(54) ТОРЦОВЫЙ ШЛИФОВАЛЬНЫЙ КРУГ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1971 |
|
SU297487A1 |
| Торцовый шлифовальный инструмент для обработки плоских поверхностей | 1987 |
|
SU1570890A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Способ шлифования профильной поверхности детали | 1974 |
|
SU703311A1 |
| Способ шлифования винтовых поверхностей лопастей | 1990 |
|
SU1763152A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Дискретный инструмент для совмещенного шлифования | 2017 |
|
RU2664997C1 |
| Алмазный шлифовальный инструмент | 1983 |
|
SU1087321A1 |
| Шлифовальный круг | 1981 |
|
SU967788A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРУГОВЫХ ОТВЕРСТИЙ И ДЕТАЛЕЙ | 1992 |
|
RU2031761C1 |
Изобретение Относится к области производства алмазно-абразивного инструмента для торцовой обработки плоских и сферических поверхлостей деталей из стекла, кварца, керамики, корунда и других материалов, применяющихся в оптико-механической, радиотехнической, радиоэлектронной, приборостроительной и других областях промышленности. Известен абразивно-алмазный .инструмент 1, содержащий корпус, на котором установлены абразивные элементы, выполненные Б в.иде изогнутых лопастей с постоянной шириной, средняя линия каждого из абразивных элементов выполнена по кривой, размещенной относительно центра корпуса в соответствии с зависимостью. //„-/ - bR, / I -h - у - - 1 -t- arc cos , где R - текущая величина радиуса в полярной системе координат с полюсом в центре корпуса; а - текущая величина угла поворота радиуса; RO - величина радиуса, равная расстоянию от -центра .инструмента до начала средней )1,и абра3|Ивного элемента; b - ширина абразивного элемента; /о - ширина абразивного элемента г сечении, проходящем через начало средней лиНИн перпендикулярно к радиусу RO. Ио мере удаления от центра корпуса инструмента угол меладу касательной к средней линии каждого из абразивных элементов и направлением раднус-вектора увеличивается. Однако в известном инструменте распололсение абразивных элементов по кривьк -. характер которых установлен экспериментальным иди расчетным нутем, не является оптимальным для различных условий обработки, поскольку не обеспечиваются условия, гарантирующие их равномерный износ, что в случае обработки оптических детале; : является основным Моментом. Износостойкость таких инструментов низкая. Цель изобретения - повышение стойкости инструмента за счет более равномерного износа абразивных элементов. Для этого в нредлагаемом торцовом шлифовальном круге, содержащем корлус, на котором закреплены абразивные элементы, выполненные в виде .изогнутых лопастей с постоянной шириной, угол между касательной ж средней линии каждого из абразивных элементов и .направлением радиусэекто.р.а в каждой ее точке имеет постоянную величину, определяемую по формуле
а arcctgj 1- В
Г if
где а - угол между касательной к средней линии абразивного элемента и направлением радиус-вектора; п - число оборотов в минуту шпинделя круга; /С, В - численные коэффициенты, равные
159, Л О и 0,15 соответственно, а абразивные элементы при этом размещены относительно центра корпуса инструмента так, что средняя линия каждого -из них удовлетворяет уравнению:
г го/где г, (р - текущие координаты;
Го - начальное значение радиусвектора при ф 0; т - постоянный параметр, равный
ctga.
