«а«
Эд
ч|
Изобретение относится к области станкостроения, в частности к станкам для обработки деталей типа втулок или цилиндров, преимущественно длинномерных.
Известен многопозиционный станок, содержащий станину, закрепленную на ней колонну, на которой оппозитно расположены на плитах верхние и нижние шпиндельные головки, предназна-. ченные дутя установки соответственно .инструментов и обрабатываемых деталей, размещенные в верхних шпиндельных головках тяги и установленные на колонне механизмы ориентации и поворота деталей lj .
Недостатком известного станка является низкое качество обработки.
Цель изобретения - повышение качества обработки.
Поставленная цель достигается тем что многопозиционный станок, содержащий станину, закрепленную на ней колонну, на которой оп:;озитно расположены на плитах верхние и нижние (шпиндельные головки, предназначенные для установки соответственно инструментов и обрабатьшаемых деталей, размещенные в верхних шпиндельных голов ках тяги и установленные на колонне механизмы ориентации и поворота деталей, снабжен размещенной в верхней части колонны и установленной с возможностью вертикального перемещения дополнительной плитой, тяги жест ко связаны с ней, а верхние и нижние шпиндельные головки установлены на плитах неподвижно,/ при этом верхние шпиндельные головки снабжены встроен ными гидроцилиндрами с полыми штоками, в которых расположены с возможностью возвратно-поступательного перемещения тяги.
