Фиг.1
Изобретение относится к обработке стро- ч, Jbix маприа юс и мо-кет быть исполь ) пя шлифования изделии -з мозаич- б г) и ,) покрыт t в строи1 т во
i е ib и ) е. пя повышение качества ч , ja с iC изменения длины ниши х .чч n iiai смв„ с. иии периферии инстру мепкд
На фиг изображен инструменг с сег ментом со сп юшке i режущей кро IK i, общи и вио. ча фиг 2 го же, с cei ментами ви ie пара i ютепипедов на фиг 3 - то же, L ei мои гам и к виде ци .индрических вста ок id фп 1 - то же, с cci ментами в виде и ьок прошво 1ыюй формы
j о и т шквальный инструмент 1Я / п чнкн п юскич поверхностей состоит г о II с п За1ф ч „км1ны на IIPM, и три ic i ipr u jp-ii i c,i ен г.а-и ч енгор 2 to и п он ре i 0 к п (фи П i ч пi ik, вкчю i и ..их i i v i ii ie к к, iv и в к пара i
U HI , Ob 3 (()ili -i И Ih Ц| фИЧССКЛХ
i i on i (ф sj ч i i чсгавок проитволонои . oe iflfc i b i каж i,oio
1 4( ilu 14 I ИГ )i ОПИС Ы
-ic ,иа i v ав
IPdPMr
i ,
ь
Jll I ) П )|1
II I v
is(-|i (ф I ;
i ания i1
f ) H t JclKp ll I
С J C 1 i ) t 1i Ji 1 Ill j I1 )T CI) I I 1ЦМ V ,f 4ciilt)v.
)i ia KOOII(e пне p) нчоп ь i uii BCI рЫ ИС ci Md lift о,ги напримс p ме
) i
( t v i- т заш.ои
i ii i i
l Ii 1 ( j К (JiP , I r
ip ii i4 ЫР i (,) ii pf veinr HCI
LviMCrll ; jj l Х.1МИ I I ) ЮЫЧНк
) ix i.ivpei Mior MO корпу( ,tf v ie i яя iMin/J проводе,пня о jBi vii пак) i раь их к i iiwKt v iiaiaia р. ме
: во (
Ч tO llOfJblUJ Hli ГОЧНОС I Ii ВЫ О ПК 1ЫЯ
i iur,i uiiia iciMOi 11,1 когоро о оснащаются
НИ iHh ри 1ССКЧ vU1 B( laBKaMH 4 (фИ 3),ОНИ
pat. по i i aiOTi я на пос iei iomeM сегменте (.о по коорхинаге / равным 1/т,
5
где / const - расстояние между любыми соседними вставками 4 сегмента, т - крат ность перекрытия вставок, выбираемая из чисел натурального ряда больших 1
Инструмент работает следующим образом
Соединяют его со шпинделем станка посредством шарнирной муфты, обеспечив о щей пеоедачу крутящего момента на инстру мет v возможность поворота относительно
0 гори юптальных осей Инструмент прижимают к обрабатываемой поверхности с постоя осевым усилием Наличие шарнирной М1фты и постоянного усилия прижима обеспечивав . новку инструмента относительно исходной обрабатываемой поверхности, которая может иметь значительную (ю 3 мм/м) неплоскостность
