(54) СТАНОК ДЛЯ АВТОМАТИЧЕСКОГО ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ ЯКОРНЫХ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2005 |
|
RU2291763C1 |
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |
| Станок для автоматического продораживания коллекторов электрических машин | 1977 |
|
SU708446A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖКИ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2116871C1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОГО ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2088008C1 |
| Устройство для продораживания коллекторов электрических машин | 1979 |
|
SU881918A1 |
| Станок для автоматического фрезерования коллекторов электрических машин | 1981 |
|
SU991538A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2022 |
|
RU2784038C1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1959 |
|
SU130101A1 |
1
Изобретение относится к технологическому оборудованию для изготовления коллекторов члектрических машин и может быть использовано в электротехнической промышленности.
Известен станок для автоматического продораживания, коллекторов электрических машин, содержащий корпус, привод поворота коллектора, суппорт, установленный в направляющих элементах, фрезу, смонтированную на суппорте с возможностью ее поворота вокруг оси, проходящей через ось коллектора, и систему управления 1.
Недостатками известного станка являются сложность конструкции, так как станок снабжен специальным приводом для поворота фрезы вокруг оси, проходящей через ось коллектора, и недостаточное качество изготавливаемых изделий, так как при повороте фрезы на строго определенный угол может быть нарушена точность выполнения шага между коллекторными пластинами по длине коллектора.
Цель изобретения -- упрощение конструкции и повышение качества обрабатываемых изделий за счет повышения точности
выполнения шага .между коллекторными пластинами.
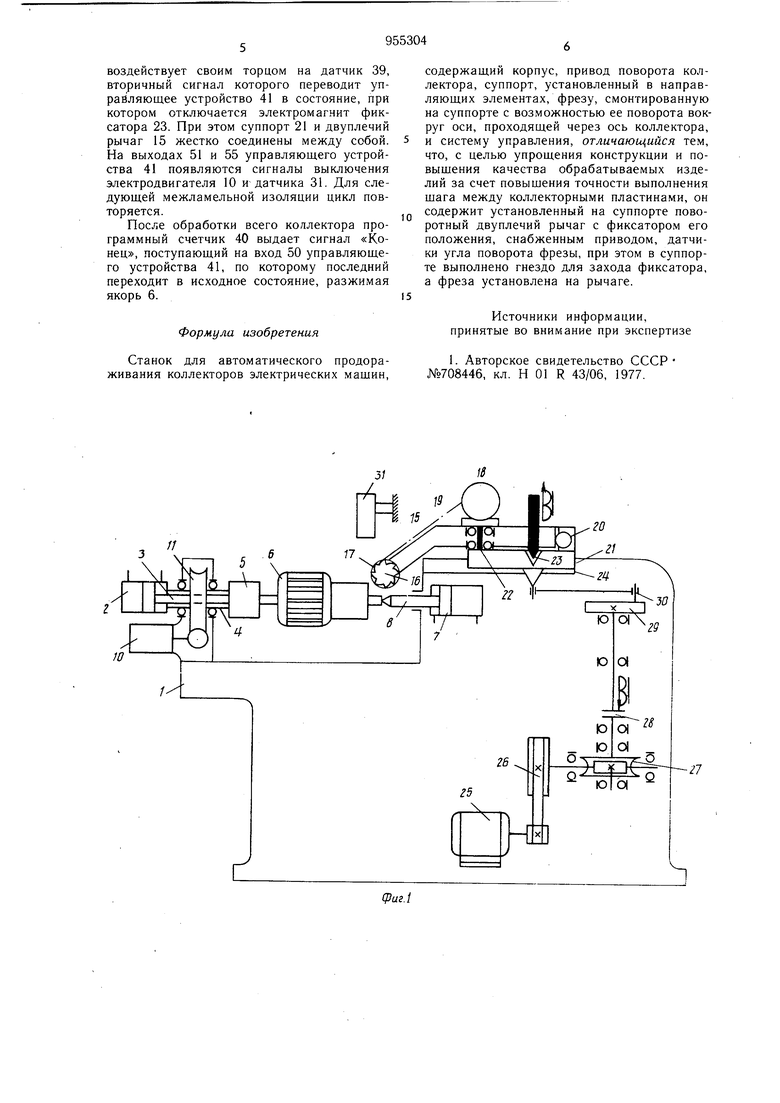
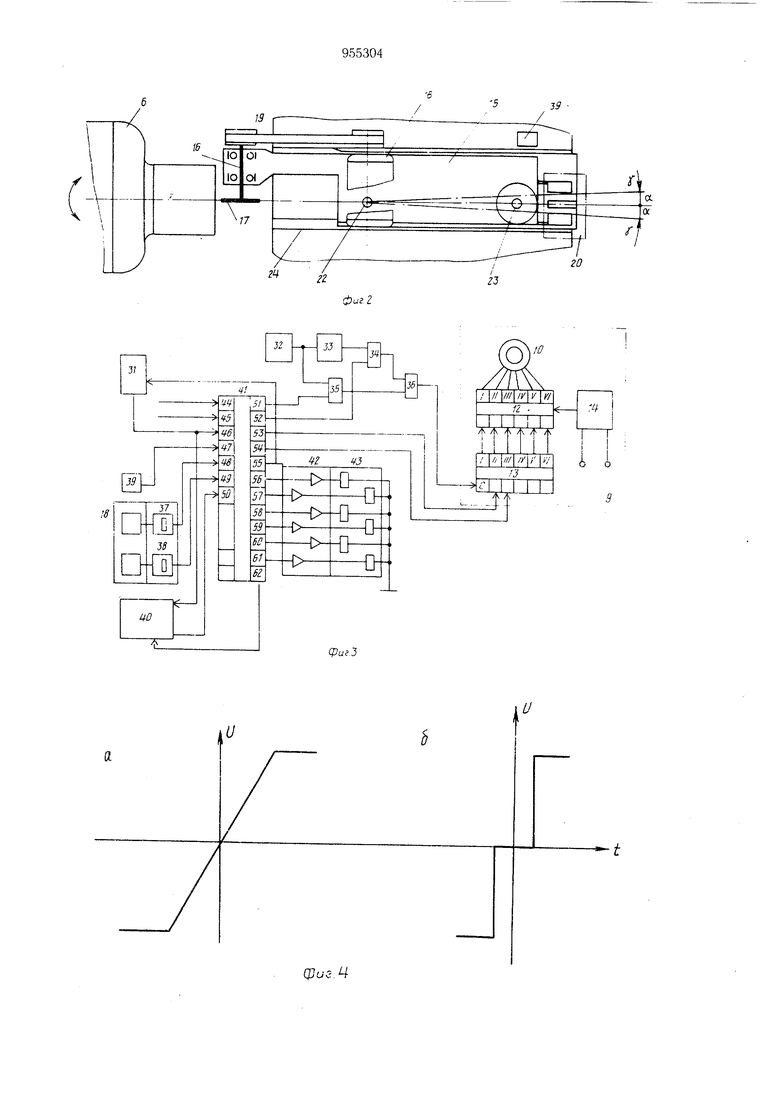
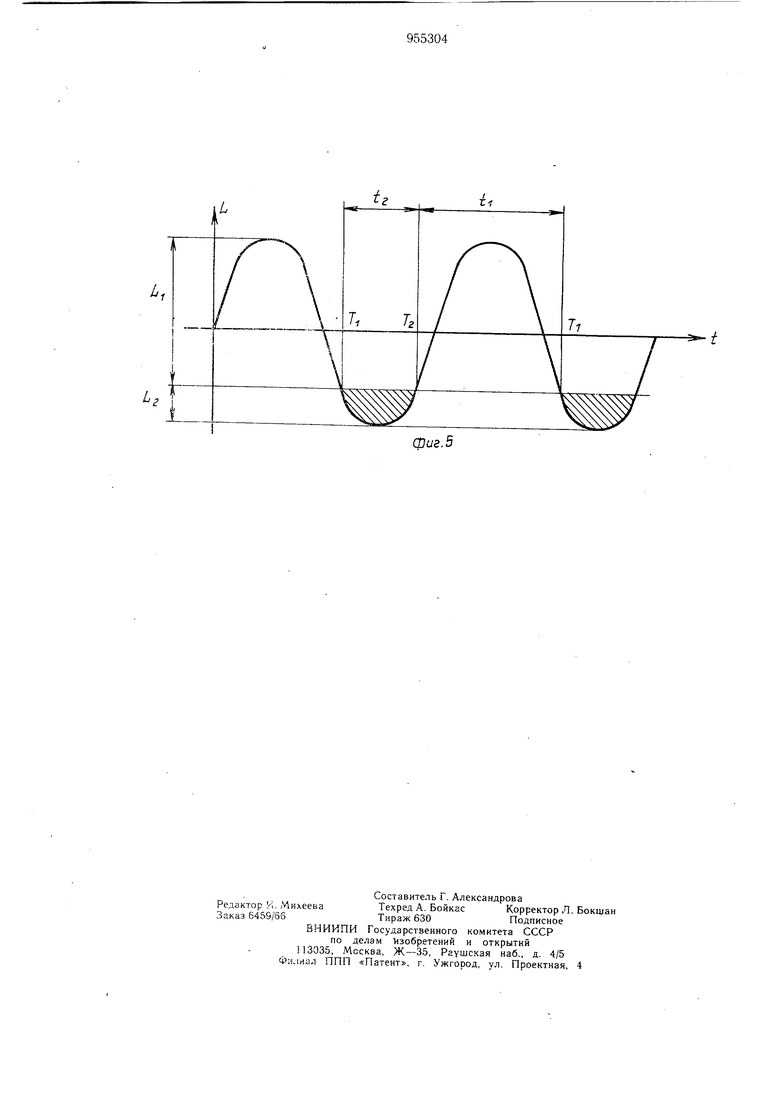
ПocтaвлeннJя цель достигается тем, что станок содержит установленный на суппорте поворотный двуплечий рычаг с фиксато5 роч его положения, снабженны.м приводом, датчики угла поворота фрезы, ьри этом в суппорте выполнено гнезде) для захода фиксатора, а фреза установлена на рычаге. На фиг. 1 показана кинематическая схе,Q ма станка для автоматического продораживания коллекторов электрических машин; на фиг. 2 - суппорт станка, вид сверху; на фиг. 3 - структурная схема системыуправления станком; на фиг. 4-диаграммы работы датчика угла поворота фрезы; на фиг. 5 15 диаграмма движения суппорта станка.
