Изобретение относится к технологическому оборудованию для капельной пропитки обмоток и капиллярной пропитки пакетов магнитопроводов электрических машин и может быть использовано в электротехнической и приборостроительной промышленности.
Известна установка для пропитки и сушки обмоток электрических машин, содержащая корпус, дозирующее устройство с соплами для подачи на обмотку струи пропиточного состава, цилиндрический индуктор для сушки обмоток, расположенный горизонтально и жестко закрепленный на корпусе соосно с поворотным устройством, манипулятор, магазин с обмотками, выполненный в виде цепной конвейерной линии, узлы зажима обмоток с приводами вращения, расположенные на поворотном устройстве симметрично относительно его оси и концентраторы магнитного поля, расположенные на внешней поверхности индуктора.
Однако на известной установке невозможно осуществлять технологический процесс капиллярной пропитки пакетов
магнитопроводов электрических машин с последующим их склеиванием при термообработке.
Цель изобретения - расширение технологических возможностей путем обеспечения капиллярной пропитки пакетов магнитопроводов с последующим склеиванием при термообработке.
Поставленная цель достигается тем, что установка для пропитки и сушки обмоток электрических машин, содержащая корпус, дозирующее устройство с соплами для подачи на пакет струи пропиточного состава, цилиндрический индуктор для сушки пакетов, расположенный горизонтально и жестко закрепленный на корпусе соосно с поворотным устройством, манипулятор, магазин с изделиями, выполненный в виде цепной конвейерной линии, узлы зажима изделий с приводами вращения, расположенные на поворотном устройстве симметрично относительно его оси, и концемтраторы магнитного поля, расположенные на внешней поверхности индуктора, дополнительно снабжена сьемной сборочной оправкой для размещения пакеел
vj О
ел ю
ч|
««
1чЭ
та, установленной а узле зажима, и двухвалковым механизмом нанесения клеящего состава на боковую поверхность пакета магнитопровода.
Введение в установку двухвалкового механизма нанесения клеящего состава на боковую поверхность пакета магнитопрово- да позволяет расширить технологические возможности установки, так как нь ней можно не только пропитывать обмотки ротора и статора, но и осуществлять склейку пакетов магнитол роводов.
