1
(61) 553031
(21)4662365/12
(22)15.03.89
(46) 07.03.91. Бюл. № 9
(71)Производственное объединение Пермский машиностроительный завод им„ Октябрьской революции
(72)Ю.Е.Чудинов
(53) 621.778.28(088.8)
(56) Авторское свидетельство СССР
№ 553031, кл. В 21 F 35/02, 1977.
(54) АВТОМАТ. ДЛЯ НАВИВКИ ПРУЖИН (57) Изобретение относится к станкостроению, в частности к станкам для изготовления пружин, и позволяет расширить технологические возможности
автомата путем изготовления пружин с прямыми концами, имеющих участки с противоположным направлением навивки, соединенных прямым участком Автомат содержит подающие ролики 1, шаговую лапку 2, оправку 3, радиусный упор 4, направляющие планки 5, вал 8 с роликом 9 на рычаге 10, ограничительный винт 11. Направляющие планки 5 установлены в подпружиненной державке 6, насаженной на ось 7. Новым в автомате является то, что он снабжен дополнительным радиусным упором 12 противоположной навивки, который в исходном положении находится вне плоскости навивки, а в рабочем положении - в плоскости навивки. 5 ил.
(Л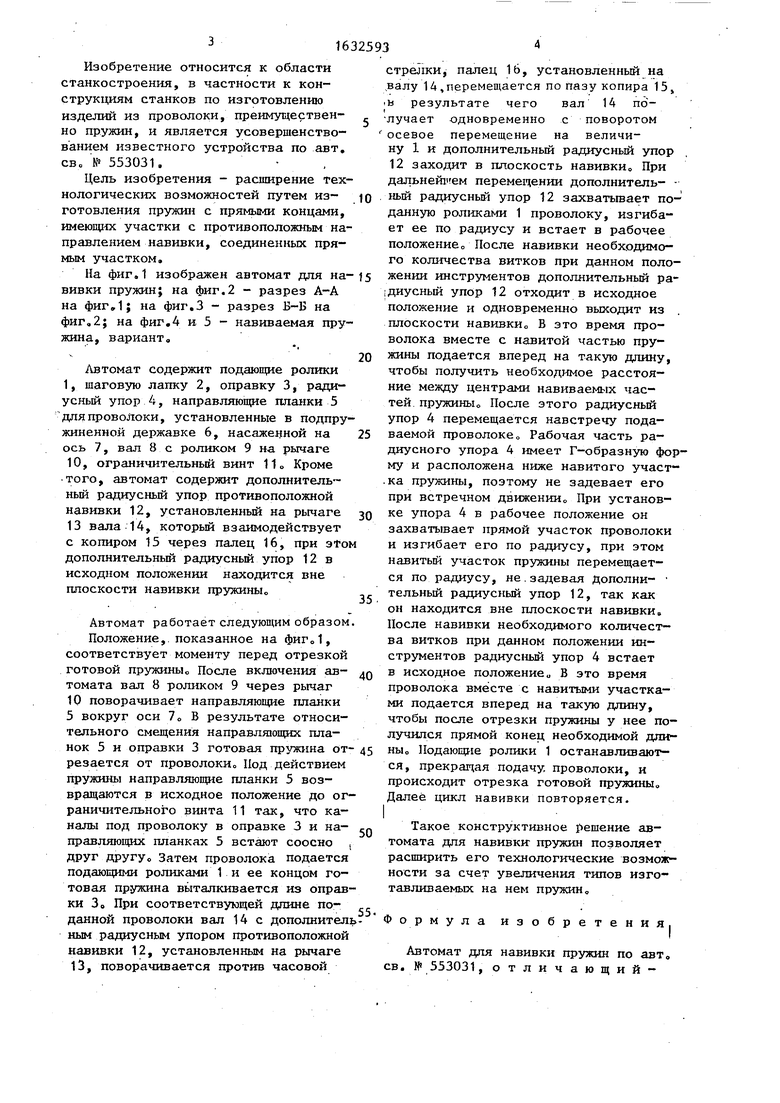
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1975 |
|
SU553031A1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| СПОСОБ НАВИВКИ ПРУЖИН С ФИГУРНЫМИ КОНЦАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147964C1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416250A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Станок для навивки пружин с витками многоугольного профиля | 1946 |
|
SU69098A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Автомат для навивки пружин | 1987 |
|
SU1447501A1 |

(Ч)
Изобретение относится к области станкостроения, в частности к конструкциям станков по изготовлению изделий из проволоки, преимуществен- но пружин, и является усовершенствованием известного устройства по авт. св„ № 553031.
Цель изобретения - расширение технологических возможностей путем из- готовления пружин с прямыми концами, имеющих участки с противоположным направлением навивки, соединенных прямым участком.