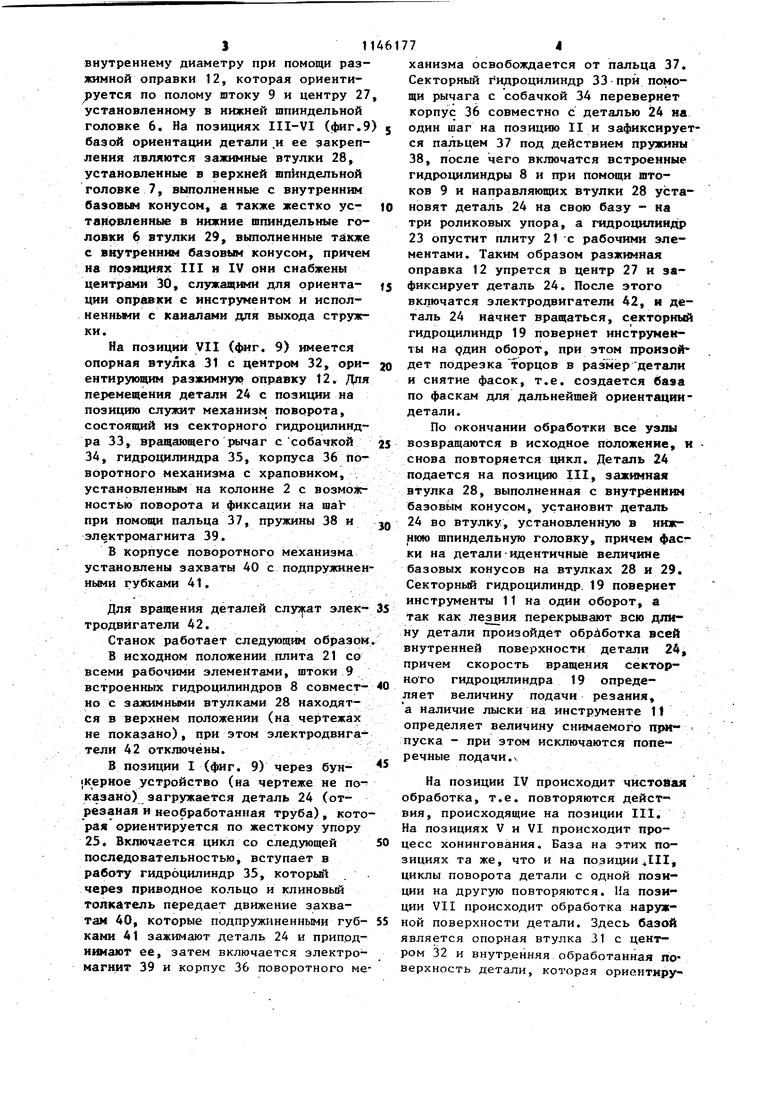
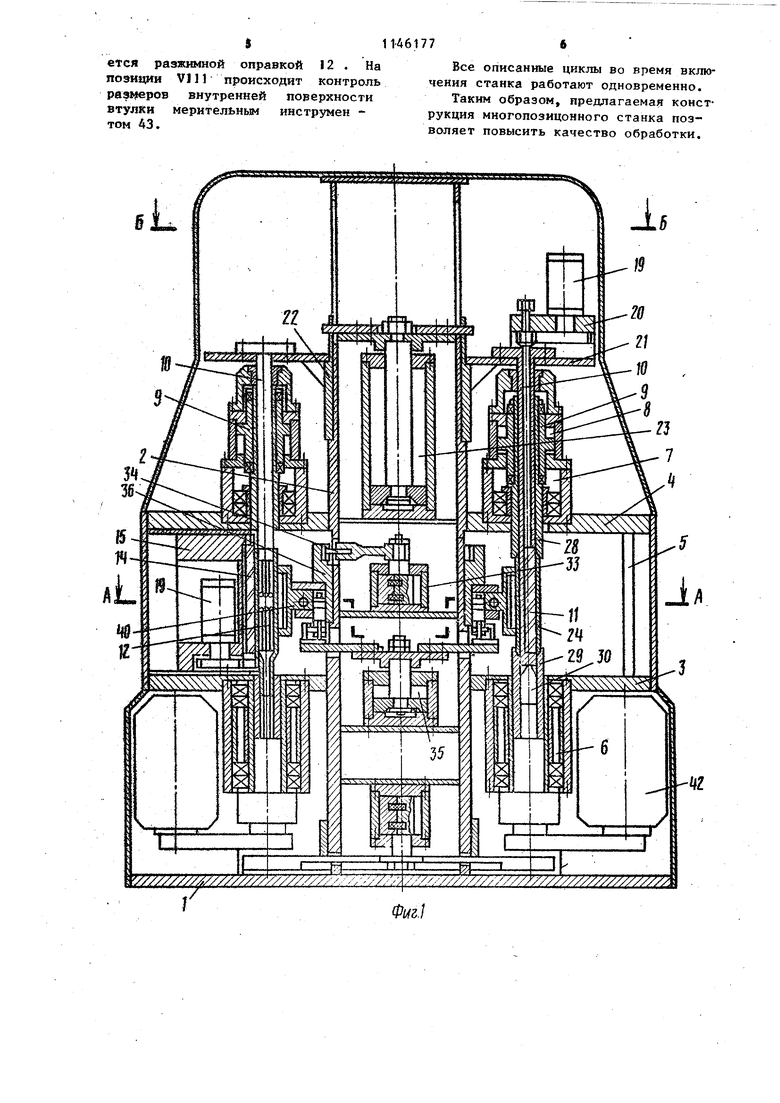
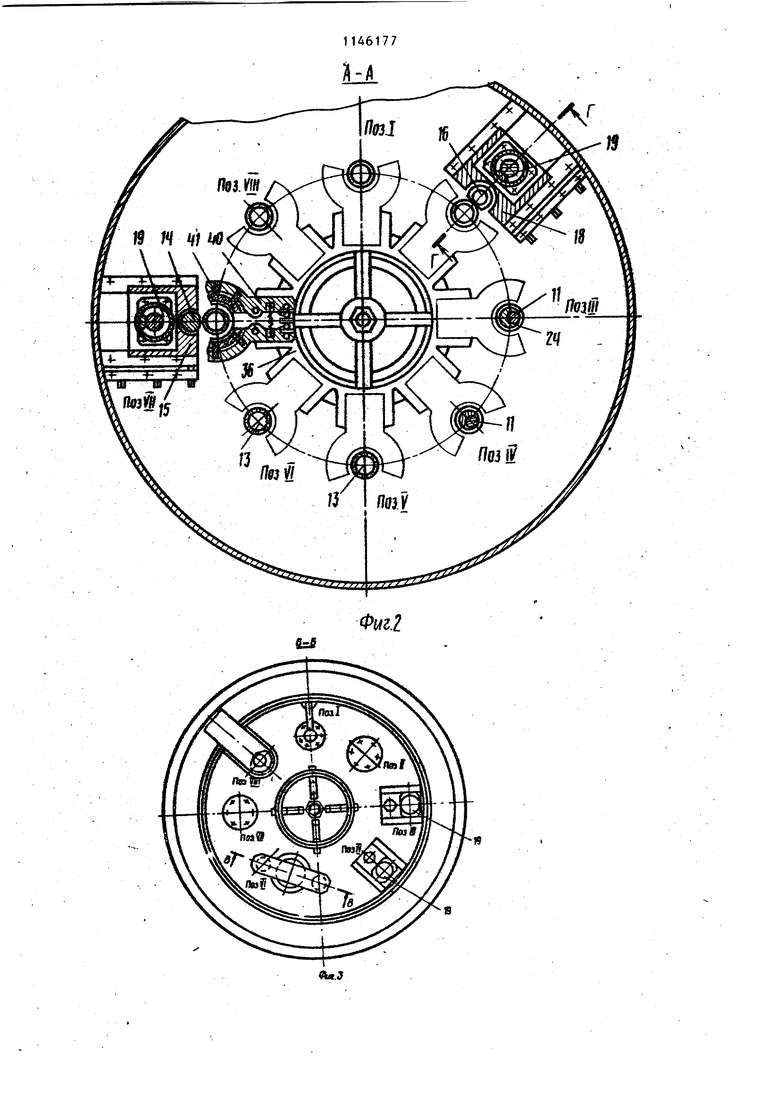
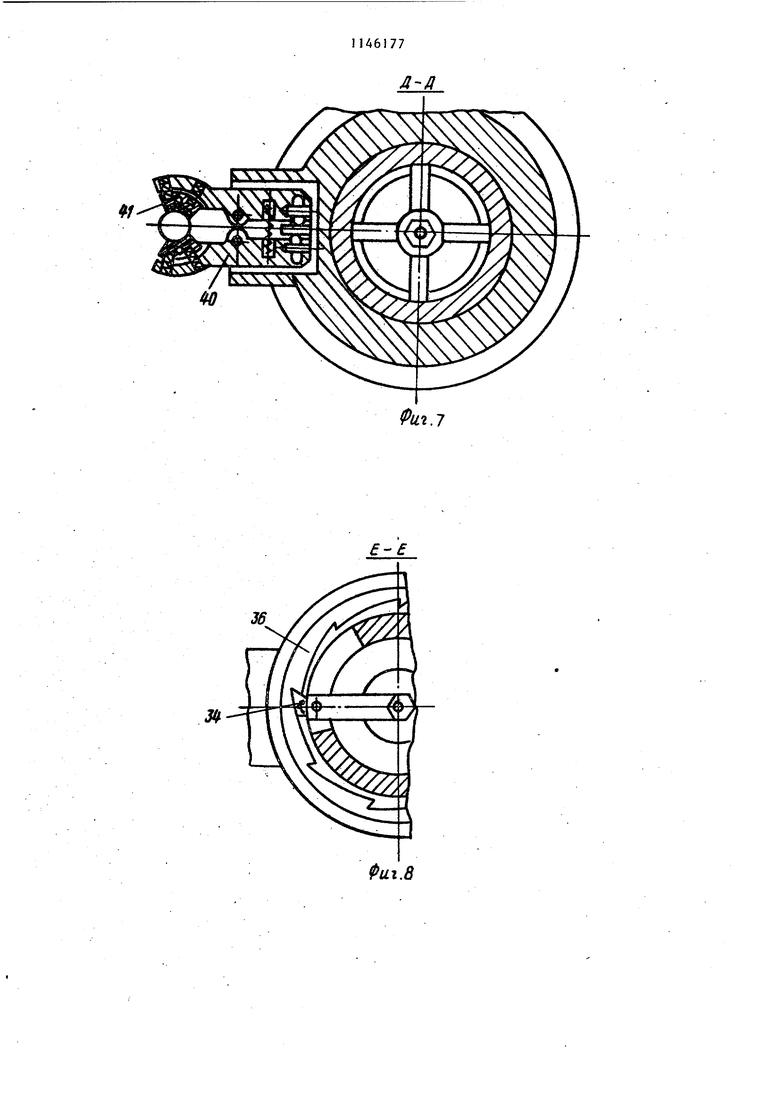
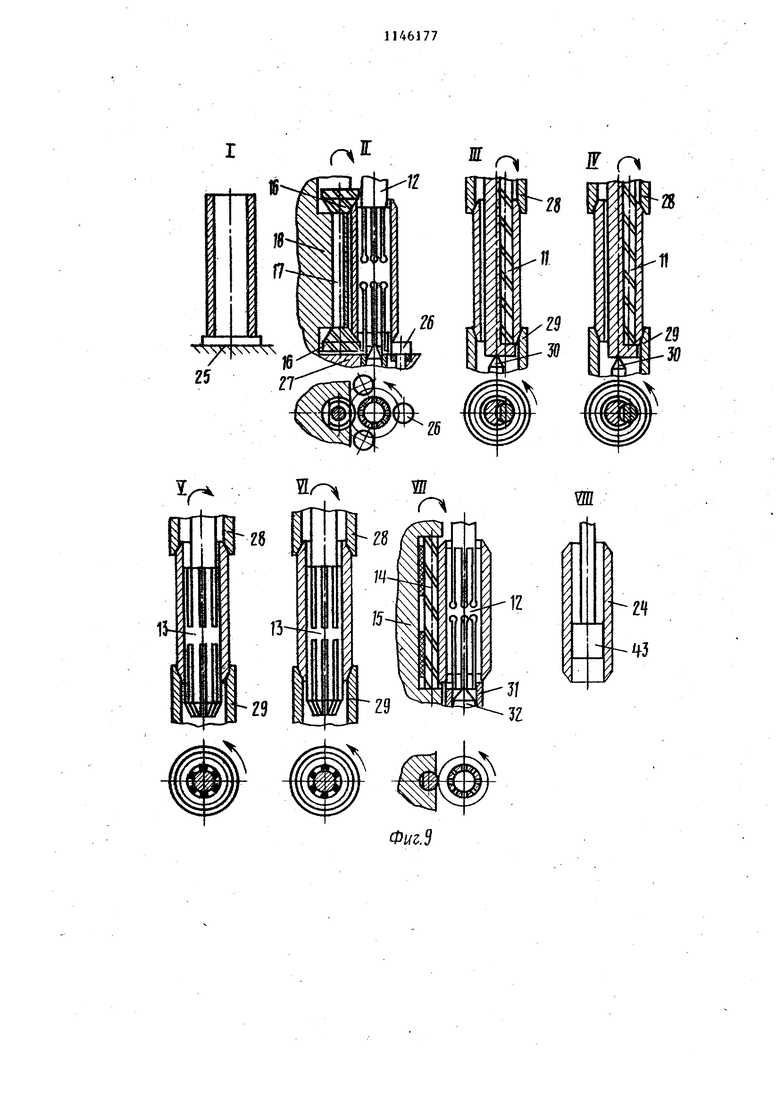
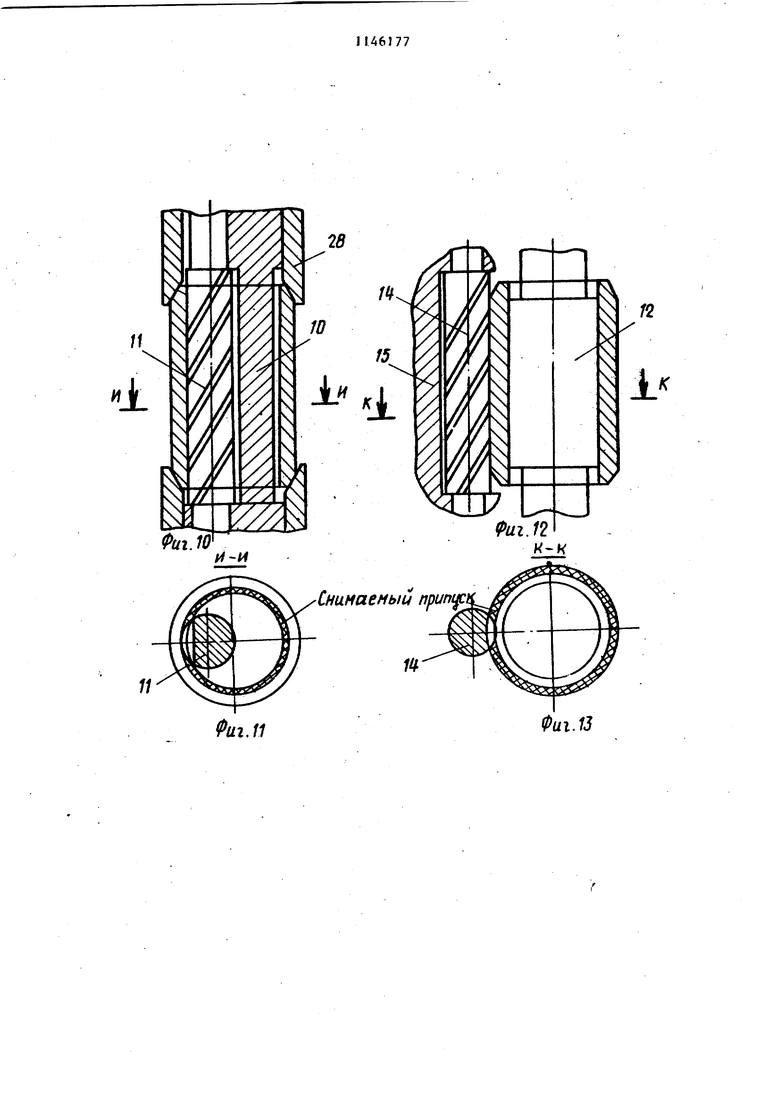
На фиг. 1 показан станок с позициями внутренней и наружной обработки втулки, разрез; на фиг. 2 - разре А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - колонна с автооператором; на фиг. 7 - разрез Д-Д на фиг. 6; на фиг. 8 - разрез Е-Е на фиг. 6; на фиг. 9 - схем технологического цикла с установкой детали и инструментов; на фиг. 10 схема расположения детали и инструмента позиций III и IV на фиг. 9; на фиг. 11 - разрез И-И на фиг. 10;
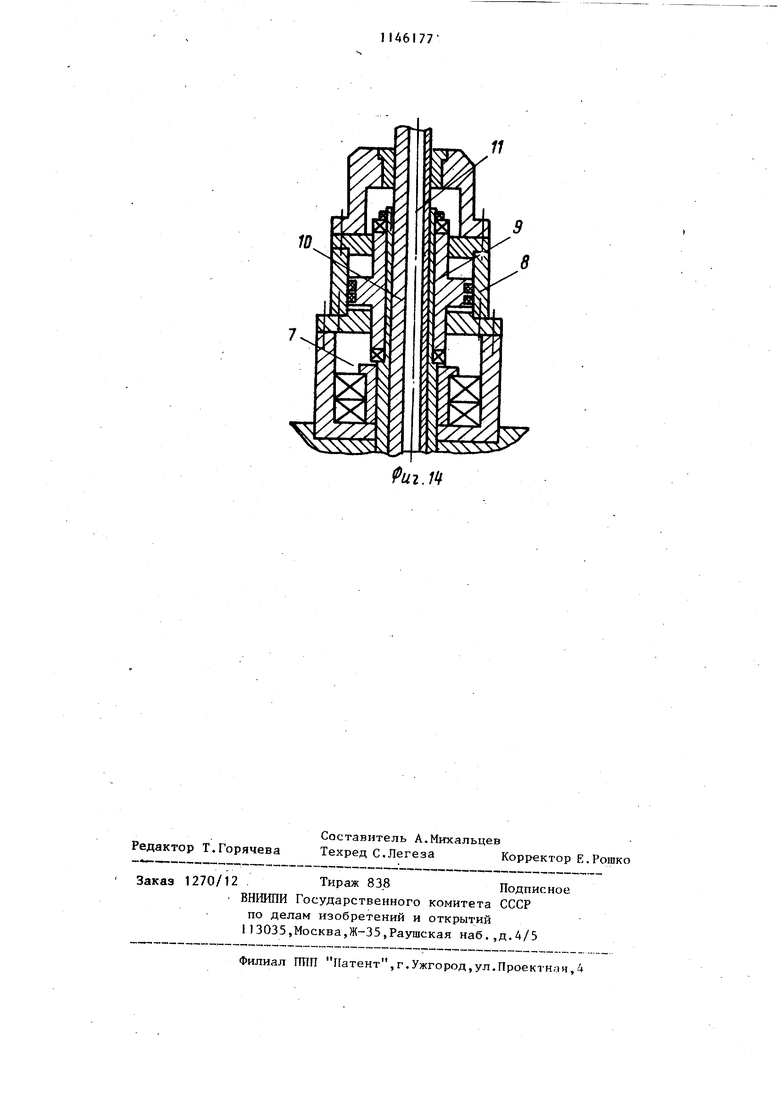
на фиг. 12 - схема расположения детали и инструмента позиций VII на фиг. 9; на фиг. 13 - разрез К-К на фиг. 12; на фиг. 14 - верхний шпиндельный узел со встроенным гидроцилиндром .