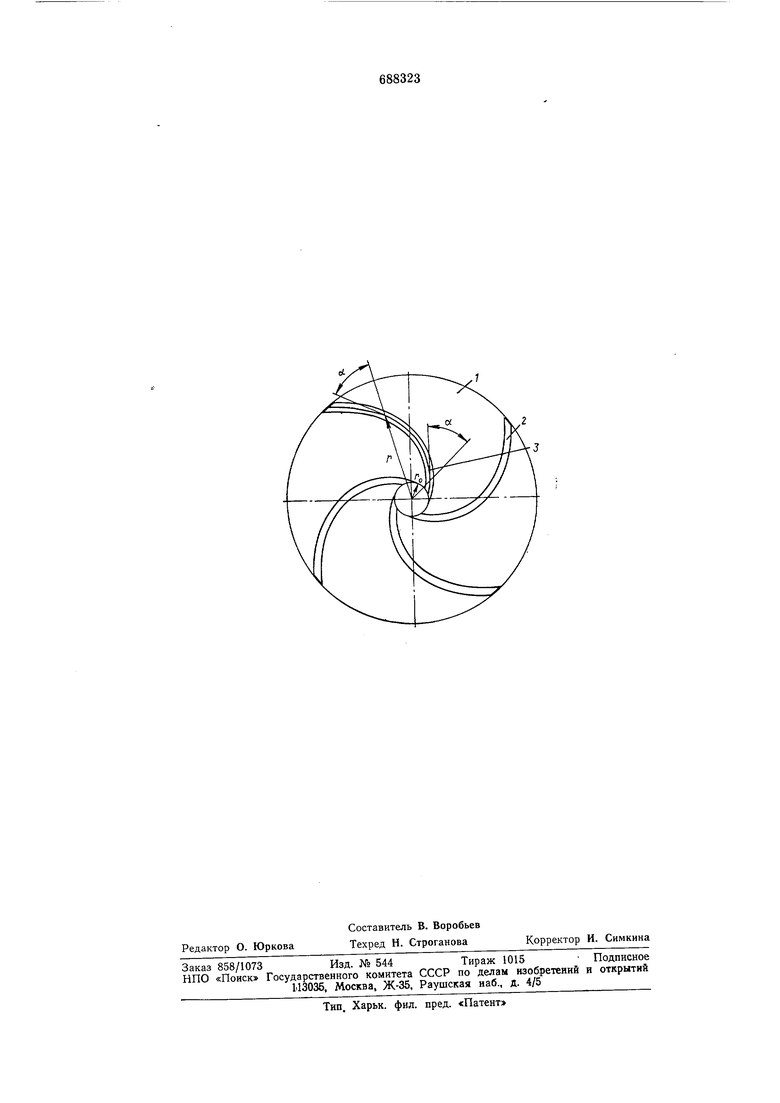
На чертеже представлен предлагаемый шлифовальный круг.
Он содержит корпус /, абразивные элементы 2, расположенные та.к, что угол а между касательной к средней линии 3 каждого ,из а бразивных элементов и направлением радиус-вектора в каждой ее точке имеет .постоянную величину.
Работает предлагаемый шлифовальный круг следующим образом.
Круг совершает принудительное вращательное движение. Обрабатываемая деталь прижимается к инструменту под действием пневматического прижима я совершает относительно его оаи вращения принудительное возвратно-поступательное движение. Вращение детали происходит в результате трения об алмазоносный слой инструмента. При тонкОМ шлифовании плоских поверхностей оптических деталей предлагаемым кругом и кругом, принятым в качестве
прототипа, установлено, что предлагаемый круг обеспечивает равномерность износа, повышает износостойкость, .а также исключает операцию периодической его )П.равки, на 15-20% уменьшает расход его абразивных элементов и повышает геометрическую точность обработанных деталей.
Формула изобретения
Торцовый шлифовальный .круг для обработки плоских и сферических поверхностей, содержащий корпус, на котором закреплены абразивные элементы, выполненные в
виде .изогнутых лопастей с постоянной шириной, отличающийся тем, что, с целью более равномерного износа абразивных элементов и повышения износостойкости инструмента, угол между касательной к
средней линии каждого из /абразивных элементов и направлением радиус-вектора з каждой ее точке имеет постоянную величину, определяемую по формуле
/ К
а arcctg + В
где а - угол касательной к средней линии абразивного элемента и направлением радиус-вектора; п - Ч(Исло оборотов в минуту шпинделя круга;
К., В - численные коэффициенты, равные 159, 10 и 0,15 соответственно,
а абразивные эменеты при этом размен ены относительно центра корпуса инструмента так, что средняя линия .каждого из Н(их удовлетворяет уравнению
г ro/
где г, ф - текущие координаты; Г(, - начальное значение радиусвектора при ф 0;
т - постоянный параметр, равный ctg а.
Источник информации, принятый во внимание при экспертизе изобретения:
СССР № 297487, кл. В 28 D 1/00, 1969.
