1
Изобретение относится к области станкостроения и может быть испо.льзованр для многосторонней обработки различного типа деталей.
Известны многопозиционнные станки, включающие привод подачи режущих инструментов и поворотно-зажимные устройства 1.
Характерным недостатком известных станков является сложность их кинематической схемьт и соответственно конструкции.
Целью настоящего изобретения является упрощение конструкции многопозиционного станка.
Для этого многопозиционный станок снабжен подпружиненными толкателями, связанными с приводом подачи режущих инструментов, а каждое из поворотно-зажимных устройств выполнено в виде вала, несущего диск с отверстиямии расположенного соосно с валом зубчатого колеса с пальцами, входящими в отверстия диска, причем зубчатое колесо посредством рейки связано с толкателями.
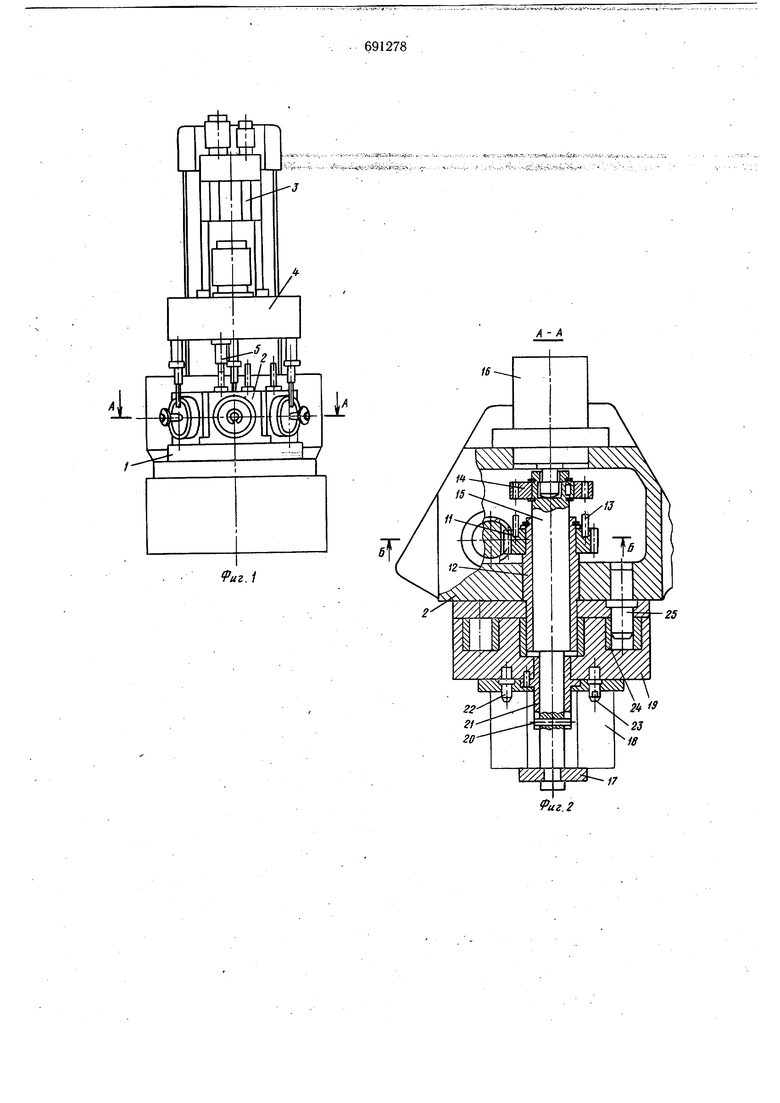
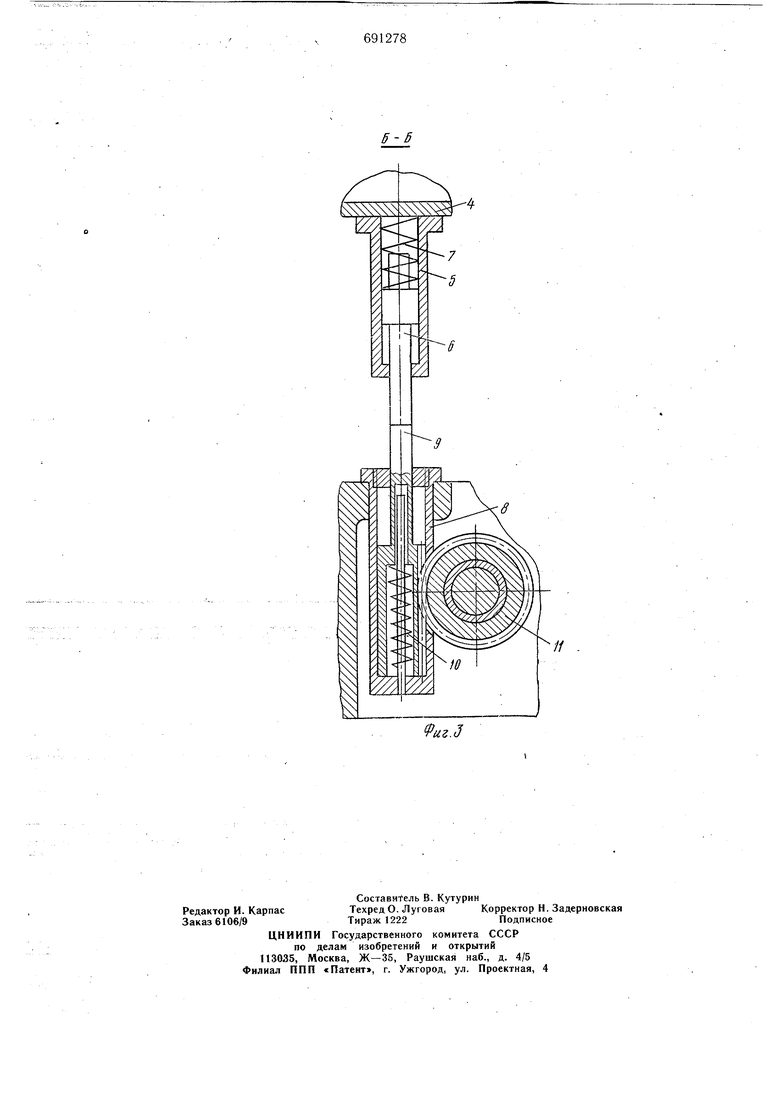
На фиг. 1 показан общий вид станка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Станок содержит поворотное многоиозиционное приспособление 1, на котором расположены поворотно-зажимные устройства 2, привод подачи режущих инструментов, например силовой стол 3, с которым связана щпиндельная коробка 4, несущая толкатели 5, содержащие щток 6 с пружиной 7. Подпружиненные толкатели 5 