;I
Изобретение относится к области автоматики и может быть использовано в устройствах для программного управления металлорежущнлш станками.
Известно устройство для программного управления, содержащее последовательно соединенные блок ввода программы, блок разгона и торможения и блок интерполяций, делитель частоты и счетчик, подключенный блоку разгона и торможения 1.
( Недостатком этого устройства является отсутствие возможности компенсации колебания размеров : аготовки детали при Неизменной программе обработки, что приводит к разработке дополнительных программ, их новому внедрению в цеховых условиях, простою оборудования, а в конечном итоге к сниженюо производительности оборудования.
Наиболее близким по технической сущности к предложенному изобретению является устройство для программного управления, содержащее последовательно соединенные пульт управления, блок ввода программы, блок синхронизации, блок интерполяции и блок управления приводом
блок памяти, выход которого подключен через блок синхронизащш и блок задания скорости к первому входу блока разгона и торможения и второму входу блока интерполяции, а вход - ко второму выходу блока ввода Программы и вторым 11ходам блока задания скорости и блока интерполящш, второй выход которого через блок синхронизации подключи ко второму входу блока ввода программы и второму входу блока разгона и торможения, выход крторого соединен с третьим входом блока задания скорости 2.
Недостатком, известного устройства является его низкая точность.
Цель изобретения - повышение точности устройства.
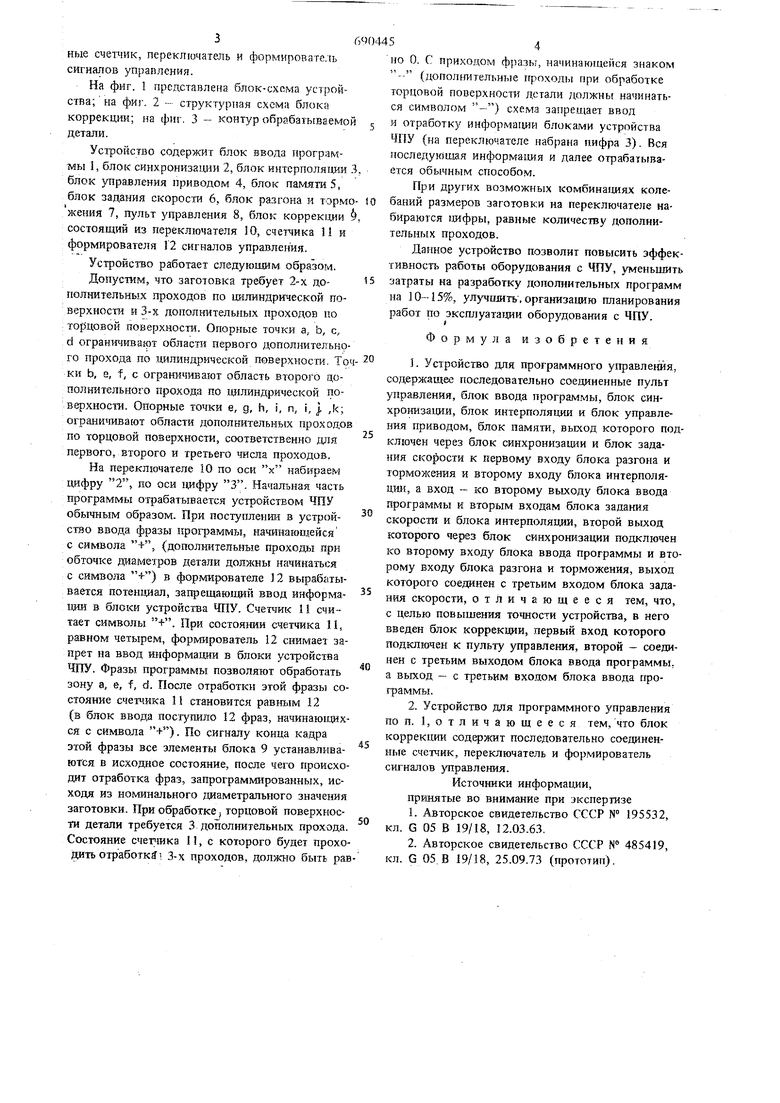
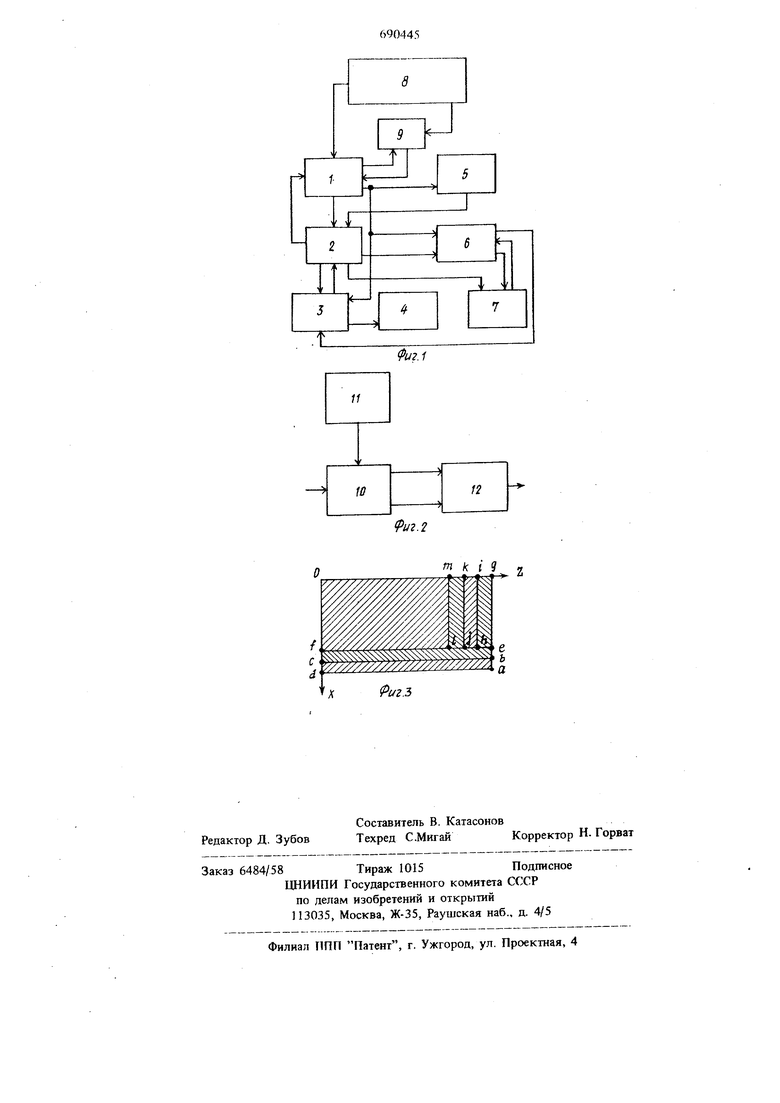
Поставленная цель достигается тем, что в устройство введен блок коррекции, первый вход которого подклнпен к пульту управления второй - соединен с третьим выходом блока ввода программы, а выход - с третьим входом блока ввода программы, а также тем, что блок коррекции содфжит последовательно соединенные счетчик, переключатель и формирователь сигналов управления. На фиг. 1 представлена блок-схема устройства; на фиг. 2 - структурная схема блока коррекции; на фиг. 3 - контур обрабатываемой детали. Устройство содержит блок ввода программы 1, блок синхронизации 2, блок иитерполя1даи 3 блок управления приводом 4, блок памяти 5, блок задания скорости 6, блок ра.