Изобретение относится к изготовлению алмазных инструментов.
Известен алмазный пшифовальный инструмент углового профиля, у которого угол профиля на корпусе на 5 5-8 .превьшает угол профиля на наружной поверхности алмазоносного слоя. Б/гагодаря неравномерной высоте алмазоносного слоя удается использовать его более полно ij .
Однако круги подобного конструктивноро выполнения требуют использования при изготовлении прессования алмазоносного слоя с двух сторон, что определяет высокую трудоемкость из- tS готовления инструмента.
Целью изобретения является снижение трудремкости изготовления инструмента путем обеспечения одностороннего прессования при изготов- 20 Ленин кругов углового профиля.
Поставленная цель достигается тем, что в алмазном шлифовальном инструтенте с корпусом , очерченным в поперечном сечении.выпуклой кривой, 5 С5№1метричной относительно среднего поперечного сечения, отношение стрелы прогиба (h) выпуклой кривой к ширине (Н) инструмента составляет 0,1-0,25, при этом где (о - угол 30 наклона касательной в любой точке кривой корпуса J, и угол при вершине КРУ га.
На чертеже изображен круг предлагаемой конструкции, разрез, где штрихо-3S вьми линиями показаны контуры, корпуса круга известной конструкции,
Круг состоит из корпуса 1, имеющего периферийную поверхность в виде плавной вьшуклой кривойJ алмазоносного 40 слоя 2 с участком 3 (а-в-с).
Принципиальной особенностью конструкции является возможность прессования ее с одной стороны,. При одностороннем прессовании уплотнение участ-45 |ка 3 ( С«- Ь- С )ограниченного кривой профиля корпуса и линией, проходящей через- вершину корпуса, происходит не за счет прямого сжатия пуансоном, а за счет движения порошка в попереч-50 ном направлении, поэтому с ростом ширины круга потери на трение внутри брикета возрастают и возможности хорошего уплотнения участка-3 снижаются
или требуется увеличение усилия npec-ss сования, величина которого регламентируется прочностью алмазов и др. факторани
Экспериментальные исследования показали, что при принятом для металлической связки удельном давлении
я
1-2,0 т/см круги, имеющие периферийную поверхность в виде выпуклой гладкой кривой, хорошо пропрессовываются при отношении И 6 0,15-0,25 для ширины 3-5 мм и 1 6 0,1-0,15 для ширины 6-20 мм.
При работе кругами формы А2П по сплошному материалу наиболее интенсивные нагрузки и соответственно износ наблюдается в центральной части круга, а периферийные участки изнашиваются менее интенсивно. Анализ и измерения большого количества вышедших из строя кругов показали, что профиль изношенного круга определяется гладкой симметричной выпуклой кривой. Поэтому с точки зрения полного использования алмазов наружную поверхность корпуса круга слег.ует выполнять максимально приближенной к форме изношенного круга.
При этом следует учитывать, что высота сшмазного слоя должна монотонно убывать от центра к периферии в соответствии с характером изменения интенсивности износа. Это требование налагает ограничение на крутизну кривой, описывающей форму повености периферийной части корпуса.
Эта кривизна должна быть такой, чтобы удовлетворялось неравенство
1 I rip соблюдении этого геометрического соотношения (взаимосвязь угла наклона касательной у в любой точке кривой корпуса и угла при вершине у круга) обеспечивается указанное требование к изменению высоты алмазоносного слоя. Другим необходимым условием, налагаемым на форму этой кривой является ограничение, задаваемое на отношение стрелы сегмента к ширине круга. Для кругов малой ширины (порядка 3-8) мм характерно сравнительно менее интенсивное убывание толщины алмазоносного слоя от середины к периферии, так как более узкие круги в процессе эксплуатации подвергаются достаточно интенсивному и более равномерному нагружению по всей ширине рабочего слоя и перепад нагрузок от центра к периферии относительно невелик.