Станок для автоматическо|-о нродораживания коллекторов электрических машин содержит корпус 1, на котором установлены пневмоцилиндр 2, связанный через тягу 3
2Q и полый вал 4 с зажимным патроном 5, служащим для закрепления якоря б электрической машины с обрабатываемым коллектором и пневмоцилиндр 7 с подвижным центром 8, служащими для установки и поддержки якор.-1. Для обеспечения шагового вращения ко.тлектора служит электропривод 9. включающий шаговый электродвигатель 10. безлюфтовой релуктор II, усилите.-|ь 12 мощности, реверсивный распределитель - и источник Г4 питания. На поворотном двуплечем рычаге 15 на оси 16 закреплена фреза 17. На двуплечем рычаге установлены электродвигатель 18 привода фрезы, связанный с ней через клиноременную передачу 19, а на торце двуплечего рычага закреплен чувствительный э.1емент датчика 20 угла поворота фрезы. Двуплечий рычаг 15 связан с суппортом 21 через жестко закрепленную на нем ось 22, которая обеспечивает угловой поворот двуплечего рычага относительно оси коллектора. На двуплечем рычаге 15 установлен фиксатор 23 его положения, обеспечивающий безлюфтовое соединение сунпорта с двуплечим рычагом. Датчик 20 угла поворота фрезы, ось 22 и фиксатор 23 установлены в плоскостях, совпадающих с осью коллектора. Суппорт 21 установлен в направляющих элементах 24 с возможностью возвратнопоступательного движения, которое обеспечивает электродвигатель 25 через клиноременную передачу 26, редуктор 27 унравляемую муфту 28, кривошипный механизм 29 и шатун 30. В систему управления поворотом коллектора входят фотоэлектрический датчик 31 угла поворота коллектора, установленный в плоскости фрезы и оси коллектора, задающий генератор 32 с делителем 33 частоты, два элемента И 34 и 35, элемент ИЛИ 36, пороговые элементь 37 и 38, датчик 20 дифференциального типа, датчик 39 контроля обложения суппорта, программный счетчик 40числа коллекторных пластин управляющее устройство 41, блок 42 промежуточных усилителей, блок 43 исполнительных электромагнитов включения фиксатора 23, муфта 28, пневмоцилиндры 2 и 7. пускатели электродвигателей 18 и 25. Управляющее устройство 41содержит