(54) СПОСОБ ШЛИФСВАИИЯ ПРОФИЛЬНОЙ nCBEPXFiOCTH
ДЕТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-шлифовальный станок | 1974 |
|
SU554139A1 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| Прерывистый абразивный инструмент | 1982 |
|
SU1155437A1 |
| Оптический профилешлифовальный станок | 1982 |
|
SU1057260A2 |
| СПОСОБ СКОЛЬЗЯЩЕГО ПРОФИЛЬНОГО ШЛИФОВАНИЯ | 2011 |
|
RU2479388C2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| Способ круглого шлифования с адаптивным управлением точностью формы поперечного сечения детали | 1978 |
|
SU770754A1 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
Изобретение относится к механичес- кой обработке изделий и может быть использовано при шлифовании сложньтх по- верхностей, имеющих кулачковый профиль
Известен способ шлифования профильной поверхности детали абразивным кругом, при котором деталь вращают с постоянной угловой скоростью, а центр детали перемещают по двум взаимно перпендикулярным направлениям, одно из которых, исходное, совпадает с линией,. соединяющей центры детали и круга и тоЧку контакта круга и детали i.
Целью изобретения .является уменьшение динамической погрешности и повышевне качества обработанной поверхности.
Указанная цель достигается тем, что центр детали постоянной удерживают на проведенной через текущую точку контакта круга и детали прямой, параллельной упомянутому исходному направлению.
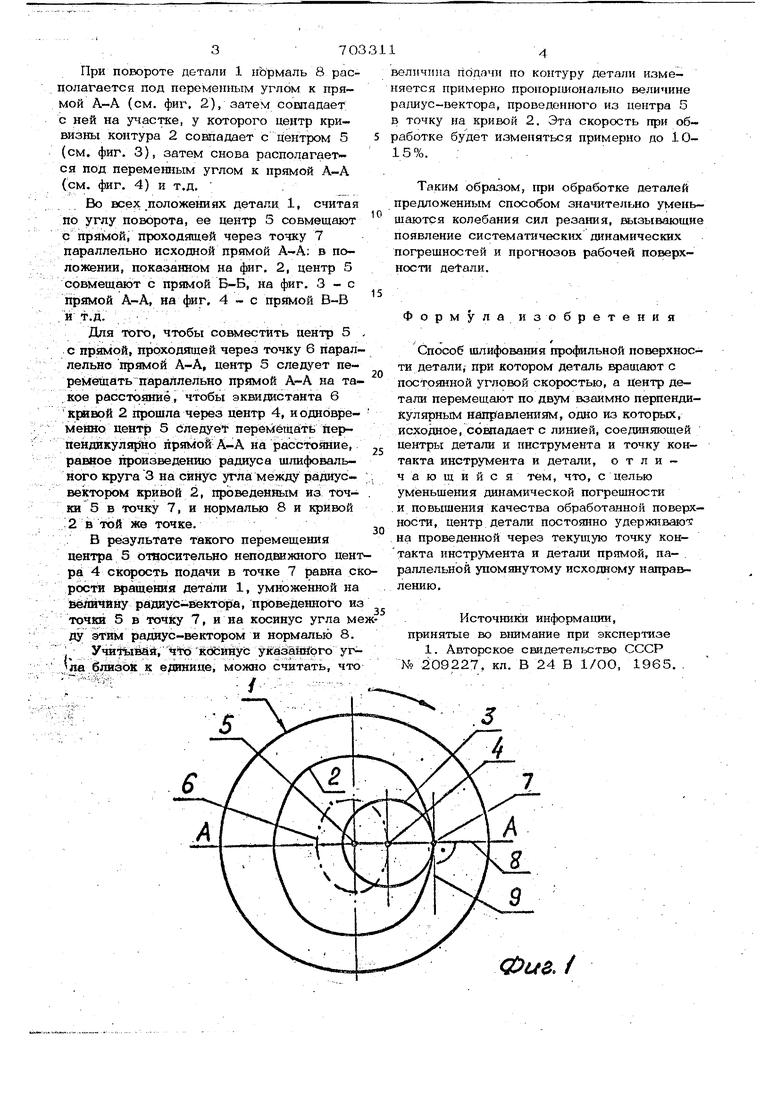
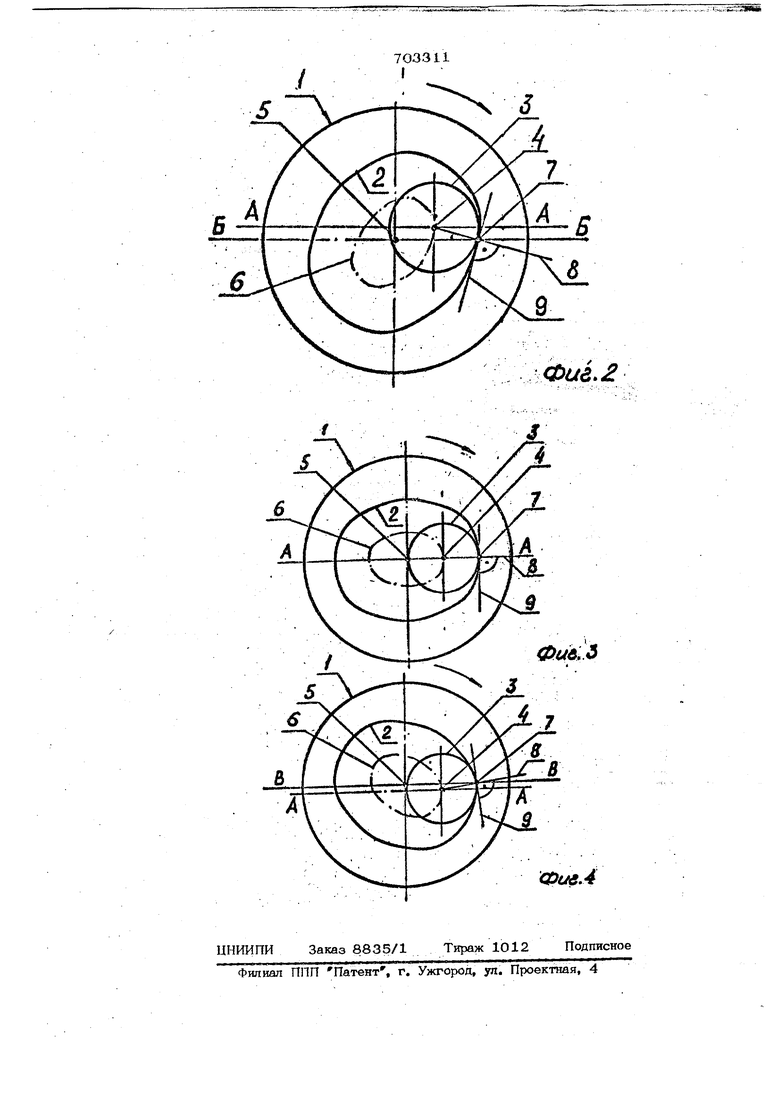
Па фиг. 1-4 показана последовательность onepauHii.
При обработкекулачковой детали 1, имеющей внутренний криволинейный контур 2 профиля, шлифовалышпЧ круг 3: вращают вокруг неподвижного центра 4, Обрабатываемую деталь 1 вращают по часовой стрелке с постоянной угловой скоростью вокруг подвижного центра 5, который перемещают относительно центра 4 так, что постоянно совмещают с центром 4 эквиднстанту 6 заданной кривой контура 2, расположенную от нее на рас. стошши, равном радиусу шлифовального
Круга.
В исходном положении (см. фиг. 1) в точке 7 контакта контура 2 профиля
S кулачковой детали 1 с профилем шлифовального круга 3 нормаль 8, перпендикулярная касательной .9 к кривой 2, проходит через центр 5, т.е. центры 4, 5 и точка 7 располагаются на одной прямой А-А. Во всех повторениях «отали 1 ш-носительно шлифовального кругл 3 нормаль 8 проходлт через центр 4 (см. фиг. 1-4). При повороте детали 1 нормаль 8 располагается под перемеппым углом к прямой А-А (см. фиг. 2), затем совпадает с ней на участке, у которого центр кри визны контура 2 совпадает с центром 5 (см. фиг. 3), затем снова располагается под переменным углом к прямой А-А (см. фиг. 4) и т.