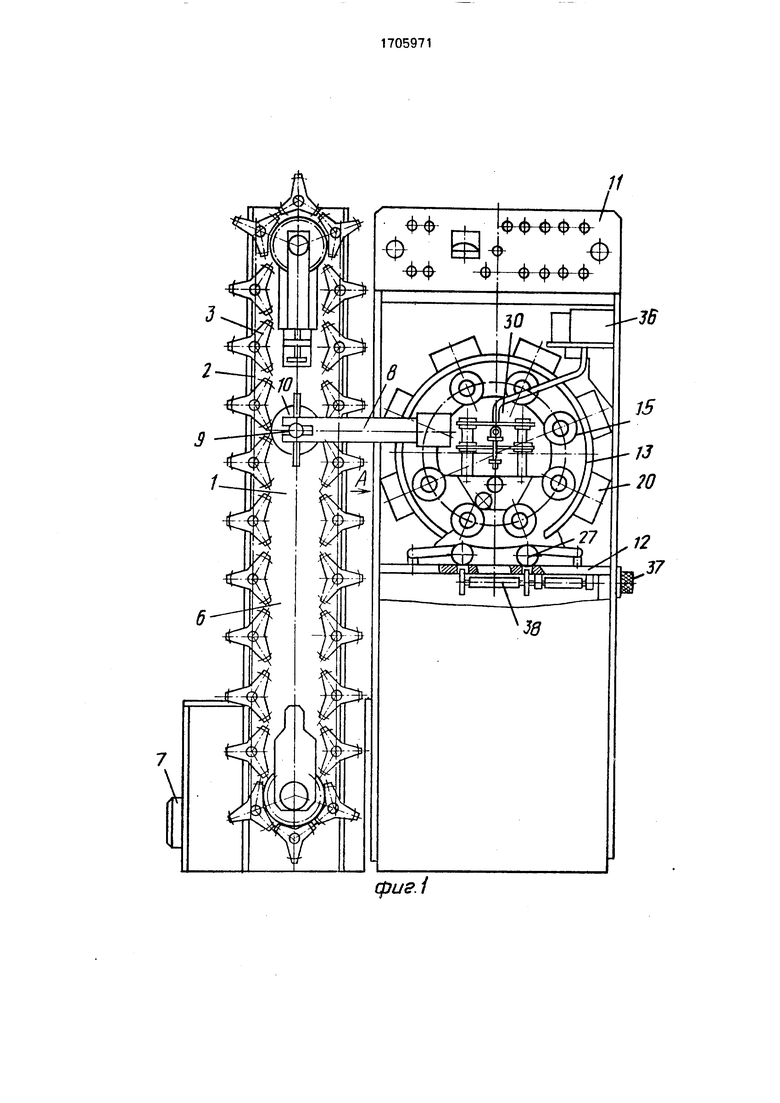
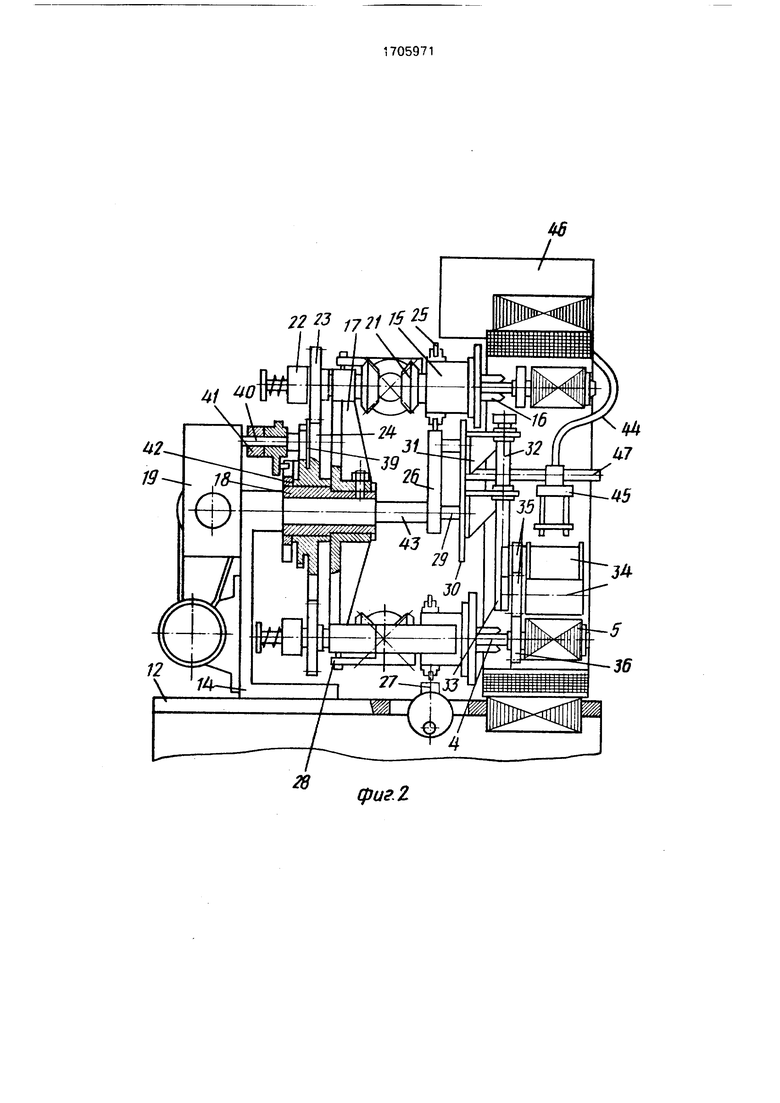
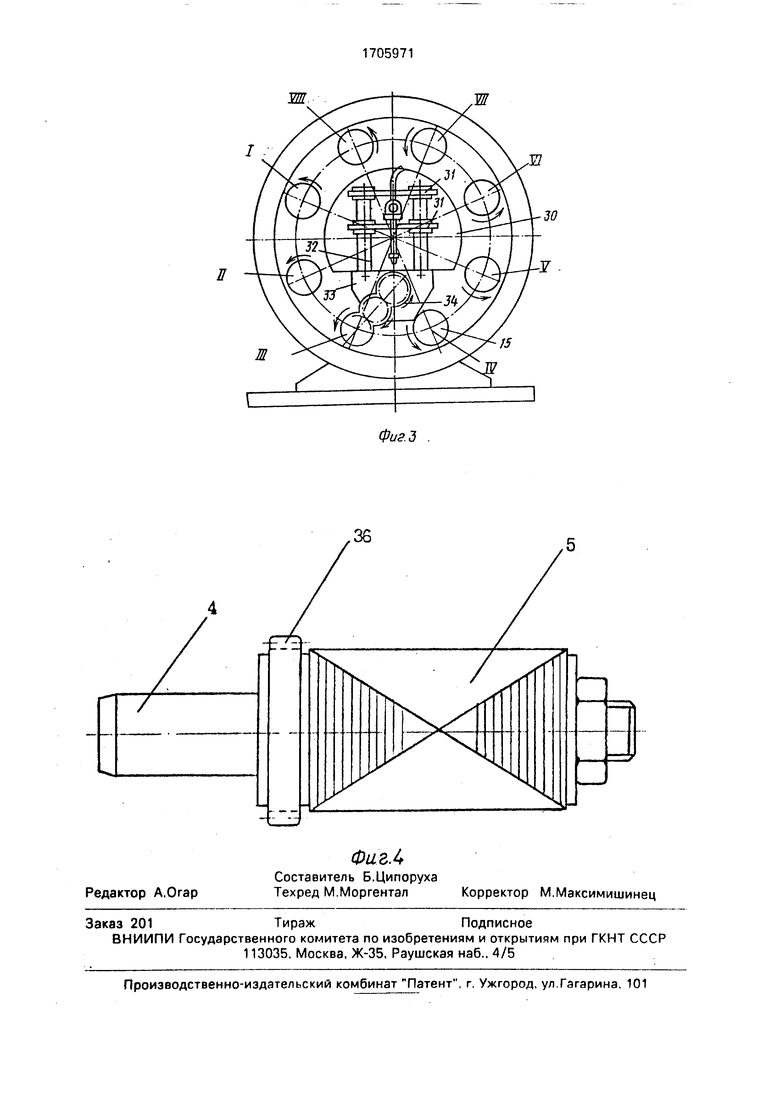
На фиг,1 схематически изображена установка, общий вид; на фиг.2 - вид по стрелке А на фиг., поворотное устройство; на фиг.З - устройство для нанесения клея на пакет мзгнитопровода; на фиг.4 - сборочная оправка.
Установка дня пропитки и сушки обмоток электрических машин содержит магазин 1, состоящий из цепного конвейера 2 с приспособлениями 3 для зажима сьемных сборочных оправок 4 с пакетами пластин магнитопроводов 5, установленного на корпусе 6, и привода 7.
Привод 7 предназначен для перемещения цепного конвейера 2, установленного вертикально, на шаг, равный расстоянию между приспособлениями 3. Рука 8, закрепленная на каретке 3 манипулятора 10. установленного ня корпусе 6, снабжена схватом (не показан) и возможность переме- . щения но горизонтальной оси и поворота относительно горизонтальной оси, а также осуществляет связь магазина с установкой пропитки.
