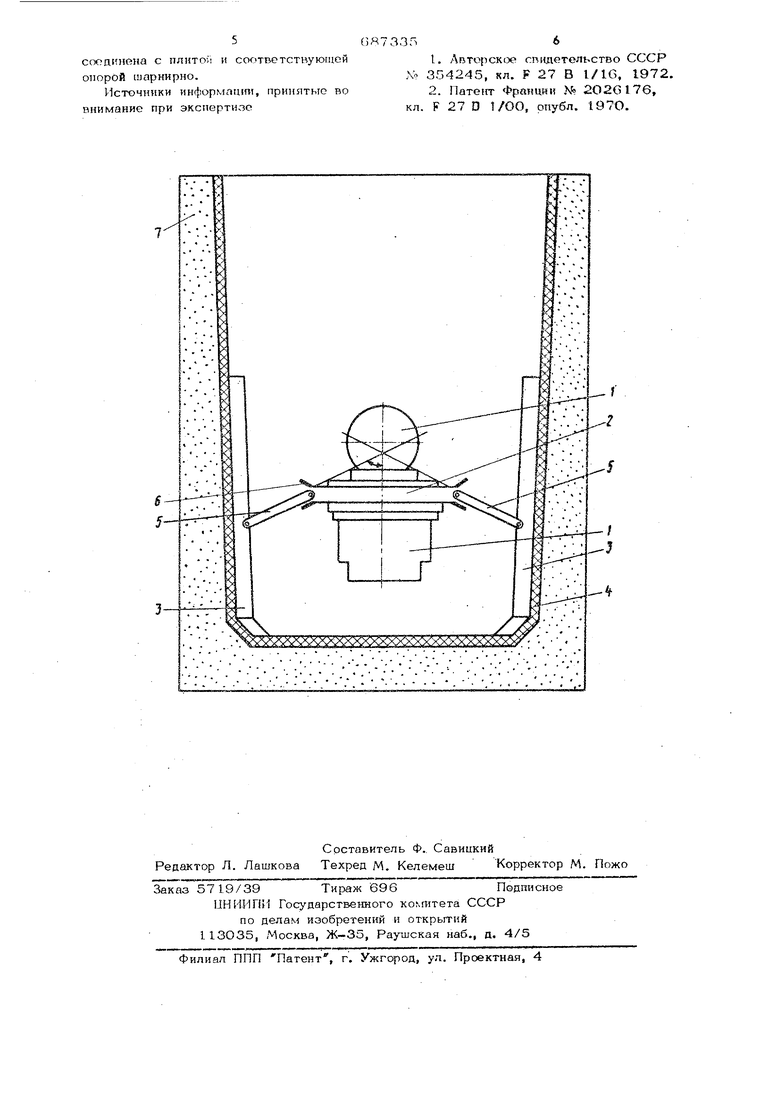
Изобретение относится к металдургической промышленности и может использоваться при изготовлении монолитных набивных футеровсж тепловых агрегатов, преимущетсвенно индукционных печей. Применение таких устройств возможно также в тепловых агрегатах других отраслей промышленности, предназначенных для производства высокотемпературных расплавов. Известны устройства для изготовления монолитных футеровок из набивных масс, имеющие виброустройство, скрепленное с плитой, к которой по окружности присоед нены вибрирукяцие стержни ,1. в таких устройствах расстояни между стержнями и рабочей поверхностью тигля ,в нижней его части в полтора-два раза больше, чем в верхней, вследствие конусности шаблона и тигля, что приводит к недостаточному уплотнению набивной массы в нижней части. Между тем нижняя часть тигля испытывает максимальные статические и температурные на грузки и имеет самый большой износ. Кроме того, такое устройствопредназначено для изготовления только стен и не может использоваться для изготбвления тигля 3 целом, включая подину. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для изготовления монолитной футеровки, содержащее вибраторы, жестко закрепленные на плите, и опоры, соединенные с плитой с помощью радиальных тяг. При этом тяги жестко закреплены на плите и представляют собой винтовые механизмы 2. Недостатком этого устройства является то, что непосредственно перед процессом уплотнения массы после установки устройства в шаблон необходимы затраты продолжительного рабочего времени, связанные с подготовительной работой, заключающейся в перемещении н равномерном закреплении опор с помощью винтового механизма. После окончания процесса плотнения . также требуются дополнитель- 36 ньге затраты рабочего времени, необхоцимьге для расслабления опор за счет пере- мешения их винтовым механизмом. В связи с этим эффективность использовани устройства резко снижается. При создании распорных усилий с помошью винтового механизма происходит деформация шаблона, что отрицательно сказывается на качетсве уплотнения и снижает стойкость футеровки. Кроме того, такое устройство может быть использовано для изготовления тиглей только строго цилиндрической формы. Между тем тигли, как правило, имеют форму усеченного конуса. Цель изобретения - сокращение времени на установку устройства в шаблон и извлечение его из шаблона. Это постигается тем, что каждая радиальная тяга соединена с плитой и соответствующей опорой шарнирно. Согласно изобретению радиальные элементы, шарнирно связьгаающие опоры с плитой, обеспечивают при установке уст ройства в шаблон его самоцентрирование и готовность к пуску без дополнительных внешних воздействий. Особенности конструктивной связи между радиальными элементами и опорам обеспечивают плотный контакт по всей длине опор с шаблоном, независимо от его конусности. Кроме того, создается возможность более эффективного использования устройства при наличии эллипсности, имеющей место в большинстве случаев. На чертеже изображено устройство дл изготовления монолитной футеровки, общий вид. Устройство имеет вибраторы 1, жестк закрепленные на плите 2, и опоры 3, слу жащие для передачи вибрации уплотняемо массы через шаблон 4. Радиальные тяги 5, расположенные по отношению к оси шаблона под углом «Л. менее 90 , шарни| но соединены одним когщом с опорами 3, а другим - так же шарнирно с плитой 2. Для ограничения вертикальных перемещений радиальных тяг 5 плита снабжена кронштейнами 6. Устройство работает следующим образом. В основание тигля засыпают набивную массу 7 в количестве, необходимом для образования после уплотнения подины соответствующей толщины. Далее устанавли вают и центрируют шаблон 4 и в пространство между шаблоном к индуктором 54 засыпают набнвяую массу до ворха шпблона. Устройство подхватывают краном и опускают в шаблон 4. При этом рядилль- ные тяги 5 опираются на кронштейны 6 И занимают крайнее нижнее положение, а опоры 3 благодаря тому, что центр их тяжести смешон в сторону основания тиг-- Ля, находятся в вертикальном положении. Устройство опускают до соприкосноветгая опор 3 с основанием шаблона. Ехпагопаря шарнирному соединению с радиальными тягами 5 опоры 3 принимают угол наклона, соответствукший углу наклона шаблона и самопроизвольно приходят в непосредственный с ним контакт. Используемые два вибратора I и плита 2 под действием собственного веса создают усилие, необходимое для обеспечения жесткости между опорами 3 и шаблоном 4. I. По мере оседания набивной массы между шаблоном и индуктором добавляют дополнительную порцию массы до первоначального уровня без выключения вибраторов 1. Уплотнение продолжают до полного прекращения усадки ее в объеме футеровки, затем отключают вибраторы 1 и сразу снимают устройство без какой-либо предварительной подготовки. При движении устройства вверх опооы 3 стремят ся занять вертикальное положение, обеспечивая тем самым свободный и беспрепятственный выход устройству из шаблона 4. Таким образом, устройство, представляет собой съемную малогабаритную установку, значительно более простую по конструкции, надежную в работе, не требующую каких бы то ни было подготовительных работ перед началом процесса уплотнения и после его завершения. Кроме того, устройство позволяет полностью механизировать процесс изготовления монолитной футеровки. Формула изобретения Устройство для изготовле1шя монолитной футеровки, содержащее вибраторы, жестко закрепленные на плите и опоры для передачи вибрации на шаблон, соединенные с плитой с помощью радиальных тяг, отличающееся тем, что, с целью сокращения времени на установку устройства в шаблон и извлечение его из шаблона, каждая радиальная тяга
сстедниена с nnnToii и соответствующей опорой шарнирно.
Источники ииформпшш, при}|ятьго во внимание при экспертизе
1.Авторское спидетельство СССР NO 354245, кл. F 27 В 1/16, 1972,
2.Патент Франции № 2O2G176, кл. F 27 D 1/ОО, опубл. 197О.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| Установка для уплотнения порошкообразных материалов в набивных футеровках | 1967 |
|
SU267652A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Устройство для футеровки металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU827263A1 |
| Устройство для изготовления набивныхдВуХСлОйНыХ ТиглЕй иНдуКциОННыХ плАВильНыХпЕчЕй | 1979 |
|
SU836477A1 |
| Способ изготовления набивной футеровки | 1978 |
|
SU698364A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Устройство для изготовления монолитной футеровки | 1975 |
|
SU672467A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ НАБИВНЫХ ТИГЛЕЙ ИНДУКЦИОННЫХ ПЕЧЕЙ | 1971 |
|
SU319829A1 |