Инструменту придают вращение и подачу в горизонтальной плоскости При этом кольцеобразные участки плоской торцовой по0 верхности инструмента разрушают объемы материала прямо пропорциональные радиусам этих участков
Алмазные кольцеобразные участки инструмента работают со скоростями резания, прямо пропорциональными их радиусам При высокой производительности, которая имеет место в процессе шлифования мозаичных и бетонных покрытий, для участков с большим радиусом вследствие влияния скорости резания и ухудшения условий охлажQ Т.СНИЯ }ве шчивается удельный расход алма юв т с расход, приходящийся на единицу шейного объема материала С целью выравнивания износа кольцеобразных участков по Bbicoie, т е обеспечения равномерною ишосл рабочей поверхности и сохра нения ее плоскостности, необходимо увеличить птощадь этих участков в большей ге- пени, чем увеличивается разрушаемый обь ем Это кэсттается распо южением тов шлкфова 1ьного по указанной а висимослн результате чего про {сходит изменен,ч т.ины шнии резания в наиравле нии периферии инструмента
Суш юс Ь изменения линии резания i ин юрцового типа закпючается челе i юте
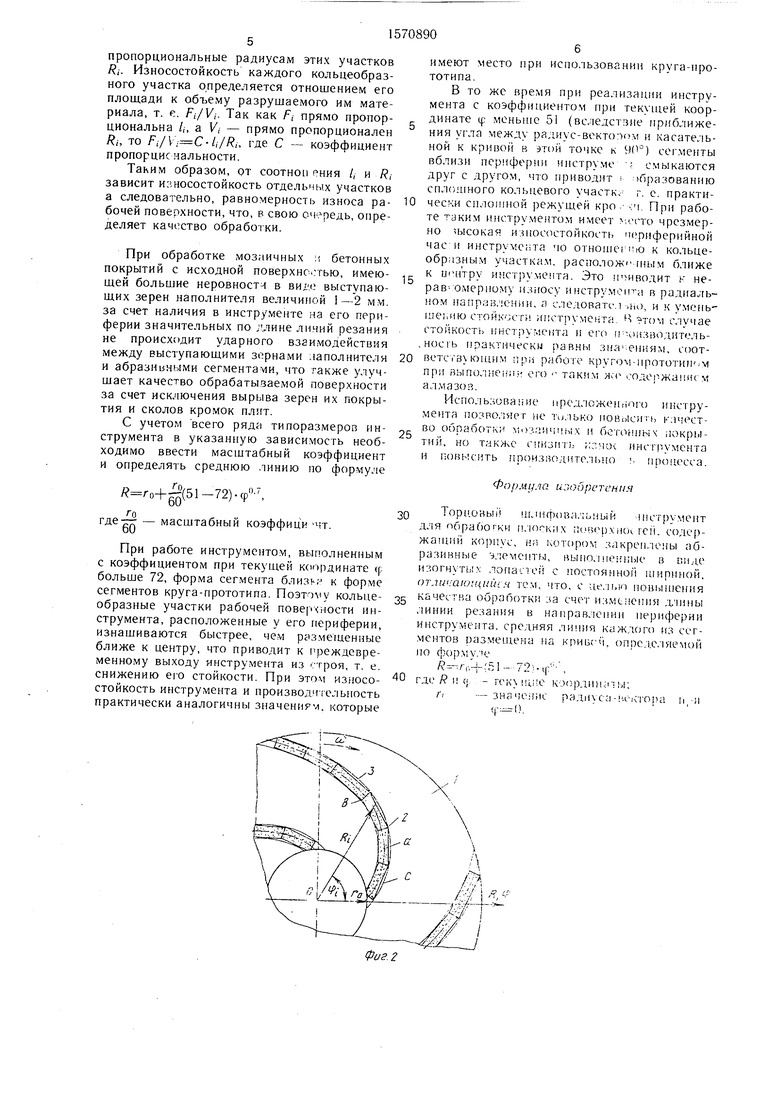
На рабочем поверхности инструмента выделим кольцеобразный часток ABCD (. радиусом средней окружности /, и шири ной R (фи 1) Площадь этого кольцеоб разною участка )пределяется F,,-n ГДР /, - длина дуги кольцеообразного участ ка в пределах одного сегмента, п - крли чество cei ментов в круге Очевидно что т,ля любого / го участка при постоянном А/ и п ею площадь будет прямо пропорциональна /, Эта величина /,, т е длина дуги кольцеоб разного участка в пределах одного сегмента,
5 и называется линией резания
Известно, что кольцеобразные участки плоской торцовой поверхности инструментов разрушают объемы V, материала, прямо
Ь
3
о
пропорциональные радиусам этих участков /,-. Износостойкость каждого кольцеобразного участка определяется отношением его площади к объему разрушаемого им материала, т. е. Fi/Vi. Так как F, прямо пропорциональна /,-, a Vi - прямо пропорционален Ri, то Fi/V.C-li/R,, где С - коэффициент пропорцис нальности.