установлены на всех позициях за исключением загрузочной и первой рабочей позиции. Зубчатый механизм, встроенный в поворотно-зажимное устройство 2, представляет собой расположенную в стакане 8 снабженную хвостовиком рейку 9 с пружиной 10 и зубчатое колесо 11, свободно установленное на оси, выполненной в виде втулки 12, закрепленной в корпусе зажимного устройства 2.
Зубчатое колесо 11 оснащено двумя цилиндрическими пальцами 13. Диск 14 имеет отверстия, количество которых и расположение зависит от числа необходимых поворотов обрабатываемой детали и от величины угла поворота., Диск 14 жестко соединен с
валом 15, расположенным во втулке 12.
Вал 15 представляет собой силовой элемент, с помощью которого посредством цилиндра 16 и щайбы 17 обеспечивается зажим обрабатываемой детали 18 на планшайбе 19. Одновременно вал 15 является и звеном в кинематической цепи между зубчатым механизмом, с которым он имеет возможность соединяться при помощи диска
14,и поворотной планшайбой 19, с которой он связан посредством пальца 20 и втулки 21.
Планшайба 19 с установочными пальцами 22, 23 и втулками 24 свободно установлена на втулке 12, вокруг которой она может поворачиваться на заданный угол. Для фиксации планшайба в корпусе зажимного устройства 2 неподвижно установлен фиксирующий палец 25.
