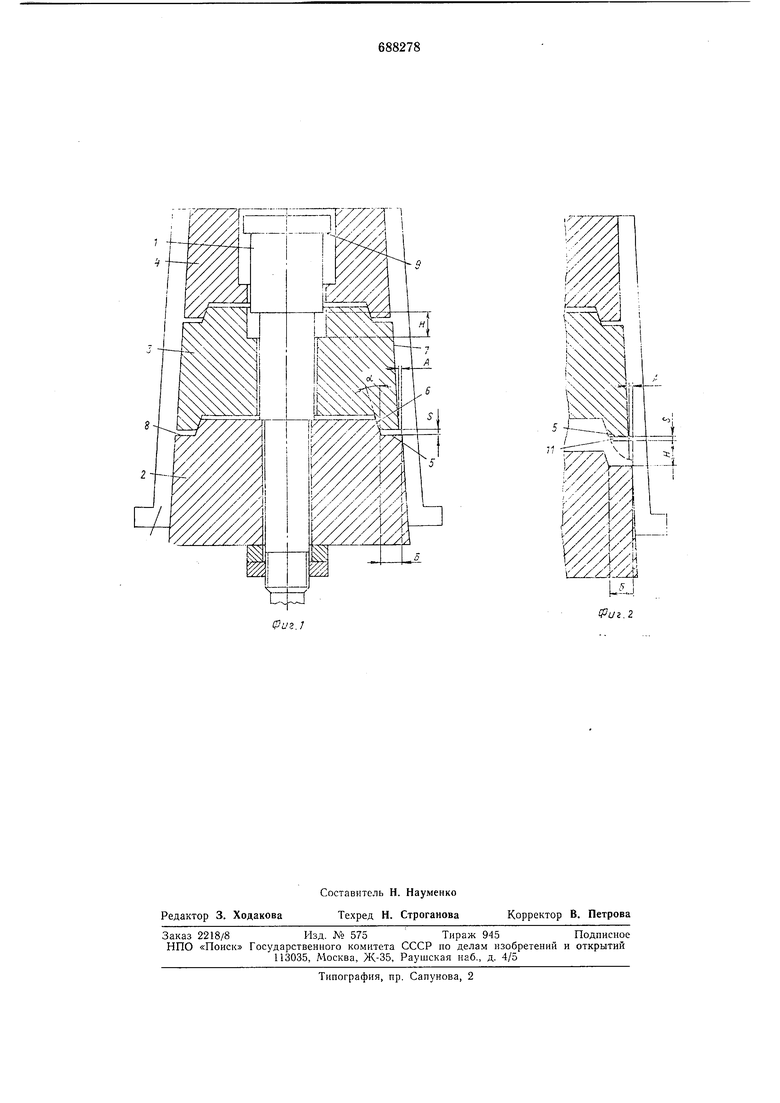
составной стержень в разрезе; на фиг. 2- стержень в конечном положении первой плиты.
Составной металлический стержень включает дифференциальную тягу 1 и разъемные плиты 2, 3, 4, смежные поверхности 5 которых выполнены с наклонными центрирующими замкнутыми участками 6 с углом паклона а, большим угла самоторможения. Смежные форлюобразующие поверхности 7 плпт образуют относительно друг друга ступепп 8 шириной А и установлены с зазором 5. Ширина А стунепей 8 выполпяется не менее зазора 5. Глубина зазоров участков Б, образованных смежными поверхностями 5 плит 2, 3, 4, выполнена не более максимально возможных расстояний И между плитами 2, 3 и 3, 4 в конечном положепии дифферепциальпой тяги 1. Дифферепциальная тяга 1 снабжена опорными поверхностями 9 для взаимодействия с соответствующими поверхностями плит 2, 3, 4. Плиты поджаты друг к другу пружиной (па чертеже не показана).
При извлечении стержня из отливки 10 к дифференциальной тяге 1 прикладывается усилие, которое через опорную поверхность 9 передается па плиту 2. При превышении усилий подрыва над силами трения между плитой 2 и отливкой 10 плита 2 начинает перемещаться и освобождаться от отливки. При дальнейшем движении дифференциальной тяги 1 выбирается зазор (расстояние) Н между последующей опорной поверхностью 9 дифферепциальпой тяги 1 и опорпой поверхностью плиты 3, и плита 3 начинает двигаться в сторону плиты 2. В случае появления облоя 11 (см. фиг. 2) между плитами 2 и 3 плита 3 при своем движении отгибает облой 11 в свободный промежуток шириной Н между плитами 2 и 3. В связи с тем, что высота облоя 11 меньше расстояния Н между плитами 2 и 3, а толщина облоя 11 меньше ширины А ступени 8, обеспечивается свободпое размещепие облоя 11 в зазоре Н между формообразующими поверхностями 7 плиты 3 и
внутренней поверхностью отливки. Аналогичным образом извлекаются и остальные плиты. С момента освобождения последней плиты из отливки происходит сборка стержня за счет энергии сжатия пружины. При сборке плиты центрируются по наклонным замкнутым участкам 6, обеспечивающим точность сборки.
