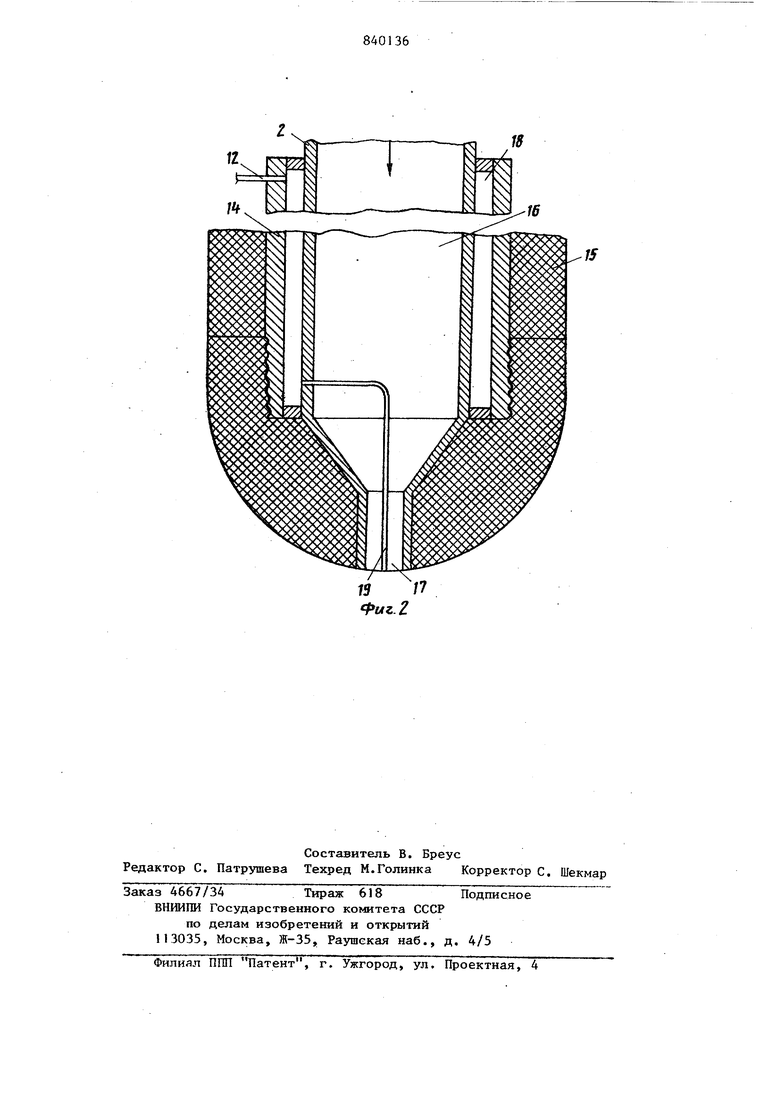
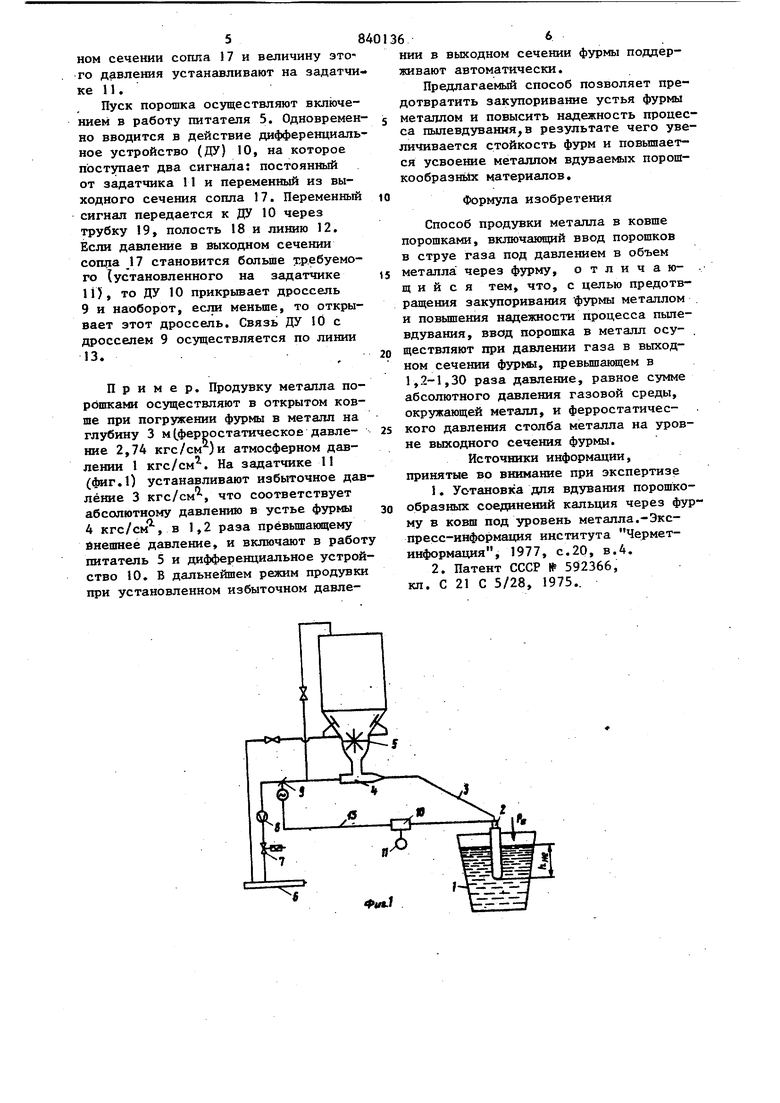
Изобретение относится к черной металлургии, в частности к продувке металла в ковше порошкообразными материалами , Одним из эффективных способов получения стали с низким содержанием серы является способ продувки металла в ковше порошкообразными реагеитами, вводимыми в металл в струе газаиосителя через погружные фурмы. Общим недостатком известных способов обработки жидкого металла нейтральньти газами и порошками при верхней и донной продувке в ковше является частый выход из строя фурм вследствие забивки их устья металлом. Известен способ вдувания газопорош ковой смеси в металл со скоростями 10-40 м/с. Эти скорости соответствуют докритическому режиму истечения газопорошковой смеси, при котором в выход ном сечении фурмы всегда устанавливается давление, равное внешнему давлению - сумме ферростатического давления столба металла над уровнем выходного сечения фурмы и абсолютного даЬления газовой атмосферы, окружающий металл О . Недостатком способа является то, что пульсации внешнего давления, например, из-за колебаний уровня металла, вызывают соответствукмцие пульсации в расходе газопорошковой смеси, и приводят к закупорке фурмы. Наиболее близким к предлагаемо 1у является способ передела чугуна в сталь, включакнций вдувание в металл порошкообразной извести струей кислорода под давлением 2-25 атм. Способ осуществляют следующим образом.В зависимости от технологии вьшлавки стали и геометрических характеристик (сопротивления) фурм наэ начают несколько давлений кислорода на входе в фурмы в пределах 2-25 атм и регулируют их в течение всего периода продувки по специальному чакону. Закон регулирования давления кис3лорода на входе в фурмы подбирается опытным путем. Разные давления кислорода перед фурмами обеспечивают разную жесткость истекающих из них струй. Таким образом, процесс продувки чугуна ведут при регулировании расхода кислорода по его давлению на входе в фурмы. При этом обеспечивается более гибкое ведение процесса 2. Однако основной недостаток способа закупоривание устья фурмы металлом вследствие пульсаций внешнего давления и соответственно газопорошковой струи. Кроме того, не устраняется закупаривание металлом,поскольку продувка ведется в докритических режимах, при которых давление в усть фурмы не превьшхает внешнего давления Цель изобретения - предотвращение закупоривания, фурмы металлом и повышение надежности процесса вдувания порошков. Поставленная цель достигается тем что процесс вдувания порошков в стру газа под давлением в объем металла через фурму осуществляют при давлении газа в..