(54) СТАНОК ДЛЯ ОБРАБОТКИ ДЕКОРАТИВНЫХ ГРАНЕНЫХ ПОВЕРХНОСТЕЙ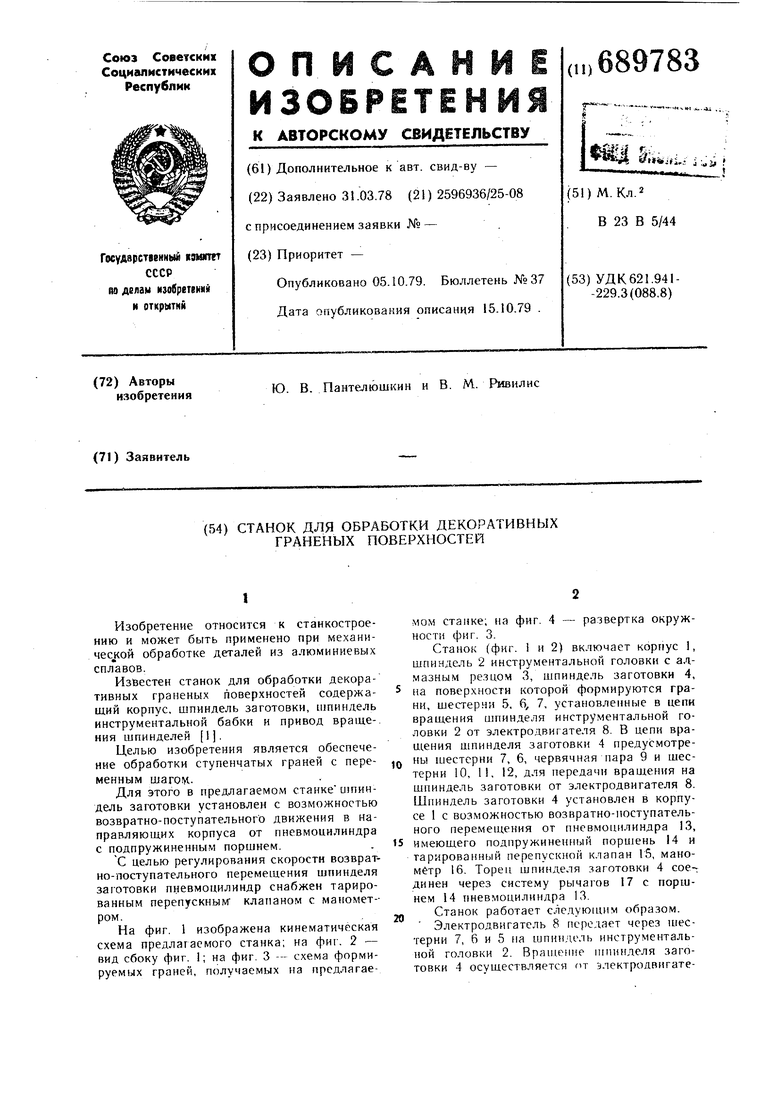
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Способ обработки граненых поверхностей | 1977 |
|
SU657930A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
Изобретение относится к станкостроению и может быть применено при механичес сой обработке деталей из алюминиевых сплавов.
Известен станок для обработки декоративных граненых поверхностей содержащий корпус, шпиндель заготовки, шпиндель инструментальной бабки и привод враще-. ния шпинделей 1 .
Целью изобретения является обеспечение обработки ступенчатых граней с переменным шагом.
Для этого в предлагаемом станке шпиндель заготовки установлен с возможностью возвратно-поступательного движения в направляюплих корпуса от пневмоцилиндра с подпружиненным поршнем.
С целью регулирования скорости возвратно-поступательного перемещения шпинделя заготовки пневмоцилиндр снабжен тарированным перепускным клапаном с манометром.