входы 44-50 и выходы 51-62. Станок для автоматического продораживания коллекторов электрических машин работает следующим образом. В исходном состояни датчик 31 угла поворота коллектора заблокирован сигналом, поступающим с выхода 55 управляющего устройства 41, а сигналом с его выхода 62 программный счетчик 40 сброшен на нулв, двуплечий рычаг 15 и суппорт 21 жестко связаны между собой фиксатором 23. При поступлении на вход 44 управляющего устройства 41 сигнала «Пуск по сигналам с его выхода включается электро.1вигатель 25, а установленный на станок якорь 6заталкивается центром 8 пневмоцилиндра 7в зажимной патрон 5, где зажимается с помощью пневмоцилиндра 2. После зажима якоря 6, управляющее устройство 4 снимает блокирующий сигнал с выхода 55, ик. и работ датчик 31 угла поворот; к;;,1.к KTjpa. формирует сигнал на выходе . л( через э.лемент И 35 и э,1емс1п H.ii-i ЗН 1к;дключает задающий генератор входу niaroBoro электропривода 9. а сигналом n;j выходе 53 обуславливает односr(jpoHK(4 вращение электродвигате. И,)- Последний через редуктор 11 начи.чает в)ап;а11 якорь 6. Датчик 31 фиксирует момент прохождения межламе.11Л1ой изоляции в плоскости фрезы выд;)вая сигнал в програ.ммный счетчик 40 и на вход 46 управляющего устройства 41. Переходя в новое состояние, последний закрывает свой выход 5i, при этом электродвигатель 10 останавливается и дает сигналы на выходы 55 и 56. Первый сигнал блокирует работу датчика 31, второй включает электромагнитную муфту 28, которая обеспечивает движение на отрезке L (фиг. 5) суппорту 21, двуплечему рычагу 15 и фрезе 17. Фреза начинает врезаться в межламельную изоляцию коллектора якоря 6. В этот момент суппорт 21 сходит с датчика 39, который выдает сигнал на вход 47 управляющего устройства 41. По этому сигналу управляющее устройство 41 переходит в новое состояние, выдавая сигнал на выходе 57 и включая привод электромагнита фиксатора 23. Последний, выходя из гнезда суппорта 21, освобождает двуплечий рычаг 15, который получает возможность небольшого углового перемещения вокруг оси 22. В результате фреза 17 после врезания, двигаясь по искривленной траектории межламельной изоляции, ограниченной коллекторными пластинами, поворачивает вокруг оси 22 двуплечий рычаг 15, который воздействует на датчик 20. Датчик 20 в зависимости от направления перемещения выдает сигнал (фиг. 4а), пропорциональный перемещению. Пороговые