згона и тормо жения 7, Пульт управления 8, блок коррекции У состоящий из переключателя 0, счетчика 11 и формирователя Г2 сигналов управления. Устройство работает следующим образом. Допустим, что заготовка требует 2-х дополнительных проходов по цилиндрической поверхности и 3-х дополнительных проходов по торцовой поверхности. Опорные точки а, Ь, с, d ограничивают области первого дополнительно; го прохода по цилиндрической поверхности. То,ч ки Ь, е, f, с ограничивают область второго дополнительного прохода по цилиндрической поверхности. Опорные точки е, д, h, i, n, i, j. ,k; ограничивают области дополнительных проходов по торцовой поверхности, соответственно для Первого, второго и третьего числа проходов. .На переключателе 10 по оси х набираем цифру 2, по оси цифру 3. Начальная часть программы отрабатьшается устройством ЧПУ обычньпл образом. При поступлении в устройство ввода фразы программы, начинающейся с символа1 Ч, (допопнительные проходы при обточке диаметров детали должны начинаться с символа +) в формирователе 12 вырабатывается потенциал, запрещающий ввод информации в блоки устройства ЧПУ. Счетчик 11 счи тает символы +. При состоянии счетчика II, равном четырем, формирователь 12 снимает запрет на ввод информации в блоки устройства ЩТУ. Фразы программы позволяют обработать зону а, е, f, d. После отработки этой фразы состояние счетчика 11 становится равным 12 (в блок ввода поступило 12 фраз, начинающихся с символа +). По сигналу конца кадра этой фразы все элементы блока 9 устанавливаются в исходное состояние, после чего происходит отработка фраз, запрограммированных, исх;ОДяи номинального диаметрального значения заготовки. При o6pa6oTKej торцовой поверхности детали требуется 3 дополнительных прохода Состояние счетчика 11, с которого будет прохо дить отработка. 