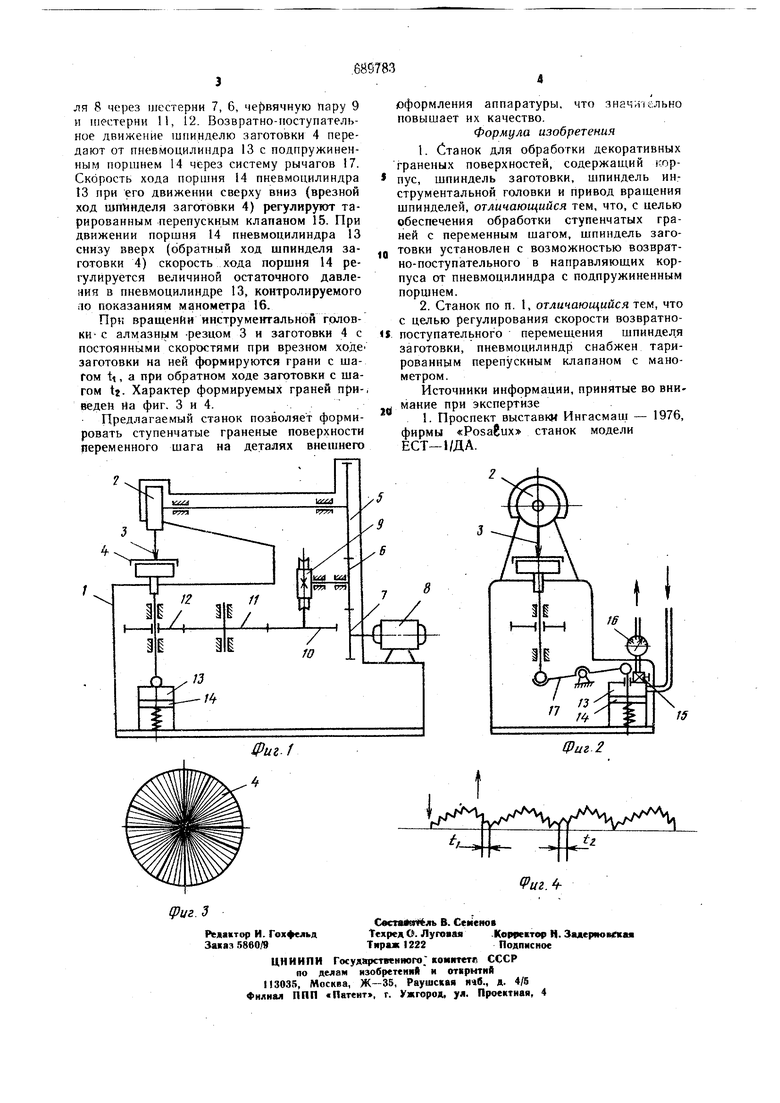
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - вид сбоку фиг. 1; на фиг. 3 -- схема формируемых граней, получаемых на предлагаемом станке; на фиг. 4 - развертка окружности фиг. 3.
Станок (фиг. 1 и 2) включает корпус 1, шпиндель 2 инструментальной головки с а,амазным резцом 3, шпиндель заготовки 4, на поверхности которой формируются грани, шестерни 5, 6, 7, установленные в цепи вращения шпинделя инструментальной головки 2 от электродвигателя 8. В цепи вращения шпинделя заготовки 4 предусмотрены шестерни 7, 6, червячная пара 9 и шестерни 10, 11, 12, для передачи вращения на шпиндель заготовки от электродвигателя 8. Шпиндель заготовки 4 установлен в корпусе 1 с возможностью возвратно-поступательного перемещения от пневмоцилиндра 13,
имеющего подпружиненньп1 поршень 14 и тарирова1 ный перепускной клапан 15, манометр 16. Торец шпинделя заготовки 4 соединен через систему рычагов 17 с поршнем 14 пневмоцилиндра 13.
Станок работает следующим образом. Электродвигатель 8 передает через шестерни 7, 6 и 5 на шпиндель инструментальной головки 2. Вращение шпинделя заготовки 4 осуществляется от электродвигате