элементы 37 и 38 преобразуют этот сигнал в релейный (фиг. 46) с зоной нечувствительности, равной 0,2-0,5 мм линейного перемещения фрезы на радиусе поворота вокруг оси 22. Сигналы пороговых элементов поступают на входы 48 и 49 управляющего устройства 41. По этим сигналам на его выходе 52 появляется сигнал, который открывает элемент И 34, и на вход шагового электропривода 9 поступают импульсы пониженной частоты с делителя 33, подключенного к выходу задающего генератора 32. Одновременно на выходе 53 или 54 управляющего устройства 4 дублируются сигналы пороговых элементов 37 или 38. В зависимости от того, на каком из выходов присутствуют управляющие сигналы, в ту сторону и будет вращаться электродвигатель 10, поворачивая якорь 6 так, чтобы фреза 17 вошла в зону нечувствительности, обусловленную пороговыми элементами 37 и 38. После окончания прорезания межламельной изоляции суппорт 21 возвращается в исходное положение и в момент Т (фиг. 5)
воздействует своим торцом на датчик 39, вторичный сигнал которого переводит управляющее устройство 41 в состояние, при котором отключается электромагнит фиксатора 23. При этом суппорт 21 и двуплечий рычаг 15 жестко соединены между собой. На выходах 51 и 55 управляющего устройства 41 появляются сигналы выключения электродвигателя 10 и датчика 31. Для следующей межламельной изоляции цикл повторяется.
После обработки всего коллектора программный счетчик 40 выдает сигнал «Конец, поступающий на вход 50 управляющего устройства 41, по которому последний переходит в исходное состояние, разжимая якорь 6.
Формула изобретения
Станок для автоматического продораживания коллекторов электрических машин.
//
У
X
X
W
1
содержащий корпус, привод поворота коллектора, суппорт, установленный в направляющих элементах, фрезу, смонтированную на суппорте с возможностью ее поворота вокруг оси, проходящей через ось коллектора, и систему управления, отличающийся тем, что, с целью упрощения конструкции и повыщения качества обрабатываемых изделий за счет повыщения точности выполнения щага между коллекторными пластинами, он содержит установленный на суппорте поворотный двуплечий рычаг с фиксатором его положения, снабженным приводом, датчики угла поворота фрезы, при этом в суппорте выполнено гнездо для захода фиксатора, а фреза установлена на рычаге.
Источники информации, принятые во внимание при экспертизе
3/
Л -/О
-| 75 - Р
фиг.