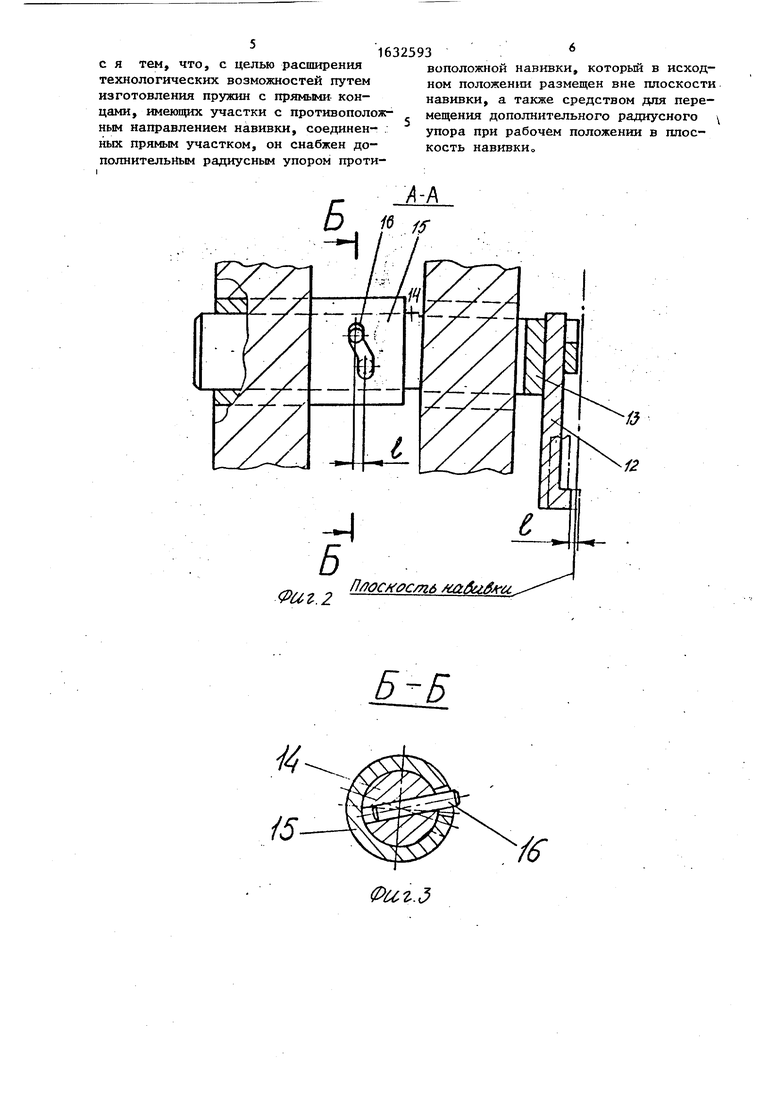
На фиг.1 изображен автомат для навивки пружин; на фиг.2 - разрез А-А на на фиг.З - разрез Б-Б на фиг.2; на фиг.4 и 5 - навиваемая пружина, вариант,
Автомат содержит подающие ролики
1, шаговую лапку 2, оправку 3, радиусный упор 4, направляющие планки 5 для проволоки, установленные в подпружиненной державке 6, насаженной на ось 7, вал 8 с роликом 9 на рычаге 10, ограничительный винт 11 Кроме того, автомат содержит дополнитель™ ный радиусный упор противоположной навивки 12, установленный на рычаге 13 вала 14, который взаимодействует с копиром 15 через палец 16, при этом дополнительный радиусный упор 12 в исходном положении находится вне плоскости навивки пружины
Автомат работает следующим образом
Положение, показанное на фиг01, соответствует моменту перед отрезкой готовой пружиныо После включения автомата вал 8 роликом 9 через рычаг 10 поворачивает направляющие планки 5 вокруг оси 7о В результате относительного смещения направляющих планок 5 и оправки 3 готовая пружина от- резается от проволоки Иод действием пружины направляющие планки 5 возвращаются в исходное положение до ограничительного винта 11 так, что каналы под проволоку в оправке 3 и направляющих планках 5 встают соосно друг другуо Затем проволока подается подающими роликами 1 и ее концом готовая пружина выталкивается из оправ ки 30 При соответствующей длине поданной проволоки вал 14 с дополнителным радиусным упором противоположной навивки 12, установленным на рычаге 13, поворачивается против часовой
о
5 0
0
5стрелки, палец 16, установленный на валу 14 ,перемещается по пазу копира 15,
в результате чего вал 14 поi
лучает одновременно с поворотом
осевое перемещение на величину 1 и дополнительный радиусный упор 12 заходит в плоскость навивки При дальнейшем перемещении дополнитель- - ный радиусный упор 12 захватывает поданную роликами 1 проволоку, изгибает ее по радиусу и встает в рабочее положениео После навивки необходимого количества витков при данном положении инструментов дополнительный радиусный упор 12 отходит в исходное положение и одновременно выходит из плоскости навивки В это время проволока вместе с навитой частью пружины подается вперед на такую длину, чтобы получить необходимое расстояние между центрами навиваемых частей пружины После этого радиусный упор 4 перемещается навстречу подаваемой проволоке Рабочая часть радиусного упора 4 имеет Г-образную форму и расположена ниже навитого участ- .ка пружины, поэтому не задевает его при встречном движении При установке упора 4 в рабочее положение он захватывает прямой участок проволоки и изгибает его по радиусу, при этом навитый участок пружины перемещается по радиусу, не задевая Дополни- тельный радиусный упор 12, так как он находится вне плоскости навивки. После навивки необходимого количества витков при данном положении инструментов радиусный упор 4 встает в исходное положение„ В это время проволока вместе с навитыми участками подается вперед на такую длину, чтобы после отрезки пружины у нее получился прямой конец необходимой длины Подающие ролики 1 останавливаются, прекращая подачу, проволоки, и происходит отрезка готовой пружины Далее цикл навивки повторяется.
I
Такое конструктивное решение автомата для навивки пружин позволяет расширить его технологические возможности за счет увеличения типов изготавливаемых на нем пружин
Формула изобретения.
Автомат для навивки пружин по авт0 св. № 553031, отличающийФиг. 2
Ллосхес/пб лабибш.
Б-Б
Фиг.З
Фиг. У
Редактор Л„Гратилло
Составитель А0Ксенофонтов
Техред Л.Олийнык Корректор В„Гирняк
Заказ 577
Тираж 358
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб„, д. 4/5
риг.3
Подписное
