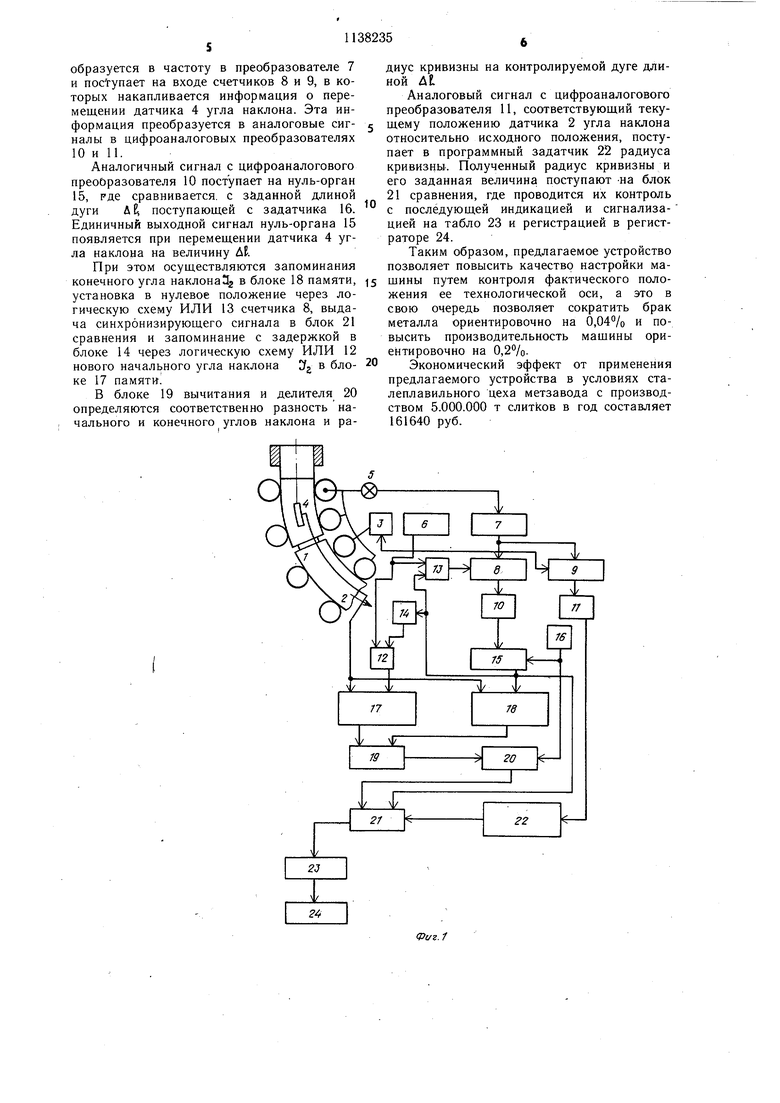
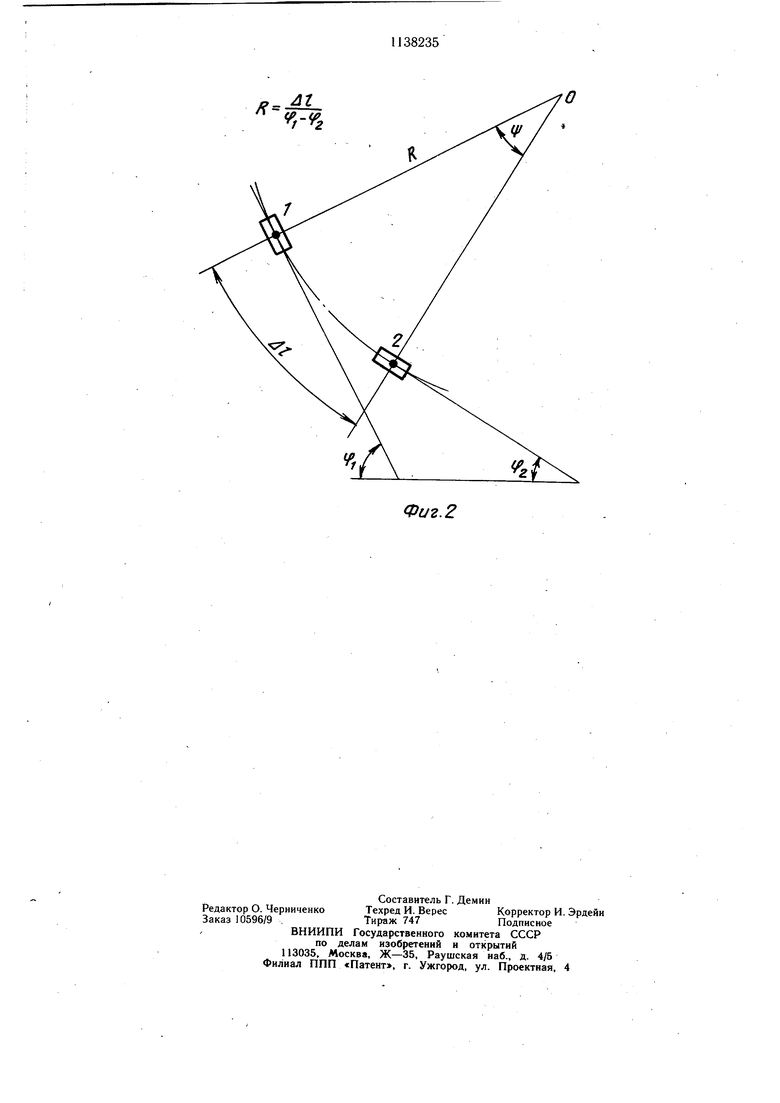
Изобретение относится к металлургии, а именно к непрерывной разливке металлов. Известно устройство для замера раствора направляющих элементов машины непрерывного литья металлов, включающее щарнирное тело в виде цепи, снабженное распорными надувными камерами в виде продольных рукавов, и датчики раствора. Одно из средних звеньев цепи выполнено длиной более щага роликов направляющих элементов и снабжено расположенными в промежутках между рукавами качающимися рычагами, на которых расположены датчики раствора. Устройство также снабжено по меньщей мере тремя дополнительными датчиками с каждой стороны щарнирного тела, установленными на его подвижных элементах и расположенными рядами по его оси с щагом, равным длине окружности ролика направляющих элементов, деленной на количество датчиков в ряду 1. Иедостатком этого устройства является то, что оно не позволяет определять смещение роликовых пар относительно технологической оси мащины. Положение роликовых пар относительно технологической оси мащины непрерывного литья в значительной степени определяет ее производительность. Смещение роликовых пар относительно технологической оси особенно в верхней части вь1зывает сильную деформацию затвердевающего слитка, а при больщих скоростях литья нередко приводит к прорывам металла, остановке машины и к выходу из строя оборудования. Известно также устройство для измерения расстояния между верхним и нижним рольгангами проводки УНРС, расположенное между протяволежащими рольгангами. Контактные поверхности измерительных приборов выполнены из эластичной ленты пружинной стали длиной, превышающей расстояние между осями трех соседних роликов рольганга, прижимаемой специальными устройствами к поверхности роликов. Устройство обеспечивает достаточно точное измерение расстояния между рольгангами также и в том случае, если ролики прртивостоящих рольгангов смещены относительно один другого 2. Недостатком данного устройства является то, что оно не позволяет определять относительные смещения смежных роликов противостоящих рольгангов. Наиболее близким к изобретению по технической сущности является устройство на основании способа настройки машины непрерывного литья заготовок, включающее разъемный металлический шаблон прямоугольного поперечного сечения, снабженный пружинами для поджатия его стенок к бочкам роликов и шарнирно соединенный с затравкой. Во внутренней части шаблона в горизонтальной плоскости установлены датчики угла наклона, которые позволяют определить угол, образованный касательной к технологической оси и вертикально для каждой пары роликов, характеризующий положение каждого ролика относительно оси машины непрерывного литья. Основной конструктивной характеристикой машины непрерывного литья заготовок является зависимость радиуса кривизны роликовой зоны вдоль ее технологической оси. Для машин непрерывного литья особенно важна настройка технологической оси верхней части роликовой зоны, которая характеризуется постоянством радиуса кривизны. Конструкция роликовых зон машин непрерывного литья заготовок выполнена, а использованием посекционного объединения роликов 3. Однако известное устройство не позволяет проконтролировать положение отдельных роликовых секций относительно технологической оси машины, а также стыковку смежных роликовых