Таким образом, от соотноп РНИЯ /, и /, зависит износостойкость отдельных участков а следовательно, равномерность износа рабочей поверхности, что, в свою очередь, определяет качество обработки.
При обработке мозаичных .1 бетонных покрытий с исходной поверхностью, имеющей большие неровност-i в виде выступающих зерен наполнителя величиной 1-2 мм. за счет наличия в инструменте на его периферии значительных по длине линий резания не происходит ударного взаимодействия между выступающими зернами лаполнителя и абразниными сегментами, что также улучшает качество обрабатываемой поверхности за счет исключения вырыва зерен их покрытия и сколов кромок плнт.
С учетом всего рядя типоразмеров инструмента в указанную зависимость необходимо ввести масштабный коэффициент и определять среднюю линию по формуле
(51-72). го
ф
чт.
где- - масштабный коэффици
При работе инструментом, выполненным с коэффициентом при текущей координате р больше 72, форма сегмента близи;-1 к форме сегментов круга-прототипа. Поэтому кольцеобразные участки рабочей поверхности инструмента, расположенные у его периферии, изнашиваются быстрее, чем размещенные ближе к центру, что приводит к преждевременному выходу инструмента из «-троя, т. е. снижению его стойкости. При этом износостойкость инструмента и производчтельность практически аналогичны значениям, которые
имеют место при использовании круга-прототипа.
В то же время при реализации инструмента с коэффициентом при текущей координате ср меньше 51 (вследствие приближения угла между радиус-вектором и касательной к кривой в этой точке к 90°) сегменты
; смыкаются бразованию г. е. практи- -.м При рабо- ,еето чрезмер- периферийной
Ч
вблизи периферии ннструме друг с другом, что приводит сплошного кольцевого участк, чески сплошной режущей кро те таким инструментом имеет но высокая износостойкость
5
0
5
0
0
час и HHCTpvMCiiTa чо отноше i K к кольцеобразным участкам, располож 1 гным ближе к центру инструмента. Это приводит к не- рав--омерному износу инструмента в радиальном направлении, а следовать-. ьо, и к уменьшению стойкости инструмента том случае стойкость инструмента и его и чшзяоднтель- , практически равны зна-енням, соответствующим при работе кругом-прототип -м при выполие :- его таким же содержание м алмазов.
Использование предложенного инструмента позволяет не только повысип, качество обработки мозаиччых и бетонных покрытий, но также снизгпь ;;г.чо инструмента и повысить производительно . процесса.
Формула изобретения
Торцовы шлифовальный тструмент для обработки плоских ;Н вер нск icii. содержащий корпус, ни котором закреплены абразивные элементы, выполненные в виде изогнутых лопастей с постоянной шириной, отличающийся тем, что, с целью повышения качества обработки за счет изменения длины линии резания в направлении периферии инструмента, средняя линия каждого из сегментов размещена на кривей, определяемой по форму..1
/ -W-t- 51- . где R и ( - гек щне координ;1ты;
/ -- значение .г,чтора я .Г-0.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| Способ упрочнения стальных деталей и устройство для его осуществления | 1989 |
|
SU1668119A1 |
| Способ изготовления уплотнительной прокладки из вспененного графита | 1988 |
|
SU1525384A1 |
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| Алмазный фасонный прерывистый круг | 1980 |
|
SU952564A1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1989 |
|
SU1685748A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Алмазный отрезной круг | 1990 |
|
SU1770135A1 |
| Способ изготовления кормовых брикетов и устройство для его осуществления | 1985 |
|
SU1449054A1 |

Изобретение относится к обработке строительных материалов. С целью повышения качества обработки за счет изменения длины линии резания в направлении периферии инструмента, алмазные сегменты размещены на торцовой поверхности таким образом, что средняя линия каждого из сегментов лежит на кривой, описываемой в полярной системе координат, уравнением P=Rо + (51 - 72)φ °Ъ7, где Rо - значение радиус-вектора при φ=0
P, φ - текущие координаты. 4 ил.
Фиг.З
| Торцевой шлифовальный круг | 1978 |
|
SU688323A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