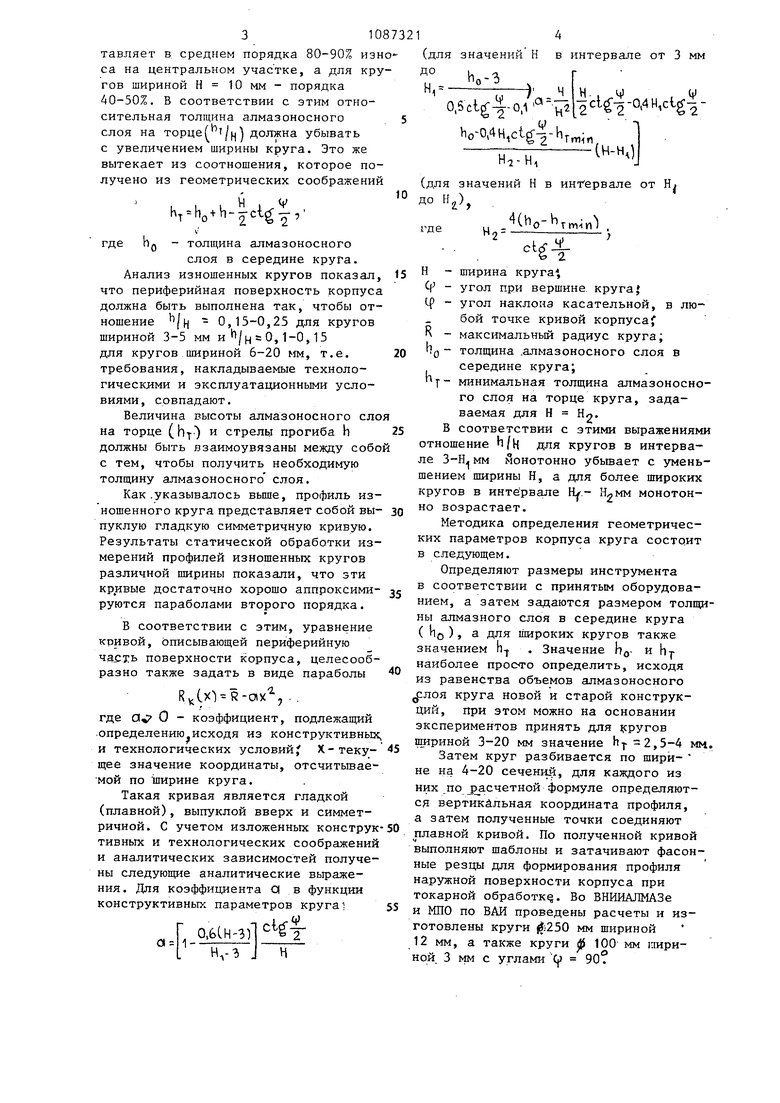
Как показал анализ изношенных кругов, износ на периферийных участках для кругов шириной Н 3 мм сое310тавляет в. среднем порядка 80-90% изн са на центральном участке, а для кру гов шириной Н 10 мм - порядка 40-50%. В соответствии с этим относительная толщина алмазоносного слоя на торцеf /n должна убывать с увеличением ширины круга. Это же вытекает из соотношения, которое получено из геометрических соображений ho+b-2;cl 2 где hg - толщина алмазоносного слоя в середине круга. Анализ изношенных кругов показал, что периферийная поверхность корпуса должна быть выполнена так, чтобы отношение 1 - 0,15-0,25 для кругов шириной 3-5 мм t 0,1-0,15 для кругов шириной 6-20 мм, т.е. требования, накладываемые технологическими и эксплуатационными условиями, совпадают. Величина высоты алмазоносного сло на торце () стрелы прогиба h должны быть взаимоувязаны между собо с тем, чтобы получить необходимую толщину алмазоносного слоя. Как .указывалось вьш1е, профиль изношенного круга представляет собой выпуклую гладкую симметричную кривую. Результаты статической обработки измерений профилей изношенных кругов различной ширины показали, что эти кривые достаточно хорошо аппроксимируются параболами второго порядка. В соответствии с этим, уравнение кривой, описывающей периферийную ча1;з:ь поверхности корпуса, целесообразно также задать в виде параболы RV CXI R-CTX, .. где а О - коэффициент, подлежащий определению исходя из конструктивных и технологических условийJ Х-текущее значение координаты, отсчитьювемой по 1пирине круга. Такая кривая является гладкой (плавной), выпуклой вверх и симметричной. С учетом изложенных конструк тивных и технологических соображений и аналитических зависимостей получены следующие аналитические выражения. Для коэффициента а в функции конструктивных параметров круга; О.ЬСНЭЛ Т (для значений Н в интервале от 3 мм ;% .,i « v4|cic|;o.4Hictg t л л 1 1 т I Ьо-0,4Н,,-„ Hi-H, (для значений Н в ингервале от Н до Н), (Ьо-Ьт,,п) ctcfширина круга, угол при вершине круга} угол наклона касательной, в любой точке кривой корпуса максимальный радиус круга; толщина .