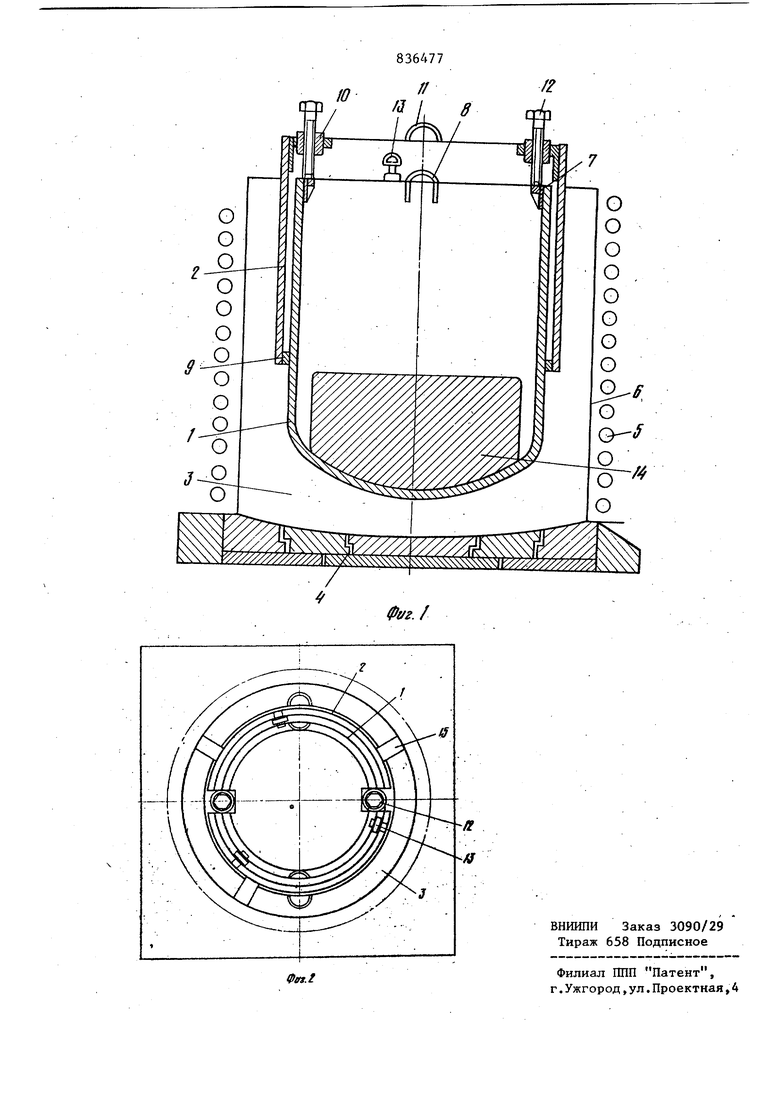
На фиг. 1 изображено предложенное устройство, продольный разрез; на фиг, 2 - то же устройство, вид сверху.
Устройство состоит из двух металлических шаблонов - основного 1- и дополнительного 2, Основной шаблон .расположен на предварительно набитом днище тигля 3, установленного на подине 4 печи, соосно с индуктором 5 и его изоляцией 6, Вверху он имеет два кронштейна 7 с плоскими площадками и две подвески 8. Дополнительный шаблон с внутренней стороны снабж.н внизу кольцевым бур- тиком 9, вверху кронштейном 10, а с наружной стороны - двумя подвесками 11. На кронштейнах 10 смонтированы винты-домкраты 12, служащие для регулирования уровня установки дополнительного шаблона относительно основного по высоте и подрыва дополнительного шаблона при извлечении .
Калиброванные пластины 13 с голо ками, установленные сверху в зазор между шаблонами 1 и 2, служат для обеспечения более точного центрирования шаблонов между собой. Для центрирования и крепления устройства в печи служат груз 14 и деревянные клинья 15,
Устройство работает следующим образом.
Основной металлический шаблон 1 устанавливают на набитое заранее на подине 4 печи дниш,е тигля 3, центрируют относительно индуктора 5 и жеско фиксируют в этом положении, например , с помощью клиньев 15 и груза 14, К основному шаблону прикрепляют вибратор. В зазор между изляцией индуктора и основным шаблоном засыпают сухую набивную футеровочную массу, включают вибратор,
По набивке стенок тигля до уровня 0,3-0,7 высоты основного шаблона выравнивают верх набивки и устанавлвают с помощью винтов-домкратов 12 дополнительный шаблон 2 с прикрепленным к нему вибратором, с помощью калиброванных пластин 13 центрируют и закрепляют дополнительный шаблон на основном шаблоне. После эго засыпают футеровочную смесь и
уплотняют ее до уровня воротника печи. Затем создают тонкую спеченную корочку футеровки в зоне дополнительного шаблона посредством индукционного нагрева, удаляют калиброванные пластины, подрывают дополнительный шаблон с помощью винтов-домкратов . извлекают дополнительньй шаблон посредством крана или тельфера.
Зазор, полученный после извлечения дополнительного шаблона, набивают более огнеупорный и химически инертной футеровочной массой. После этого выкладывают воротник и носок печи. Сушат и спекают тигель в соответствии с принятыми по технологии температурными режимами. При этом спекающая плавка, и обычно, проводится при более полном тигле и при несколько более высокой температуре металла
Формула изобретения
, Устро.йсТво для изготовления набивнь1х двухслойных тиглей индукционных плавильных печей, содержащее Ьсновной шаблон для формирования рабочей поверхности тигля и дополнительный шаблон, установленный концентрично с основным,, о т л и ч а ю щ е е с я тем, что, с целью повьш1ения надежности и снижения трудоемкости изготовления футеровки тигля, дополнительный шаблон установлен на уровне 0,3-0,7 высоты основного шаблона от его верхнего торца и выполнен с наружным диаметром, равным 1,05-1,09 наружного диаметра основного шаблона,
2, Устройство по п, 1, о т л и ч ающее с я тем, что, с целью фиксации в радиальном и осевом направлениях относительно основного ша,;блона, дополнительный шаблон снабжен внизу кольцевым буртиком, а вверху консольными кронштейнами с винтамидомкратами ,
Источники информации, принятые во-, внимание при экспертизе
1, Авторское свидетельство СССР № 431378, кл. F 27 В 14/10, 1970,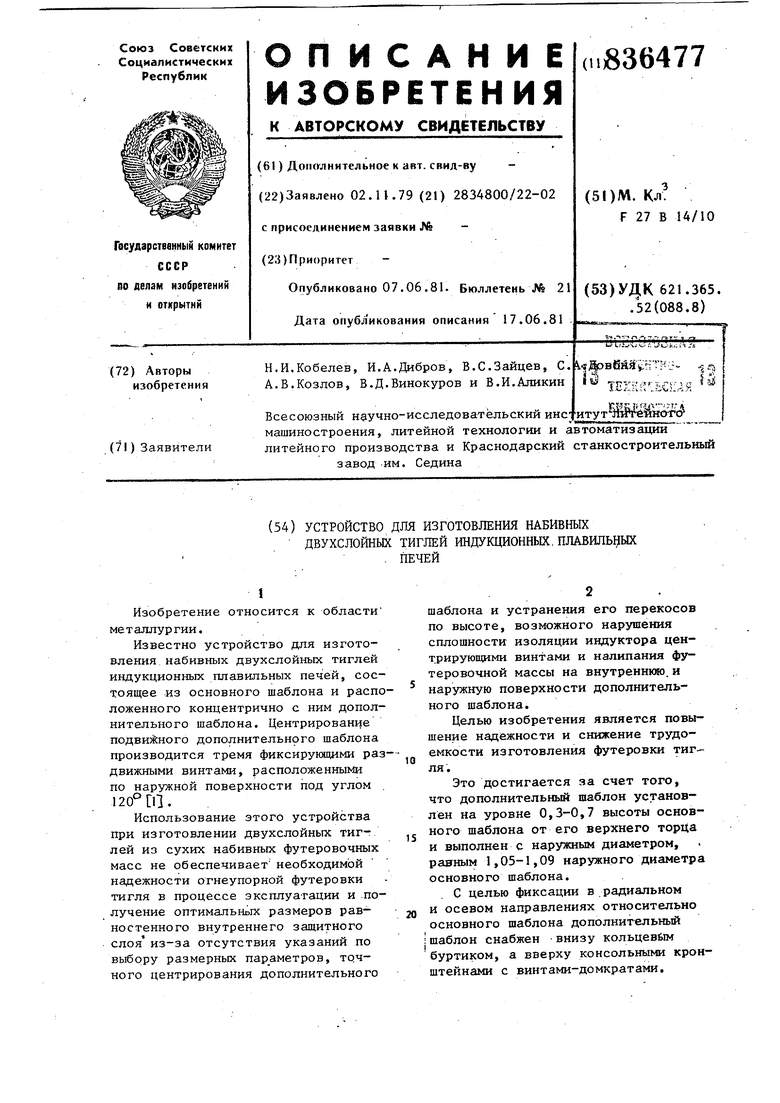
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2018 |
|
RU2693717C1 |
| Способ изготовления набивных тиглей индукционных печей | 1981 |
|
SU1015227A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1993 |
|
RU2089807C1 |
| Способ изготовления футеровки индукционных печей | 1972 |
|
SU578548A1 |
| Шаблон для изготовления набивных футеровок металлургических агрегатов | 1987 |
|
SU1507536A1 |
| Устройство для изготовления монолитной футеровки | 1977 |
|
SU687335A1 |
| Устройство для набивки футеровки | 1981 |
|
SU949317A1 |
| Способ изготовления набивной футеровки | 1978 |
|
SU698364A1 |
| Способ изготовления набивной футеровки индукционных тигельных печей | 1981 |
|
SU981803A1 |