выходном сечении фурмы, превышающем в 1,2-1,3 раза внешнее давление, равное сумме ферростатичес кого давления столба металла на уров не выходного сечения фурмы и абсолют ного давления газовой среды, окружающей металл. Избыточное давление в выходном сечении фурмы обеспечивает критический режим истечения газопорошковой смеси, а также существование за соплом фурмы некоторой зоны сверхзвуковых скоростей. При наличии сверхзвуковых скоростей истечения система как бы изолируется от внешней среды и пульсации внешнего давления в этом случае уже не могут передаваться против течения газопорошковой смеси, вследствие чего и достигается повьш1ение надежности процесса вдувания порошков в металл. В статических условиях внешнее давление равно сумме ферростатического давления столба металла и внешнего давления окружающей среды. При продувке уровень металла колеблетря и к статической величине -внешне.го давления добавляется волновая составляющая. Например, при продувке металла инертными газами ковши подают на обработку с недоливом примерно на 0,5 м по высоте. Этот за64пас исключает перелив металла чБрез кромку ковша при колебаниях его уровня во время продувки. 20%-ный запас давления в устье фурмы недостаточен для изоляции системы пылевдувания от пульсирующего внешнего давления. Увеличение запаса давления в устье фурмы более 30% нецелесообразно из-за усложнения оборудования автоматического регулирования системы. На фиг. показана принципиальная схема реализации предлагаемого способа) на фиг.2 - поперечный разрез фурмы, иллюстрирующий работу измерительного органа в устье фурмы. Способ осуществляют следукнцим образом. В металл, находящийся в ковше 1, через погруженную фурму 2 вдувают порошкообразный материал, подаваемый к фурме через гибкий трубопровод 3 от смесителя 4, в который поступает порошкообразный материал из питателя 5 и газ-носитель из газового коллектора 6. От газового коллектора к смесителю подходит газопровод, на котором установлен отсечный клапан 7, расходомер 8, регулирукиций дроссель 9. Система автоматического управления содержит дифференциальное устройство (ДУ) 10, задатчик давления 11 и импульсные линии 12 и 13. По линии 12 ДУ получает импульс давления из выходного сечения фурмы, а по линии 13 ДУ подает управляющий сигнал на регулирующий дроссель 9. Собственно фурма (фиг.2) содержит наружную трубу 14, покрытую огнеупорным слоем 15 и центральный канал 16, оканчивающийся цилиндрическим соплом 17. Между трубой 14 и каналом 16 находится .