Установка пропитки содержит блок 11 управления, корпус 12 с расположенными на нем цилиндрическим индуктором 13 для нагрева и сушки пакетов магнитопроводов 5, многоместным поворотным устройством 14, состоящим из узлов 15 зажима сборочных оправок 4, установленных внутри индуктора 13 шарнирно с возможностью наклона радиально к оси, с закрепленными на них штырями 16, кронштейнов 17, установленных на втулке 18, и привода 19. На наружной поверхности индуктора 13 напротив узлов 15 зажима закреплены концентраторы 20 магнитного поля. Каждый узел 15 зажима содержит три конические шестерни 21, дисковую муфту 22 и зубчатое колесо 23, которое связано с блоком зубчатых колес 24. На корпусах узлов 15 зажима закреплены ролики 25, установленные с возможностью взаимодействия с копирами 26 и 27, и упоры 28. На копире 26, установленном кон- центрично индуктору 13. жестко установлен дтзухвалковый механизм 29 нанесенил клеящего состава, содержащий плиту 30 с кронштейнами 31, на которых установлены с возможностью свободного вертикального перемещения направляющие колонки 32. В нижней части направляющих колонок 32 закреплена траверса 33 с валками 34, снабженными зубчатыми колесами 35. Валки 34 посредством зубчатых колес 35 имеют возможность взаимодействия между собой и с зубчатым колесом 36 сборочной оправки 4
0 на позиции нанесения клея. Копир 27 установлен на корпусе 12 у основания индуктора 13 с возможностью регулирования. Регулировка и фиксация узла осуществляются ручкой-лимбом 37, установленным с воз5 можностью взаимодействия с копиром 27 через ось 38. Привод 19 связан через зубчатое колесо с блоком зубчатых колес 24 и через муфту 40 и поводок 41 с мальтийским крестом 42, который жестко закреплен на
0 втулке 18, посаженной на оси 43. Гибкие трубопроводы 44 с соплами 45 соединены с дозатором 46, установленным над индуктором 13. Сопла 45 установлены на кронштейне 47, который закреплен на плите 30.
5Блок 11 управления предназначен для выдачи команд на исполнительные элементы .установки в соответствии с циклограммой их работы и сигналами обратной связи, поступающими от индуктивных датчиков.
0Установка работает следующим образом.
На позиции I (поворотного устройства) осуществляется загрузка-выгрузка сборочных оправок с пакетами и их предваритель5 ный нагрев. На позиции II происходит дальнейший нагрев пакетов, на позиции III - нанесение клеящего состава на пакеты, на позиции 4-8 - полимеризация клеящего состава.
0Во все приспособления 3 магазина 1 оператор загружает предварительно собранные сборочные оправки 4 с пакетами пластин магнитопровода 5, кроме позиции загрузки-выгрузки сборочных оправок.
5 При этом рука 8 манипулятора 10 находится в горизонтальном (правом) положении напротив узла 15 зажима сборочных оправок 4. По приборам, находящимся на панели блока 11 управления, задают необ0 ходимые режимы (время нанесения клеящего состава, напряжение на цилиндрическом индукторе 13 и расход клеящего состава), необходимые для обработки изделий, в зависимости от габаритов склеиваемых паке5 тов.
Работа в автоматическом режиме происходит следующим образом.
После нажатия на кнопку Пуск на панели блока 11 управления рука 8 манипулятора 10 совершает прямолинейное
движение вперед к установке пропитки, срабатывает захват, затем рука 8 отводится назад в исходное положение, совершает поворот вверх (влево) и движется вперед к приспособлению 3 магазина 1, захват разжимается и рука 8 отводится назад После этого цепной конвейер 2 совершает движение на шаг, подавая сборочную оправку 4 с пакетом магнитопровода 5 на позицию загрузки-выгрузки. Далее рука 8 движется вперед к магазину 1, захватывает сбором- ную оправку из приспособления 3 и отводится назад. Затем она совершает поворот вправо, прямолинейное движение вперед к узлу 15 зажима, вставляет сборочную оправку 4 в узел 15 зажима поворотного уст- ройства 14, захват разжимается и рука 8 отводится назад в исходное положение. При этом включается привод ТУ и подается напряжение на индуктор 13. В дальнейшем вращение привода 19 и подача напряжения на индуктор 13 осуществляются постоянно. Вращение привода 19 передается через блок зубчатых колес 24 на узлы 15 зажима, которые непрерывно вращаются на всех позициях. По истечении заданного времени нанесения клея происходит поворот многоместного поворотного устройства 14 на шаг и изделие переводится на позицию II (где продолжается нагрев оправки с пакетом). Поворот многоместного поворотного уст- ройства 14 осуществляется включением кулачковой муфты 40, при этом через поводок 41 вращение передается на мальтийский крест 42 и кронштейны-17. Вращение узлов 15 зажима при этом не прекращается. После поворота многоместного поворотного устройства 14 рука 8 манипулятора 10 совершает описанный цикл движений и на позиции I устанавливается вторая сборочная оправка 4 с пакетами пластин магнито провода 5.