алмазоносного слоя в середине круга; минимальная толщина алмазоносного слоя на торце круга, задаваемая для Н Но. В соответствии с этими выражениями отношение h/Ц для кругов в интервале 3-Н мм Монотонно убьюает с уменьшением ширины Н, а для более широких кругов в интервале Н|.- Нлмм монотонно возрастает. Методика определения геометрических параметров корпуса круга состоит в следующем. Определяют размеры инструмента в соответствии с принятым оборудованием, а затем задаются размером толщины алмазного слоя в середине круга ( HO ), а для широких кругов также значением h-f . Значение ho- и hr наиболее просто определить, исходя из равенства объемов алмазоносного рлоя круга новой и старой конструкций, при этом можно на основании экспериментов принять для сругов шириной 3-20 мм значение h- 2,5-4 мм. Затем круг разбивается по ширине на 4-20 сечен ш, для каждого из них по расчетной формуле определяются вертикальная координата профиля, а затем полученные точки соединяют плавной кривой. По полученной кривой выполняют шаблоны и затачивают фасонные резцы для формирования профиля наружной поверхности корпуса при токарной обработку. Во ВНИИАЛМАЗе и МПС по ВАИ проведены расчеты и изготовлены круги :-250 мм шириной 12 мм, а также круги И 100 мм ютгриной 3 мм с углами (р 90f Размеры алмазоносного слоя были определены исходя из равенства объема этого слоя у нового круга и круга старой конструкции высота мазного слоя у которого постоянная и5 составляет 5 мм. При этом для круга и 250 мм параметры составили Ь|ц 0,1.17 мм, Ьо 7 MM, 3 мм, а для круга 100 мм Ь| 0,22, Ьт- 4 мм hn 5,8 мм. Круги прессовались на прессах с убилием 100 т.с при одновременной засьтке всей навески. После разравнивания прессование производилось с одной стороны с нижним. неподвижнь1м. пуансоном с усилием 1,5 т. с/см. Дальнейший техпроцесс изготовления кругов бьт типовым, Круги оснащгшись алмазами 250 ммАС6 63/50, а 100 мм - АСб 50/40 0 при концентрации 50. Связка