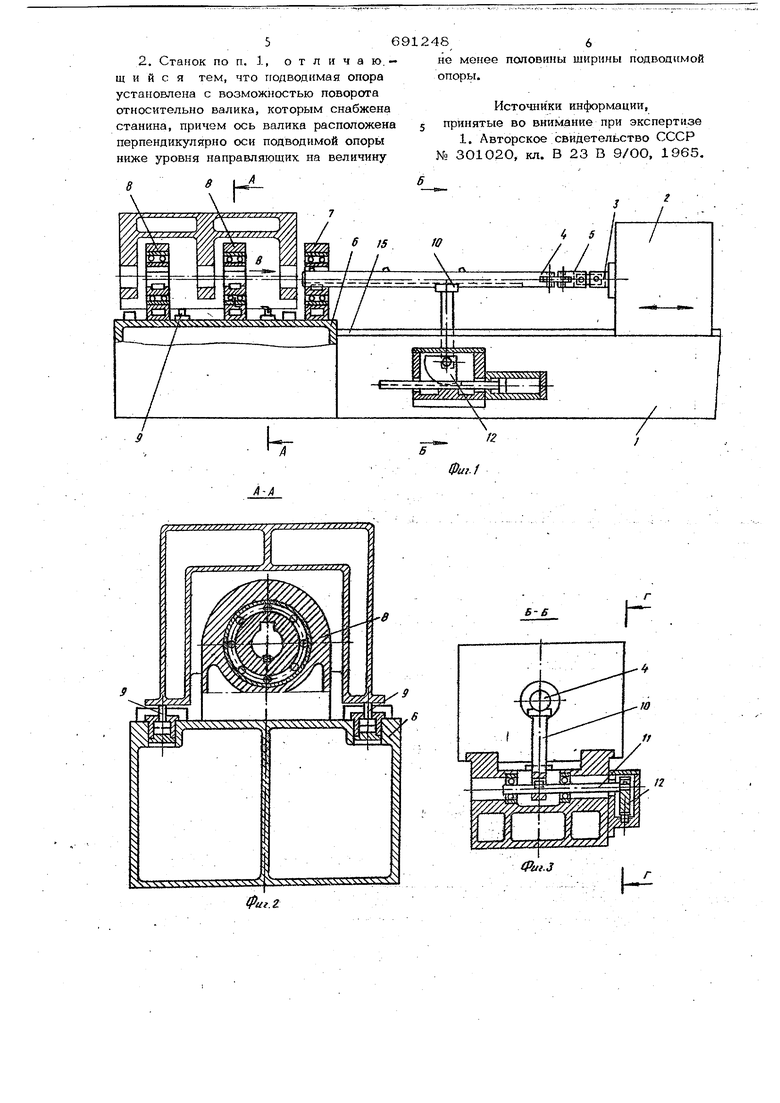
Изобретение предназначено для обработки отверстий в коренных опорах ков цилиндров двигателей внутреннего сгорания и может найти применение в дизелестроительной, автотракторной и в других отраслях промышленности, производящих дизели,,-внутреннего сгорания. Известны металлорежущие станки для обработки отверстий в коренных опорах блоков цилиндров двигателей внутреннего сгорания, содержащие станину, на направ ляющих которой с возможностью перемещения расположена несущая борштангу шпиндельная бабка, приспособление для установки и зажима обрабатываемой детали, входной и промежуточные люнеты 1. Известные металлорежущие станки не могут быть использованы для обработки крупных блоков дизелей, когда требуется борштанга больщой длины, а также для блоков дизелей, имеющих стенки,, не позволяющие вводить люнеты сбоку. Целью описываемого изобретения является обеспечение обработки крупногабаритных блоков двигателей длинными составными борщтангами. Для этого входной и промежуточные люнеты жестко закреплены в приспособлении для установки и зажима обрабатываемой детали, а станина содержит подводимую для поддержания борштанги во время установочных перемещений последней. Подводимая опора установлена с возможностью поворота относительно валика, которым снабжена станина, причем ось валика расположена перпендикулярно оси подводимой опоры ниже уровня направляющих на величину не менее половины ширины подводимой опоры. На фиг. 1 изображен металлорежущий станок (при смещенном подъемниками HCVделии), вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг.. 5 - разрез Г-Г на фи1 3. Металлорежущий станок для обработки отверстий в коренных опорах блоков цилиндров двигателей внутреннего сгорания содержит продольную станину 1, шпин дельную бабку 2 со шпинделем 3. Шпиндель 3 связан с борштангой 4 посредством компенсирующей муфты 5, обеспечивающей неразъемное, жесткое в осевом направлении соединение шпинделя и борштанги, которое компенсирует их возможную несоосность и перекос. Со стороны борштанги станина состыкована с приспособлением б для установки и зажима изделия, на котором неподвижно установлены входной люнет 7 н промежуточные люнеты 8, поддерживающие борштангу во время работы, В верхней части приспособления б встроены подъемники 9, например гидравлические, служащие для смещения изделия с целью обеспечения безрисочного ввода и вывода борштанги, В части станины 1 по оси борштанги размещена подводимая опора 10, поддерживающая борштангу 4 при отведенном положении шпиндельной бабки. Такая опора особенно необходима при наличии длинных, в том числе состав , ных, борштанг, так как при ее прогибе возникают напряжения, превышающие допустимые, а входной люнет быстро изнашивается перекоса его внутренней втулки. Подводимая опора 10 жестко связана посредством валика 11 с зубчатым сектором 12, поворачивающимся под действием рейки-штока 13, взаимодействующего с гидроцилиндром 14. Шпиндельная бабка 2 перемещается по направляющим 15 станины 1. Станок работает следующим образом. В исходном положении шпиндельная бабка 2 с борштангой 4 отведена назад и борштанга базируется во входном люне те 7 и на подводимой опоре 10. Борштан га с резцами и внутренние втулки люнет зафиксированы при этом в определенном угловом положении. Обрабатываемое изде лие устанавливается на подъемники 9 приспособления 6, при этом промежуточные люнеты 8 бходят в проемы изделия, а ось отверстий коренных опор занимает смещенное относительно оси борштанги положение, что обеспечивает безрисочный ввод борштанги в изделие. Шпиндельная бабка 2 подается вперед и борштанга 4 с резцами входит в пром жуточные люнеты 8. Когда половина дли ны борштайги войдет в люнеты 7 и 8, подводимая опора 10 автоматкчески опускает ся, так как в соответствующую полость цилиндра 14 подается масло, перемешающее рейку-миток 13, После полного ввода борштанги 4 в люнеты и установки ее в исходное рабочее положение, подъемники 9 опускают изделие на горизонтальные базовые опоры, Установленные на приспособлении б, Затем изделие с помощью гидроустройств подводится, к вертикальным базовым упоам и зажимается, при этом ось отверстий коренных опор изделия совмещается с осью борштанги. Включается вращение бррштанги и ее рабочая подача вдоль оси расточек. При этом сначала производится расточка отверстий коренных опор, а затем подрезка их торцов с помощью радиальных суппортов, размещенных в борштанге. После окончания,подрезки торцов резцы выводятся из изделия и борштанге 4 сообщается медленная скорость вращения. Она доворачивается и фиксируется в определенном угловом положении. Изделие посредством подъемников опять смещает- ся, и шпиндельная бабка 2 отводится. По мере отхода шпиндельной бабки 2 от изделия в борштанге 4 подводится опора 10, на которой борштанга базируется. Цикл обработки изделия на атом заканчивается. Формула изобретения 1. Металлорежущий станок для обработки отверстий в коренных опорах блоков цилинд{ ов двигателей внутреннего сгорания, содержащий станину, на направляющих которой с -возможностью перемещения расположена несущая борштангу шпиндельная бабка, приспособление для установки и зажима обрабатываемой детали, входной и промежуточные люнеты, отличающийся тем, что, с целью обеспечения обработки крупногабаритных блоков двигателей длинными составными борштангами, входной и промежуточные люнеты жестко закреплены в приспособлении для установки и зажима обрабатываемой детали, а станина содержит подводимую опору для поддержания борштанги во время установочных перемещений последней.
5 6912486
2. CrafiOK по п. 1, отличаю.-не менее половины ширины подводимой
щ и и с я тем, чго ггодводимая опораопоры, установлена с возможностью поворота
относительно валика, которым снабженаИсточники информации,
станина, причем ось валика расположена5 принятые во внимание при экспертизе
перпендикулярно оси подводимой опоры1. Авторское свидетельство СССР
ниже уровня направляющих на величину№ ЗО1020, кл. В 23 В 9/ОО, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| Металлорежущий станок | 1985 |
|
SU1333475A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| Расточной станок | 1981 |
|
SU997996A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |

k
12
Фиг.г
В-В
,
,(Pui.3
М