импульсная полость 18, которая внизу при помопщ трубки 19 соединяется с выходным сечением фурьш, а вверху соединяется с импульсной линией 12. Продувку металла порошками в ковше 1 осуществляют, когда фурма 2 находится в опущенном положении и в нее от коллектора 6 через открытый клапан 7, расходомер 8, регулирующий россель 9, смеситель 4 и гибкий трубопровод 3 поступает чистый газ. Перед пуском порошка, исходя из заданной глубины погружения фурмы, нахоят требуемое давление газа в выход5ном сечении сопла 17 и величину этого давления устанавливают на задатчи ке 11. Пуск порошка осуществляют включением в работу питателя 5. Одновремен но вводится в действие дифференциаль ное устройство (ДУ) 10, на которое поступает два сигнала: постоянный от задатчика 11 и переменный из выходного сечения сопла 17. Переменный сигнал передается к ДУ 10 через трубку 19, полость 18 и линию 12. Если давление в выходном сечении сопда 17 становится больше требуемого Iустановленного на задатчике И), то ДУ 10 прикрывает дроссель 9 и наоборот, если меньше, то открывает этот дроссель. Связь ДУ Ю с дросселем 9 осуществляется по линии 13. Пример. Продувку металла порбшками осуществляют в открытом ковше при погружении фзгрмы в металл на глубину 3 м фероостатическое давление 2,74 кгс/см )и атмосферном давлении 1 кгс/см. На задатчике 11 (фиг.О устанавливают избыточное дав ление 3 кгс/см, что соответствует абсолютному давлению в устье фурмы 4 кгс/см, в 1,2 раза прёвьшаклцему внешнее давление, и включают в работ питатель 5 и дифференциальное устрой ство 10. В дальнейшем режим продувки при установленном избыточном давле4 1.} 66 НИИ в выходном сечении фурмы поддерживают автоматически. Предлагаемый способ позволяет предотвратить закупоривание устья фурмы металлом и повысить надежность процесса пылевдувания,в результате чего увеличивается стойкость фурм и повышается усвоение металлом вдуваемых порошкообразнйх материалов. Формула изобретения Способ продувки металла в ковше порошками, включающий ввод порошков в струе газа под давлением в объем металла через фурму, отличающийся тем, что, с целью предотвращения закупоривазшя фурмы металлом и повышения надежности процесса пьшевдувания, ввод порошка в металл осу- . ществяяют при давлении газа в выходном сечении фурмы, превышаннцем в 1,2-1,30 раза давление, равное сумме абсолютного давления газовой среды, окружающей металл, к ферростатического давления столба металла на уровне выходного сечения фурмы. Источники информации, принятые во внимание при экспертизе 1.Установка для вдувания порошкообразных соединений кальция через фурму в ковш под уровень металла.-Экспресс-информация института Черметинформация, 1977, с.20, в.А. 2.Патент СССР № 592366, кл. С 21 С 5/28, 1975..
J6