секций. Целью изобретения является повышение качества настройки машины путем более точной настройки технологической оси мащины. Поставленная цель достигается тем, что устройство контроля технологической оси машины непрервного литья заготовок, включающее разъемный металлический шаблон, шарнирно соединенный с затравкой и снабженный пружинами для поджатия его стенок к бочкам роликов с установленным в его внутренней части датчиком угла наклона, снабжено датчиком скорости вытягивания, ключом, преобразователем напряжения в частоту, двумя счетчиками, двумя цифроаналоговыми преобразователями, двумя логическими схемами ИЛИ, блоком задержки, нуль-органом, задатчиком длины дуги, двумя блоками памяти, блоком вычитания, делителем, блоком сравнения, программным задатчиком радиуса кривизны, таблом индикации и сигнализации и регистратором, причем выход ключа соединен с входом электропривода роликовой зоны, кроме этого, выход ключа соединен с первым входом первой логической схемы ИЛИ, выход которой соединен с вторым входом первого блока памяти, выход которого соединен с первым входом блока вычитания, выход которого соединен с первым входом делителя, выход которого соединен с первым входом блока сравнения, выход которого соединен с входом табло индикации и сигнализации, выход которого соединен с регистратором, кроме этого, выход ключа соединен с первым входом второй логической схемы ИЛИ, выход которой соединен с первым входом первого счетчика, выход которого соединен с входом первого цифроаналогового преобразователя, выход которого соединен с первым входом нуль-органа, выход которого соединен с вторым входом второго блока памяти, выход которого соединен с вторым входом блока вычитания, кроме этого, выход нуль-органа соединен с входом блока задержки, выход которого соединен с вторым входом первой логической схемы ИЛИ, кроме этого, выход нульоргана соединен с вторым входом второй логической схемы ИЛИ и вторым входом блока сравнения, кроме этого, вторые входы нуль-органа и делителя соединены с выходом задатчика длины дуги, кроме этого, выход ключа соединен с первым входом второго счетчика, выход которого соединен с входом второго цифроаналогового преобразователя, выход которого соединен с входом программного задатчика радиуса кривизны, выход которого соединен с третьим входом блока сравнения, кроме этого, датчик угла наклона соединен с первыми входами первого и второго блоков памяти, а датчик скорости вытягивания - с входом преобразователя напряжения в частоту, выход которого соединен с вторыми входами первого и второго счетчиков. Такое устройство контроля технологической оси машины непрерывного литья заготовок позволяет проконтролировать положение отдельных роликовых секций, их соединение одна с другой и положение участка разгиба слитка, что в конечном итоге приводит к повышению производительности машины и качества получаемых заготовок за счет снижения количества трещин, связанных с раздутием слитка. На фиг. 1 изображена функциональная блок-схема предлагаемого устройства; на фиг. 2 - геометрическая схема определения радиуса кривизны технологической оси машины. Устройство контроля технологической оси машины непрерывного литья заготовок состоит из разъемного металлического шаблона 1 прямоугольного поперечного сечения, снабженного пружинами для поджатия его стенок к бочкам роликов и шарнирно соединенного с