После второго поворота многоместного поворотного устройства 14 первая сборочная оправка оказывается на позиции нанесения клеящего состава, при этом зубчатое колесо 36 сборочной оправки вступает во взаимодействие с зубчатыми колесами 35 валков 34, которые начинают вращаться с такой же скоростью, что и сборочная оправка. Оператор включает дозатор 46, и нэ по- зиции нанесения клеящего состава клеящий состав через гибкие трубопроводы
44 и сопла 45 полива подается на верхний валок 34, с верхнего валка клеящий состав распределяется по валку-формирователю (выставленному с определенным зазором по отношению к верхнему валку), что обеспечивает необходимый слой клеящего состава. С валка-формирователя клеящий состав наносится непосредственно на наружную поверхность пакета магнитопровода и за счет действия капиллярных сил проникает внутрь пакета. По истечении заданного времени цикл поворота многоместного поворотного устройства 14 и движение руки 8 манипулятора 10 повторяются и первая сборочная оправка 4 переводится на следующую позицию.
Дозатор 46 автоматически отключается в момент начала поворота многоместного поворотного устройства 14 и включается вновь только после того, как рука 8 манипулятора 10 отработает цикл загрузки-выгрузки следующего изделия и установится в исходное положение. После прохождения изделиями полного цикла обработки (нагрев, нанесение клеящего состава, полимеризация) рука 8 вынимает сборочную оправку 4 с пакетом магнитопровода 5 из узла 15 зажима поворотного устройства 14 и устанавливает в свободное приспособление 3 магазина 1, а из магазина 1 берет новую сборочную оправку с пакетом магнитопровода и устанавливает ее в узел зажима поворотного устройства 14.
Изобретение позволяет повысить производительность и снизить трудоемкость при изготовлении пакетов магнитопрово- дов электрических машин, а также расширить технологические возможности установки.
Формула изобретения
Установка для пропитки и сушки обмоток электрических машин по авт. св. № 1568167, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения капиллярной пропитки пакетов магнитопроводов и последующего их склеивания при термообработке, установка снабжена съемной сборочной оправкой для размещения пакета, установленной в узле зажима, и двухвалковым механизмом нанесения клеящего состава на боковую поверхность пакета магнитол ро вод а.
;/
ff
15
cpue.i
rC5
Ю
о гШ
Л
W
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2025028C1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1714759A2 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Автоматическая линия для сборки якоря электрической машины | 1988 |
|
SU1661921A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Станок с устройством автоматической смены инструмента | 1987 |
|
SU1472209A1 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1981 |
|
SU1034869A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
Изобретение относится к электротехнике. Цель изобретения - расширение технологических возможностей путем обеспечения капиллярной пропитки пакетов магнитопроводов и последующего их склеивания при термообряботкз Установка снабжена сьемной сборочной справкой для размещения пакета, устанорленной и узле зажима, и двухвалковым механизмом для нанесения клеящего состава на боковую поверхность пакета мзгнитопровода. 4 ил.
/
ФагЗ .
7
| Авторское свидетельство СССР N 1568167.кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