Многопозиционный станок включает в себя станину 1 с установленной на ней стационарно полой колонной 2, на которой жестко закреплены плиты 3 и 4, связанные между собой ребрами 5 жесткости. На плитах 3 и 4 размещены неподвижно нижние 6 и верхние 7 шпиндельные головки. Верхние шпиндельные головки 7 содержат встроенные гидроцилиндры 8 со штоками 9, выполненными польми, в которых расположены с возможностью возвратно-поступательного перемещения тяги 10, несущие рабочие элементы, которые сострят из инструментов 11 для внутренней обработки, с режущими лезвиями, перекрывающими всю длину детали, и лыской, снятой по всей длине инструмента, разжимных оправок 12, хонинговальных головок 13. Инструмент 14 (фиг. 2 и 13) предназначен для наружной обработки, он также имеет режущие лезвия, перекрывающие всю длину детали, и установлен в неподвижном суппорте 15. Для под- резки торцов и снятия фасок служат инструменты 16 (фиг. 2 и 5) сидящие на оси 17, закрепленной в неподвижном суппорте 18. Приводом для вра|щения инструментов 11, 14 и 16 служат секторные гидроцилиндры 19, размещенные в корпусе 20.
Механизм ориентации состоит из тя 10 с рабочими элементами, установленньми на плите 21, расположенной в верхней части колонны 2 на втулке 22 с возможностью возвратно-поступательного перемещения по ней. Приводом для возвратно-поступательного перемещения механизма ориентации служит гидроцилиндр 23, установленный в полой колонне 2.
Необработанная деталь 24 нмеёт несколько баз фиксации и ориентации: на позиции I (фиг. 9) деталь ориентируется по жесткому упору 25; на позиции II (фиг. 9) деталь ориентируется по трем свободно вращающимся ролико.вым упорам 26, расположенным таким образом, что при вращении детали они свободно вращаются вокруг своей оси. Закрепление детали происходит по 31 внутреннему диаметру при помощи разжимной оправки 12, которая ориентируется по полому штоку 9 и центру 27 установленному в нижней шпиндельной головке 6. На позициях III-VI (фиг.9 базой ориентации детали .и ее закрепления являются зажимные втулки 28, установленные в верхней шпиндельной головке 7, выполненные с внутренним баэовьм конусом, а также жестко устаиовлеиные в нижние шпиндельные головки б втулки 29, выполненные также с внутренним базовым конусом, причем на позициях III и IV они снабжены центрами 30, служащют для ориентации опраахи с инструментом и исполненными с каналами для выхода стружки. На позиции уИ (фкг, 9) имеется опорная втулка 31 с центр 1 32, ориентирующш4 разжимную оправку 12. Ппя перемещения детали 24 с позиции на позицию служит механизм поворота, состоящий из секторного гидрощ лннд ра 33, вращающего рычаг ссобачкой 34, гидроцилиндра 35, корпуса 36 ito воротного механизма с храповиком, . установленньм на колонне 2 с возмозгностью поворота и фиксации на mai при помощи пальца 37, пружины 38 и электромагнита 39. В корпусе поворотного механизма установлены захваты 40 с подпружинен ньти губками 41, Для вращения деталей служат электродвйгатели 42. Станок работает следующим образом В исходном положении плита 21 со всеми рабочими элементами, штоки 9 встроенных гидроцилиндров 8 совместно с зажимньми втулками 28 находятся в верхнем положении (на чертежах не показано), при этом электродвигатели 42 отключены. В позиции I (фиг. 9) через буи(керное устройство (на чертеже не показано) загружается деталь 24 (отрезамая и необработанная труба), кото рая ориентируется по жесткому упору 25, Включается цикл со следующей последовательностью, вступает в работу гидроцилиндр 35, который через приводное кольцо и клиновьй толкатель передает движение захватам 40, которые подпружиненными губками 41 зажимают деталь 24 и припрдню1ают ее, затем включается электромагнит 39 и корпус 36 поворотного ме 74 ханизма освобождается от пальца 37. Секторный гидроцилиндр 33 при помощи рычага с собачкой 34 перевернет корпус 36 совместно с деталью 24 на один шаг на позицию II и зафиксируется пальцем 37 под действием пружины 38, после чего включатся встроенные гидроцилиндры 8 и при помощи штоков 9 и направляющих втулки 28 установят деталь 24 на свою базу - на три роликовых упора, а гидроцилиндр 23опустит плиту 21 С рабочими элементами. Таким образом разжимная оправка 12 упрется в центр 27 и зафиксирует деталь 24. После этого включатся электродвигатели 42, и деталь 24 начнет вращаться, секторный гидроцилиндр 19 повернет инструменты на дин оборот, при этом произойдет подрезка торцов в размер детали и снятие фасок, т.е. создается база по фаскам для дальнейшей ориентациидетали., По окончании обработки все узлы возвращаются в исходное положение, и снова повторяется цикл. Деталь 24 подается на позицию III, зажимная втулка 28, выполненная с внутренним базовым конусом, установит дeтaJn 24во втулку, установленную в нижнюю шпиндельную головку, причем фаски на деталиидентичные величине базовых конусов на втулках 28 и 29. Секторный гидроцилиндр. 19 повернет инструменты It на один оборот, а так как лезвия перекрьюают всю длину детали произойдет обработка всей внутренней поверхности детали 24, причем скорость вращения секторного гидроцилиндра 19 опредеяет величину подачи резания, а наличие лыски на инструменте It определяет величину снимаемого П1Ж пуска - при этом исключаются поперечные подачи. На позиции IV происходит чистовая бработка, т.е. повторяются дейсг-« ИЯ, происходящие на позиции III. а позициях V и VI происходит проесс хонингования. База на этих поициях та же, что и на позиции 111, иклы поворота детали с одной позиии на другую повторяются. На позиии VII происходит обработка наружой поверхности детали. Здесь базой вляется опорная втулка 31 с центом 32 и внутренняя обработанная поерхность детали, которая ориентируetCH разжимной оправкой 12 . На позиции VI11 происходит контроль рвз)№ров внутренней поверхности втулки мерительньм инструмен том A3.
Все описанные циклы во время включения станка работают одновременно.
Таким образом, предлагаемая конструкция многопозицонного станка позволяет повысить качество обработки.
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| Агрегатный станок для обработки отверстий | 1980 |
|
SU1040700A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1988 |
|
SU1627384A1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
МНОГОПОЗИЦИОННЬМ СТАНОК, содержащий станину, закрепленную на ней колонну, на которой оппозитно расположены и а плитах верхние и нижние шпиндельные головки, предназначенные для установки соответственно инструментов и обрабатываемых деталей, размещенные в верхних шпиндельных головках тяги и установленные на колонне механизмы ориентации и поворота деталей, отличающийся тем, что, с целью повышения качества обработки, станок снабжен раэмёщенной в верхней части колонны и установленной с возможностью вертикального перемещения дополнительной плитой, тяги жестко связаны с ней, а верхние и нижние шпиндельные головки установлены на плитах неподвижно, при этом верхние шпиндельные головки снабжены встроенными гидроцилиндрами с польми штоками, в которых расположены с возможностью возвратно-поступательного перемещения тяги.
36
иг.в
25
IT n
Hr
Фиг.З
иг,11
Фи1.13
W
11
ui.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1966 |
|
SU408759A1 | |
| Пишущая машина | 1922 |
|
SU37A1 |
