Изобретение относится к области средств производства.
Известен полуавтоматический фрезерный станок для продораживания коллекторов электрических машин (авт. св. N 285457, автор - В.Д.Болонов).
Недостатком станка является использование в нем сложного механизма поворота и корректировки угла поворота, вносящего поправки в шаг деления.
В известном станке для продороживания коллекторов электрических машин механизм коррекции предназначен для поднастройки механизма деления в зависимости от величины и направления отклонения фрезы при ее заходе в межламельный паз.
Технической задачей изобретения является упрощение конструкции и повышение надежности работы станка.
Поставленная задача достигается тем, что автоматический фрезерный станок для продорожания коллекторов электрических машин, содержащий шпиндель для закрепления фрезы и механизм деления и поворота якоря с коллектором отличается тем, что он снабжен расположенным в шпинделе механизмом коррекции положения фрезы относительно межламельного паза, а упомянутый механизм деления и поворота якоря предназначен для воздействия непосредственно на коллектор.
На чертеже изображен механизм деления и поворота якоря, а также расположенный в шпинделе механизм коррекции фрезы относительно межламельного паза.
Фиксатор 1 (он же щуп) находится в опущенном состоянии в межламельном пазе коллектора. Шток фиксатора 2, соединенный в единое со штоком пневмоцилиндра 4 пружиной 5, удерживается в левом исходном положении. На штоке фиксатора закреплен поводок 6. На корпусе пневмоцилиндра 4 закреплен регулируемый упор 7 с микровыключателями 8 и 9, регулирующий угол поворота якоря в соответствии с шириной коллекторных пластин.
На фиксаторе 1 также установлен микровыключатель 10, срабатывающий при входе фиксатора в межламельный паз.
Пневмоцилиндр 4 установлен шарнирно на двуплечном рычаге 11, на втором конце которого смонтирован регулятор 12 расстояния между фрезой и фиксатором.
Пневмоцилиндр 4 в заданном по высоте положении поддерживается пневмоцилиндром 13, шарнирно закрепленным на станине станка, а шток 14 пневмоцилиндра 13, фиксируемый в нижнем положении пружиной 15, шарнирно соединен с пневмоцилиндром 4. Механизм коррекции положения фрезы расположен в шпинделе фрезы для продорожки 17. Он имеет скользящую осевую посадку. Величину осевого смещения ограничивают две пружинные шайбы 18. Работа механизма осуществляется следующим образом: регулятором 12 устанавливается расстояние между фиксатором 1 и фрезой 17, кратное шагу коллектора, а регулятором 7 от поводка 6 - расстояние, равное одному шагу коллектора.
При подъеме воздуха 6 в пневмоцилиндр 13 шток 14, сжимая пружину 15, поднимает вверх пневмоцилиндр 4. Фиксатор 1 выходит из зацепления с пазом коллектора 2.
При подаче воздуха в пневмоцилиндр 4 шток фиксатора 3, сжимая пружину 5, уходит вправо до упора поводка 6 в регулируемый упор 7. При этом фиксатор 1 оказывается над очередным продороженным пазом коллектора 2.
При выпуске воздуха из пневмоцилиндра 13 фиксатор 1 опускается и входит в зацепление с пазом коллектора 2.
При выпуске воздуха из пневмоцилиндра 4 усилием пружины 5 шток фиксатора 3 с фиксатором 1 уходят в левое положение и поворачивают якорь на величину одного шага коллектора.
Последовательность операций контролируется микровыключателями 8, 9, 10, включенными в электрическую схему управления станком.
Коррекция фрезы 17 в очередной межламельный паз коллектора 2 при наличии погрешности угла поворота обеспечивается смещением фрезы 17 в паз 2 под действием пружинных шайб 18. Накопления погрешности угла поворота коллектора не происходит, так как после каждого цикла продорожки фреза 17 возвращается пружинами 18 в исходное среднее положение.
Изобретение относится к области средств производства и предназначено для автоматической продорожки коллекторов электрических машин. Станок содержит шпиндель для закрепления фрезы. В шпинделе также расположен механизм коррекции положения фрезы относительно межламельного паза. Механизм деления и поворота обрабатываемого якоря установлен на двуплечем рычаге и воздействует непосредственно на коллектор в результате ввода его фиксатора в межламельный паз коллектора предварительно обработанный. Отсутствие механизма коррекции в механизме деления и поворота обрабатываемого якоря упрощает конструкцию станка и при этом обеспечивает повышение надежности работы. 1 ил.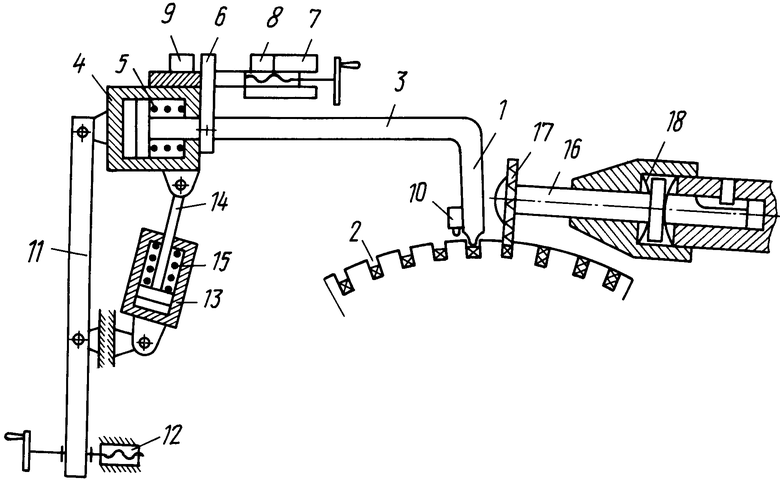
Автоматический фрезерный станок для продорожки коллекторов электрических машин, содержащий шпиндель для закрепления фрезы и механизм деления и поворота якоря с коллектором, отличающийся тем, что он снабжен расположенным в шпинделе механизмом коррекции положения фрезы относительно межламельного паза, а механизм деления и поворота якоря предназначен для воздействия непосредственно на коллектор.
| ПОЛУАВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU285457A1 |
| Полуавтоматический станок для продораживания коллекторов | 1955 |
|
SU112014A1 |
| Устройство для непрерывного фрезерования пазов | 1976 |
|
SU617181A1 |
| Устройство для фрезерования продольных пазов | 1960 |
|
SU138127A1 |
| Горелочное устройство | 1988 |
|
SU1534250A1 |
| Промежуточный охладитель многоступенчатой компрессионной холодильной машины | 1985 |
|
SU1285275A1 |
| Установка для испытания уплотнений | 1985 |
|
SU1290027A1 |