затравкой 2, перемеш,аемой по роликовой зоне с помощью электроприводов 3 машины непрерывного литья. Во внутренней части шаблона в горизонтальной плоскости установлен датчик 4 угла наклона, который позволяет определить угол, образованный касательной к технологической оси и горизонтом для каждой роликовой пары, кроме этого, устройство снабжено датчиком 5 скорости вытягивания, ключом 6, преобразователем 7 напряжения в частоту, счетчиками 8 и 9, цифроаналоговыми преобразователями 10 и 11, логическими схемами ИЛИ 12 и 13, блоком 14 задержки, нуль-органом 15, задатчиком 16 длины дуги, блоками 17 и 18 памяти, блоком 19 вычитания, делителем 20, блоком 21 сравнения, программным задатчиком 22 радиуса кривизны, таблом 23 индикации и сигнализации и регистратором 24, причем выход ключа 6 соединен с входом электропривода 3 роликовой зоны, кроме этого, выход ключа 6 соединен с первым входом логической схемы ИЛИ 12, выход которой соединен с вторым входом блока 17 памяти, выход которого соединен с первым входом блока 19 вычитания, выход которого соединен с первым входом делителя 20, выход которого соединен с первым входом блока 21 сравнения, выход которого соединен с входом табло 23 индикации и сигнализации, выход которого соединен с регистратором 24, кроме этого, выход ключа 6 соединен с первым входом логической схемы ИЛИ 13, выход которой соединен с первым входом счетчика 8, выход которого соединен с входом цифроаналогового преобразователя 10, выход которого соединен с первым входом нуль-органа 15, выход которого соединен с вторым входом блока 18 памяти, выход которого соединен с вторым входом блока 19 вычитания, кроме этого, выход нульоргана 15 соединен с входом блока 14 задержки, выход которого соединен с вторым входом логической схемы ИЛИ 12, кроме этого, выход нуль-органа 15 соединен с вторым входом логической схемы ИЛИ 13 и вторым входом блока 21 сравнения, при этом вторые входы нуль-органа 15 и делителя 20 соединены с выходом задатчика 16 длины дуги, кроме этого, выход ключа 6 соединен с первым входом счетчика 9, выход которого соединен с входом цифроаналогового преобразователя 11, выход которого соединен с входом программного задатчика 22 радиуса кривизны, выход которого соединен с третьим входом блока 21 сравнения, кроме этого, датчик 4 угла наклона соединен с первыми входами блоков 17 и 18 памяти, а датчик 5 скорости вытягивания соединен с входом преобразователя 7 напряжения в частоту, выход которого соединен с вторыми входами счетчиков 8 и 9. Устройство работает следующим образом. Шаблон 1 вводится вместе с затравкой 2 в роликовую зону и устанавливается в исходное положение, накачиваются сжатым воздухом распорные надувные камеры затравки и высвобождаются пружины в шаблоЗапуск устройства осуществляется нажатием ключа 6, который выключает электропривод 3 мащины, осуществляет запоминание через логическую схему ИЛИ 12 начального угла наклона в блоке 17 памяти, устанавливает в нулевое положение через логическую схему ИЛИ 13 счетчик 8 ч счетчик 9. Шаблон 1 начинает движение по роликовой зоне со скоростью, определяемой датчиком 5, аналоговый сигнал которого преобразуется в частоту в преобразователе 7 и поступает на входе счетчикрв 8 и 9, в которых накапливается информация о перемещении датчика 4 угла наклона. Эта информация преобразуется в аналоговые сигналы в цифроаналоговых преобразователях 10 и 11.