Станок работает следующим образом.
На загрузочной позиции производится установ-ка обрабатываемой детали 18, которая базируется на планшайбе с помощью установочных пальцев 22 и 23.Затем с помощью цилиндра 16 через вал 15 и шайбу 17 производится зажим обрабатываемой детали и поджим планшайбы 19 к плоскости зажимного устройства 2. С помощью поворотного приспособления 1 зажимное устройство
2переносится на первую рабочую позицию, где производится, например, обработка отверстий на одной из граней детали.
После этого поворотное приспособление 1 переносит зажимное устройство 2 на вторую рабочую позицию. Цилиндр 16 перемещает вал 15вперед, при этом осуществляется последовательно разжим обрабатываемой детали 18 и перемещение вперед планшайбы 19, которая снимается с пальца 25. При этом диск 14, закрепленный на валу
15,одевается на пальцы 13, расположенные на зубчатом колесе 11.
Таким образом, образуется .замкнутая кинематическая цепь между зубчатым механизмом и планЩайбой 19. Силовой стол
3осуществляет быстрый подвод шпиндельной коробки 4.
Вместе со шпиндельной коробкой перемещаются установленные на ней. толкатели 5, которые нажимают щтоком 6 на хвостовик рейки 9 и, преодолевая сопротивление пружины 10, перемещают рейку 9 вниз до упора в дно стакана 8. При этом пружина 7 должна быть сильнее пружины 10, а ход рейки 9 должен быть рассчитан на необходимый УГОЛ поворота обрабатываемой детали. При перемещении рейка 9 через зубчатое колесо 11, диск 14, вал 15, палец 20 и втулку 21 производит поворот планщайбы 19 и вместе с ней обрабатываемой детали 18. Затем с помощью цилиндра 16 последовательно производится осевое перемещение планшайбы 19, которая ориентируется втулкой 24 и фиксируется пальцем 25, зажим обрабатываемой детали и прижим планшайбы к плоскости зажимного устройства 2. При этом диск 14 снимается с пальцев 13 и освобождается зубчатое колесо 11 в результате чего происходит разрыв в кинематической цепи между зубчатым колесом и планшайбой. После поворота, фиксации и зажима планшайбй с обрабатываемой деталью силовой стол 3 переходит на рабочую подачу и производится, например, обработка отверстий на следующей грани детали 18.
Так как рейка 9 дощла до упора в дно стакана 8; то происходит сжатие пружины 7, длина которой выбирается в зависимости от длины рабочего хода силового стола 3.
После окончания обработки силовой стол 3 совместно со шпиндельной коробкой 4 ускоренно возвращается в исходное положение, при этом щток 6 поднимается вверх, размыкаясь с рейкой 9, которая под действием пружины 10 также возвращается в исходное положение и соответственно в исходное положение возвращается зубчатое колесо 11, свободно вращаясь на втулке 12.
Работа станка на последующих позициях происходит в аналогичной последовательности.
После прохождения по всем позициям станка обработанная со всех сторон деталь 18 возвращается на загрузочную позицию, тде она удаляется и на ее место устанабливaetcя следующая деталь.
Количество устанавливаемых на станке подпружиненных толкателей 5 зависит от требуемого количества поворотов обрабатываемой детали.
Формула изобре тения,
Многопозиционный станок, включающий привод подачи режущих инструментов и поворотно-зажимные устройства, отличающийся тем, что, с целью упрощения конструкции, станок снабжен подпружиненными толкателями, связанными с приводом подачи режущих инструментов, а каждое из поворотно зажимных устройств выполнено соосно с валом зубчатого колеса с пальцами, входящими в отверстия диска, причем зубчатое колесо посредством рейки связано с толкателями.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 31533276, кл. 29-38, опублик. 1964.
fuz.i
A -A
16
17

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Металлорежущий станок | 1982 |
|
SU1057247A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многопозиционный станок | 1983 |
|
SU1146177A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |