Изобретение относится к области металлообработки, в частности к расточным станкам для обработки отверстий в коренных опорах блоков цилиндров двигателей внутреннего сгорания.
Известен металлорежущий станок для обработки отверстий в опорах блоков цилиндров двигателей внутреннего сгорания, содержащий станину, на направляющих которой с возможностью перемещения расположена несущая борщтангу щпиндельная бабка, приспособление для установки и зажима обрабатываемой детали, люнеты, жестко закрепленные в указанном приспособлении, причем станина содержит подводимую опору для поддержания борштанги во время установочных перемещений последней 1 .
Недостатком известного станка является то, что в процессе работы борщтанга опирается в данном случае на три опоры, а при расточке больщего числа отверстий число опор возрастает. При этом возрастает и погрещность в форме и расположение обрабатываемых отверстий. Кроме того, наличие нескольких резцов усложняет их установку под один размер, что .отрицательно сказывается на точности обработки отверстий. При этом возникает необходимость дальнейщего их прищабривания.
Целью изобретения является повыщение точности обработки.
Указанная цель достигается тем, что в металлорежущем станке для обработки отверстий в коренных опорах блоков цилиндров двигателей внутреннего сгорания, содержащем станину, на направляющих которой с возможностью перемещения расположена щпиндельная бабка, в корпусе которой установлен щпиндель, предназначенный для передачи вращения борщтанге, приспособления для установки и зажима обрабатываемой детали и люнеты, щпиндельная бабка снабжена размещенным между борщтангой и щпинделем и соединенным с ними промежуточным валом и составной гильзой, одна часть которой, предназначенная для размещения в ней борщтанги, выбрана длиной 21, определяемой зависимостью
где L -длина гильзы борщтанги; -расстояние между люнетами.
а другая часть для размещения промежуточного вала жестко соединена с корпусом щпиндельной бабки и выполнена с меньщим наружным диаметром, чем первая часть.
На чертеже изображен металлорежущий станок, общий вид.
Металлорежущий станок соде.ржит станину 1, на направляющих 2 которой установлена щпиндельная бабка 3 со щпинделем 4, который связан с борщтангой 5 через промежуточный вал 6 посредством муфт 7. На корпусе 8 щпиндельной бабки 3 жестко закреплена составная гильза, выполненная из двух жестко соединенных между собой частей 9 и 10, в которых соответственно размещелы промежуточный вал 6 и борщтанга 5, причем последняя установлена на подшипниках II и содержит резец 12, жестко закрепленный в радиальном пазу торца борщтанги. На станине по оси щпиндел5ч размещены входной 13 и промежуточные 14 люнеты. Перемещение щпиндельной бабки 3 по направляющим 2 осуществляется гидроцилиндром 15.
Станок работает следующим образом.
Обрабатываемая деталь 16 устанавливается в приспособлении 17, базируется и закрепляется. Борщтанга 5 вместе с частью 10 составной гильзы базируются во входном люнете 13 и центрируются. Шпиндельная бабка 3 приводит во вращение борштангу 5 и посредством гидроцилиндра 15 осуществляют движение подачи. При этом положении обрабатывают отверстие в крайней стенке. Затем останавливают борщтангу с резцом в ориентированном положении и помещают ее в следующий люнет, выводя из крайнего люнета, т. е. борщтангу устанавливают опять в двух люнетах, далее производят обработку следующего отверстия.
Цикл повторяется до окончания обработки последнего отверстия.
Такая конструкция станка позволяет повысить точность обработки за счет того, что часть составной гильзы, в которой расположена борщтанга, контактирует только с двумя люнетами, и погрещность установки остальных люнетов не влияет на точность. Кроме того, обработка ведется одним резцом, что исключает погрещность установки нескольких резцов, в результате чего отпадает необходимость доводки отверстий после их расточки.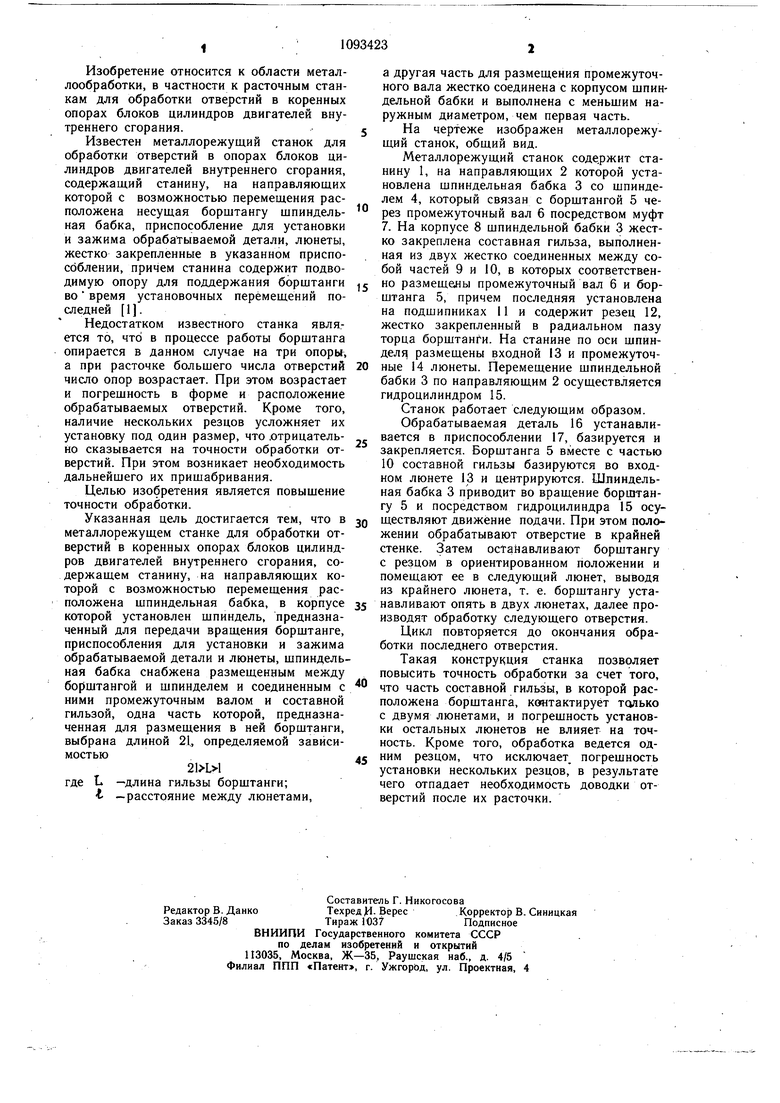
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1977 |
|
SU691248A1 |
| Металлорежущий станок | 1985 |
|
SU1333475A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| РАСТОЧНОЙ СТАНОКвсесоюзнАЯ ШШПО-7Ш1Р1Ш^!|4ИБГ5ИОТШ.\ | 1972 |
|
SU343779A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Станок для расточки коренных подшипников и корпусных (базисных) деталей автомобилей и тракторов при ремонте | 1954 |
|
SU101079A1 |
/V1ETAЛЛOPEЖУЩИЙ СТАНОК для обработки отверстий в коренных опорах блоков цилиндров двигателей внутреннего сгорания, содержащий станину, на направляющих которой с возможностью перемещения расположена шпиндельная бабка, в корпусе которой установлен шпиндель. предназначенный для передачи вращения борщтанге, приспособление для установки и зажима обрабатываемой детали и люнеты, отличающийся тем, что, с целью повышения точности обработки, щпиндельная бабка снабжена размещенным между борштангой и щпинделем и соединенным с ними промежуточным валом и составной гильзой, одна часть которой, предназначенная для размещения в ней борщтанги, выбрана длинной 21, определяемой зависимостью где L -длина гильзы борщтанги; i -расстояние между люнетами, а другая часть для размещения промежуточного вала жестко соединена с корпусом шпиндельной бабки и имеет меньщий наружный диаметр, чем первая часть. (Л со оо N кэ СА:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок | 1977 |
|
SU691248A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