3-х проходов, должно бьпь рав но 0. С приходом фразы, начинающейся знаком - (дополнительные гфоходы при обработке торцовой поверхности детали должны начинаться символом -) схема запрещает ввод и отработку информавди блоками устройства ЧПУ (на переключателе набрана цифра 3). Вся последующая информация и далее отрабатывается обычным способом. При других возможных комбинациях колебаний размеров заготовки на переключателе на- , бираются цифры, равные количеству дополнительнь1х проходов. Дагшое устройство позволит повысить эффективность работы оборудования с ЧПУ, уменьпшть затраты на разработку дополнительных программ на 10-15%, улучшить , организацию планирования работ по эксплуатации оборудования с ЧПУ. Формула изобретения 1.Устройство для программного управления, содержап ее последовательно соединенные пульт управления, блок ввода программы, блок синхронизации, блок интерполяции и блок управле шя приводом, блок памяти, выход которого подключен через блок синхронизации и блок зада шя скорости к первому входу блока разгона и торможения и второму входу блока интерполяции, а вход - ко второму выходу блока ввода программы и вторьпи входам блока задания скорости и блока интерполяции, второй вьрсод которого через блок синхро1шзации подключен ко второму входу блока ввода программы и второму входу блока разгона и торможения, выход которого соединен с третьим входом блока задания скорости, отличающееся тем, что, с целью цовыщевия точности устройства, в него введен блок коррекции, первый вход которого подключен к пульту управления, второй - соединен с третьим выходом блока ввода программы, а выход - с третьим входом блока ввода программы. 2.Устройство для программного управления по п. 1, о т л и ч а ю щ е е с я тем, что блок коррекции содфжит последовательно соединенные счетчик, переключатель и формирователь сигналов управления. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 195532, кл. G 05 В 19/18, 12.03.63. 2.Авторское свидетельство СССР № 485419, кл. G 05.В 19/18, 25.09.73 (прототип).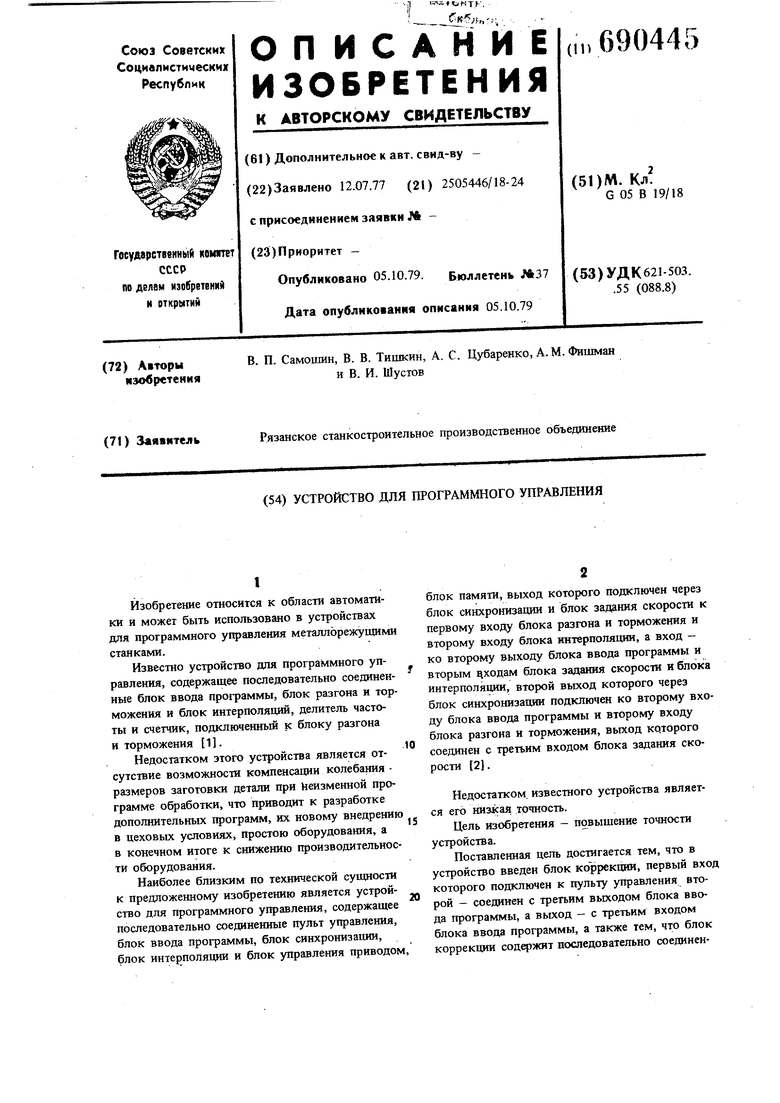
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для числового программного управления станками | 1975 |
|
SU732813A1 |
| Устройство для дробления стружки | 1982 |
|
SU1103199A1 |
| Устройство для контроля программ на координатографе | 1983 |
|
SU1149219A1 |
| Устройство для числового программного управления станками | 1985 |
|
SU1291928A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
l i 9 z
a