кругов Mi. Для сравнения из той же партии алмазов изготовлялась партия кругов обьгчной конструкции, Обработка изделий из хрусталя кру гами предлагаемой и известной конструкций производилась на ДЗХ на станкак модели САГ-2М в автоматах Кутчер при частоте 11 2800 о5/мин. Установлено, что круги & 250 мм обеспечивают при полном износе алмазоносного слоя среднюю стойкость в 30 рабочих смен, в то время как круги известной конструкции обеспечивают среднюю стойкость 25 смен, т.е. на 17,5% меньшую. Стойкость кругов 100 мм при обработке стакане на автоматическом оборудовании повысилась с 29-30 смен до 35-36 смен, т.е. на 15%. При этом трудоемкость изготовления кругов соответственно снизилась на 23% и 14%. Предлагаемая конструкция ггозволя значительными меньшими затрата и реставрировать корпуса для повторного использования,,так как уменьшается объем удаляемого алмазоносного слоя электрохимическими методами.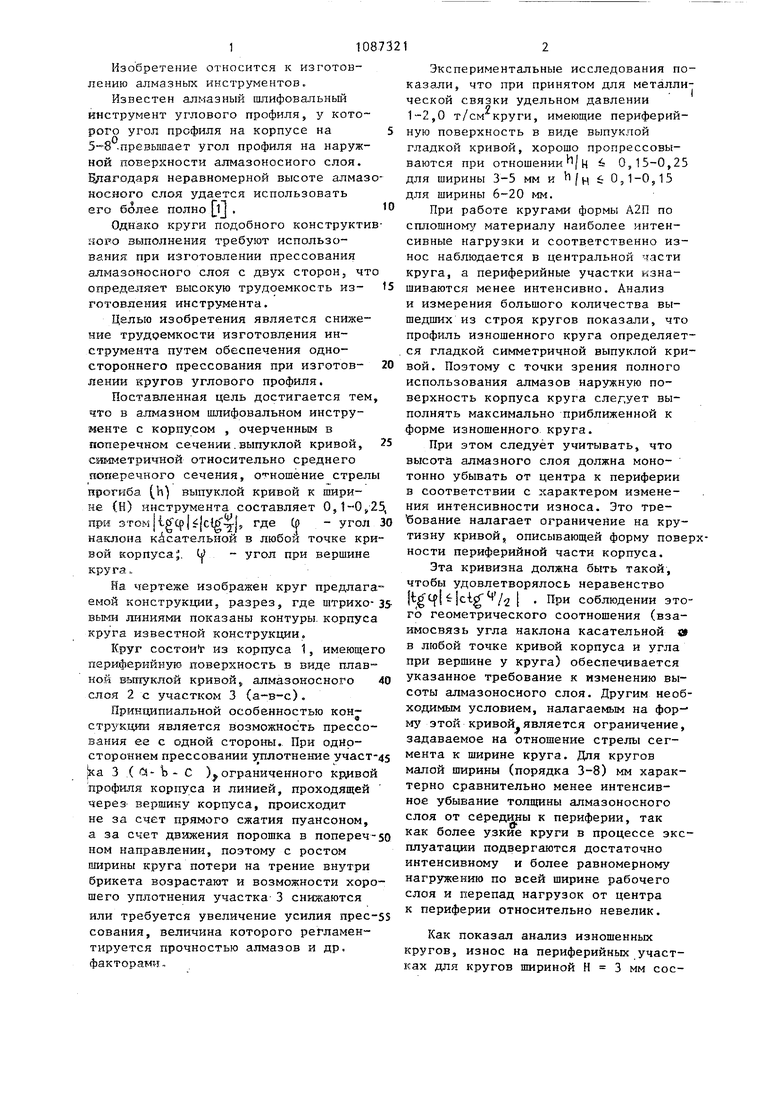
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный отрезной круг | 1990 |
|
SU1776550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| Алмазный фасонный круг | 1984 |
|
SU1266725A1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1313682A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| Алмазный фасонный прерывистый круг | 1980 |
|
SU952564A1 |
| Способ обработки камня | 1981 |
|
SU931390A1 |
АЛМАЗНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ, корпус которого очерчен по периферии выпуклой кривой, симметричной относительно среднего поперечного сечения, отличающийся тем, что, с целью снижения трудоемкости изготовления инструмента путем обеспечения одностороннего прессования при изготовлении кругов углового профиля, отношение стрелы прогиба выпуклой, кривой к ширине инструмента составляет 0,1-0,25, при этом jtgCf l jctg /2 , где Ц) - угол наклона касательной в любой точке кривой корпуса; ( - угол при вершине инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Синтетические алмазы, 1975, ° 6, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