д. Во всех положениях детали 1, считая по углу поворота, ее центр 5 совмещают с прямой, проходящей через точку 7 параллельно исходной прямой А-А; в положении, показанном на фиг. 2, центр 5 совмещают с прямой Б-Б, на фиг. 3-е прямой А-А, на фиг. 4 - с прямой В-В .и- т.д. ;,;- ,. , ,. Для того, чтобы совместить центр 5 с прямой, проходящей через точку 6 параллельно прямой А-А, центр 5 следует перейещать параллельно прямой А-А на такое расстояние, чтобы эквидистанта 6 кривой 2 прошла через центр 4, иоднбвремейно центр 5 йледуёг перемещать iiepпендикуля|)йо прямой А-А на рассто гоие, равное произведению радиуса щлифовального круга 3 на синус угла между радиусвектором кривой 2, проведенным из точки 5 в точку 7, и нормалью 8 и кривой 2 в той же точке. В результате такого перемещения центра 5 относительно неподвижного цент ра 4 скорость подачи в точке 7 равна ск рости вращения дета1ли 1, умноженной на еёяичину радиус-вёктьра, проведенного из точки 5 в точку 7, и на косинус угла ме ду этим радиус-вектором и нормалью 8. Учиттдйая, чтоКсХзйнус укёзанйого угла ejriiaoK к единице, можно считать, что
Фие, / подачи по контуру детали измеяется примерно про1тор1щонально величине адаус-вектора, проведенного из центра 5 точку на кривой 2. Эта скорость при обаботке будет изменяться примерно до 105%. Таким образом, при обработке деталей предложенным способом значитель но уменьщаются колебания сил резания, вызывающие появление систематических динамических погрещностей и прогнозов рабочей поверхности дефали. Формулаиз обретения -.-.... . Способ шлифования профильной поверхности детали, при котором деталь вращают с постоянной угловой скоростью, а Центр детали перемещают по двум взаимно перпендикулярным напр(авлениям, одно из которых, исходное, совпадает с линией, соединяющей центры детали и инструмента и точку контакта инструмента и детали, отличающийся тем, что, с целью уменьщения динамической погрещности и повышения качества обработанной поверхности, центр детали постоянно удерживаютт на проведенной через текущую точку контакта инструмента и детали прямой, па- . раллельной упомянутому исходному направлению. Источник:и информации, принятые во В1шмание при экспертизе 1. Авторское свидетельство СССР № 209227, кл. В 24 В 1/ОО, 1965. .