Таким образом, наличие наклонных центрирующих замкнутых участков на смежных горизонтальных поверхностях плит, а также паличие ступеней между смежными формообразующими поверхностями плит позволяет повысить надежность работы стержня и улучшить условия его эксплуатации.
Формула изобретения
1. Металлический литейный стержень по авт. св. № 567545, отличающийся тем, что, с целью повышения надежности работы и улучшения условий эксплуатации стержня, смежпые горизонтальные новерхности плит выполнены с наклонными центрируюпд,ими замкнутыми участками, угол наклона которых больше угла самоторможения, а смежные формообразующие поверхности - с образованием ступеней друг
относительно друга, при этом между смежными горизоптальнымп поверхностями плит па участках, имеющих выход на формообразующие поверхпости, образован зазор.
2.Металлический литейный стержень по п. 1, отлпчающпйся тем, что глубина
зазора, образованного смежпыми горизонтальными поверхностями плпт, выходящиjMn па формообразующие поверхности, не больше максимально допустимых расстояНИИ между плитами.
3.Металлический литейный стержень по п. I, от л и ч а ю щ п и с я тем, что ширина ступеней между формообразующими поверхпостямп смежных плит не менее ширины зазора между этими плитами па горизоптальных участках, имеющих выход на формообразующую поверхпость.
ФигЛ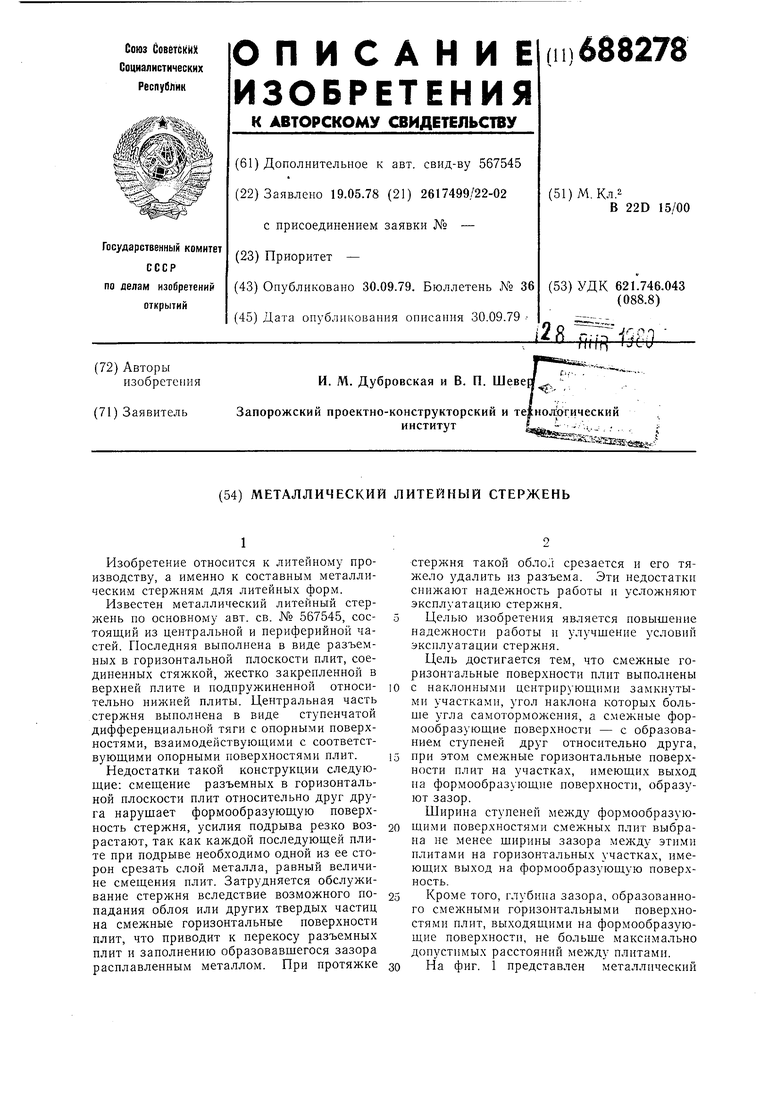
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль | 1980 |
|
SU935209A1 |
| КОКИЛЬ | 2015 |
|
RU2620231C2 |
| Стержень для оформления отверстий в отливках | 1986 |
|
SU1397165A1 |
| МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗРАЗЪЕМНОЙ ЛИТЕЙНОЙ ФОРМЫ | 2002 |
|
RU2234999C2 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| КОКИЛЬ | 1989 |
|
RU2007262C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1475767A1 |
| КОКИЛЬ | 1992 |
|
RU2025204C1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU772706A1 |
| Пресс-форма для литья под давлением | 1990 |
|
SU1748930A1 |