Аналогичный сигнал с цифроаналогового преобразователя 10 поступает на нуль-орган 15, рде сравнивается, с заданной длиной дуги Л поступающей с задатчика 16. Единичный выходной сигнал нуль-органа 15 появляется при перемещении датчика 4 угла наклона на величину ДЕ.
При этом осуществляются запоминания конечного угла наклона в блоке 18 памяти, установка в нулевое положение через логическую схему ИЛИ 13 счетчика 8, выдача синхронизирующего сигнала в блок 21 сравнения и запоминание с задержкой в блоке 14 через логическую схему ИЛИ 12 нового начального угла наклона У в блоке 17 памяти.
В блоке 19 вычитания и делителя 20 определяются соответственно разность начального и конечного углов наклона и радиус кривизны на контролируемой дуге длиной &1
Аналоговый сигнал с цифроаналогового преобразователя 11, соответствующий текущему положению датчика 2 угла наклона относительно исходного положения, поступает в программный задатчик 22 радиуса кривизны. Полученный радиус кривизны и его заданная величина поступают -на блок 21 сравнения, где проводится их контроль с последующей индикацией и сигнализацией на табло 23 и регистрацией в регистраторе 24.
Таким образом, предлагаемое устройство позволяет повысить качество настройки мащины путем контроля фактического положения ее технологической оси, а это в свою очередь позволяет сократить брак металла ориентировочно на 0,04% и повысить производительность мащины ориентировочно на 0,2%.
Экономический эффект от применения предлагаемого устройства в условиях сталеплавильного цеха метзавода с производством 5.000.000 т слитКов в год составляет 161640 руб.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля настройки технологического оборудования машины непрерывного литья заготовок | 1987 |
|
SU1509171A1 |
| Устройство для управления перемещением изделия на роликовом конвейере | 1989 |
|
SU1720964A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство для управления скоростными режимами перемоточного станка | 1984 |
|
SU1236037A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ В РУЛОН | 2006 |
|
RU2329939C2 |
| Автоматическое устройство для определения массы металла в разливочном ковше установки непрерывной разливки металла | 1984 |
|
SU1168323A1 |
| Устройство управления паровоздушным молотом | 1983 |
|
SU1131584A1 |
| Измеритель относительного обжатия прокатываемой полосы | 1982 |
|
SU1042830A1 |
| Цифровой регулятор перемещения длинномерного материала в рабочую зону обрабатывающей машины | 1985 |
|
SU1274821A1 |
| Устройство для регулирования скорости лентопротяжного механизма | 1988 |
|
SU1501002A1 |
УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ОСИ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, включающее разъемный металлический шаблон, шарнирно соединенный-с затравкой и снабженный пружинами для поджатия его стенок к бочкам роликов с установленным в его внутренней части датчиком угла наклона, отличающееся тем, что, с целью повышения качества заготовок путем более точной настройки технологической оси машины, оно снабжено датчиком скорости вытягивания, ключом, преобразователем напряжения в частоту, двумя счетчиками, двумя цифроаналоговымипреобразователями, двумя логическими схемами ИЛИ, блоком задержки, нуль-органом, задатчиком длины дуги, двумя блоками памяти, блоком вычитания, делителем, блоком сравнения, программным задатчиком радиуса кривизны, таблом индикации и сигнализации и регистратором, причем выход ключа соединен с входом электропривода роликовой зоны, кроме этого, выход ключа соединен с первым входом первой логической схемы ИЛИ, выход которой соединен с вторым входом первого блока памяти, выход которого соединен с первым входом блока вычитания, выход которого соединен с первым входом делителя, выход которого соединен с первым входом блока сравнения, выход которого соединен с входом табло индикации и сигнализации, выход которого соединен с регистратором, кроме этого, выход ключа соединен с первым входом второй логической схемы ИЛИ, выход которой соединен с первым входом первого счетчика, выход которого соединен с входом первого цифроаналогового преобразователя, выход которого соединен с первым входом нуль-органа, выход которого соединен с Iw вторым входом второго блока . памяти, выход которого соединен с вторым входом блока вычитания, кроме этого, выход нульс органа соединен с входом блока задержки, выход которого соединен с вторым входом первой логической схемы ИЛИ, кроме этого, выход нуль-органа соединен с вторым входом второй логической схемы ИЛИ и вторым входом блока сравнения, кроме со этого, вторые входы нуль-органа и дели00 теля соединены с выходом задатчика длины to дуги, кроме этого, выход ключа соединен с первым входом второго счетчика, выход САд которого соединен с входом второго цифросд аналогового преобразователя, выход которого соединен с входом программного задатчика радиуса кривизны, выход которого соединен с третьим входом блока сравнения, кроме этого, датчик угла наклона соединен с первыми входами первого и второго блоков памяти, а датчик скорости вытягиванияс входом преобразователя напряжения в частоту, выход которого соединен с вторыми входами первого и второго счетчиков.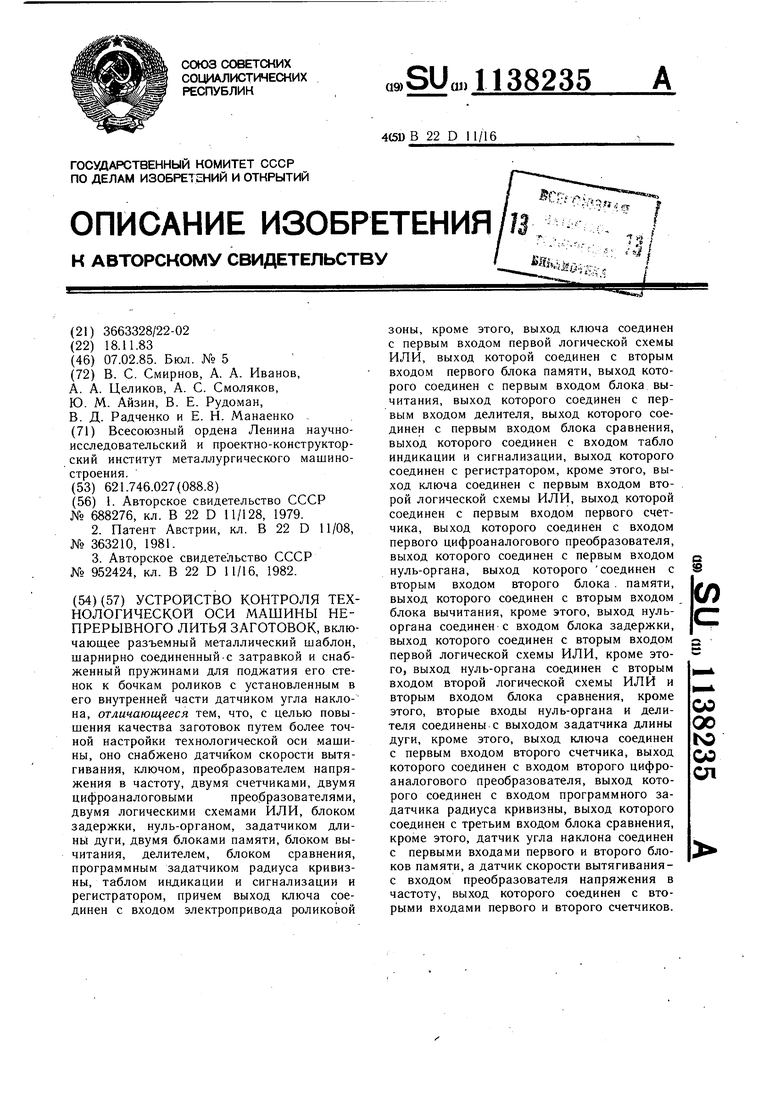
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для замера раствора направляющих элементов машин непрерывного литья металлов | 1977 |
|
SU688276A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
