Известшз станки для изготовления деревянных из tj::;.-оры путем наматывания на оправку ujnona и.ьи переклепки шпона посредством враш.аюп.ихся вокруг оправки катушек, на которые надеты бухты шпона или переклейкл из njnona.
Чтобы сделать такого рода станки пригодными для изготовления труб ограниченной длины, нредлагается применять оправку, длина которой соответствует длине изготовляемо трубы, и сообщать такой оправке осевое движение, кинематически связанное с врашенио.: катуп1ек, несун1,их бухты шпона. Могут быть также применены и неско.аько расположенных по одной оси онравок, между которыми остаются кольцевые зазоры, облегчаюшие разрезание трубы.
Для облегчения съема труб с оправок последние могут быть выполнены разжимными, раздвигаемыми конусомСпособ изготовления трубы состоит в том, что на оправк:: соответствуюшей длины наматываются слои шпона или переклеПки из шпона.
Для этой цели применяются два связанные друг с другом дв 1 кения: а) поступательное движе1ше оправки, на которую наматывается шпоп (переклейка) п б) вращение вокруг нее катушки или irraro ycTpoficTBa, несущего бухту шпонки (переклейки)Онравки располагаются носледовательно одна за друго11 таь:им образом, что образуется ненрерывное движение всего набора оправок. Шпоп навивается как бы на бесконечную оправку. По мере образования трубы производится на концах оправок закрепление ниюна и труба разрезается в местах стыка оправок. Сущка труб (для полимер.изации клея) производится известным способом. Готовые трубы снилзаются с онравок. В целях облегчения сняти5 труб оправки
с изменяемым диаметром (разжилгные).
Nb 70577- 2 -
В леоблодимых случаях на высушенную трубу (или предварптельU) подсушенную) может бьть наложено еще несколько слоев шпона.
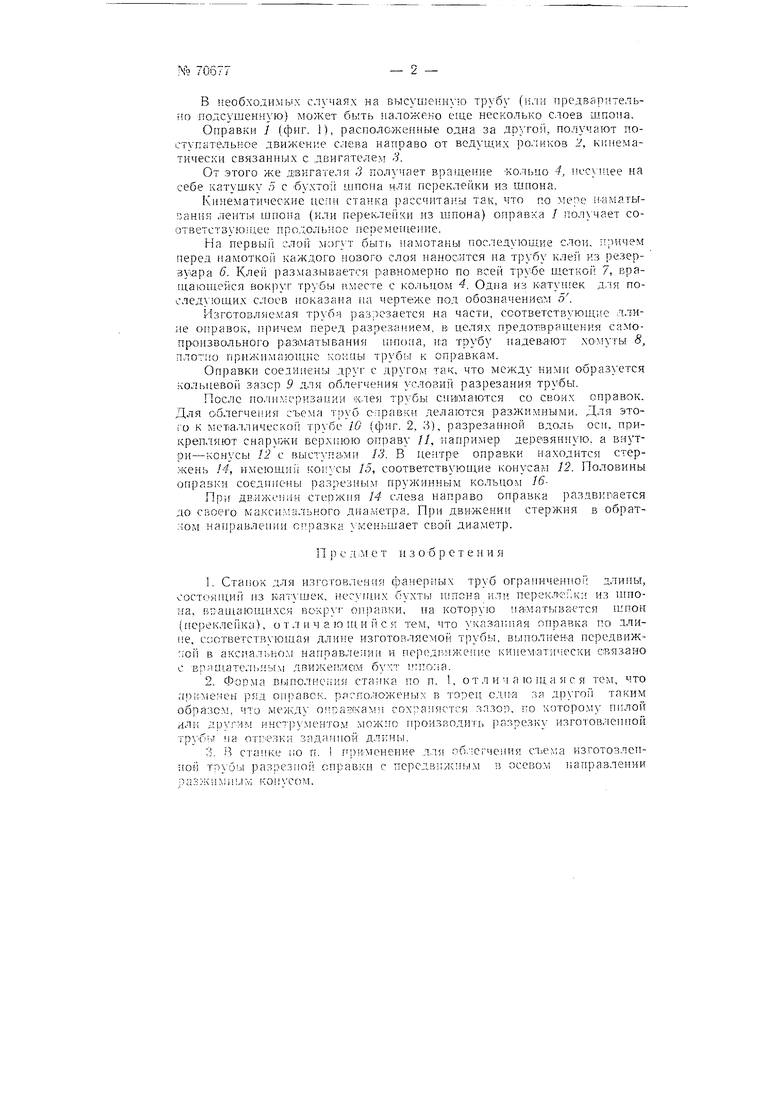
Оправки (фиг. 1), расположенные одна за Apyroii, получают поступательное движение слева направо от ведущих ро.ликов I-, К1;нематичеекн связанных с двигателем /Л
От этого же двигатели 3 получает врап1.ение -кольцо 4, несупее на себе катушку 5 с бухтоГ шпона или переклейки из шнона.
Кинематические neiui станка рассчитаны так, что по меое Их1маты :;анн5; лепт1 щнона (или нерекле1 1ки из щпона) оправка получает соответствую niee продольное перемен1,.
На первый слой могут быть намотаны последуюидке слон, причем перед намоткой каждого нозопо слоя наносится на трубу клен из резерsyiapa 6. Клей размазывается равномерно по всей трубе шеткой 7, вращаюпийся вокруг трубы вместе с кольцом 4. Одна из для последующих слоев показана па чертеже под обозначением 5.
Изготовляемая трубч разр/езается на части, соответствуюииге |Длиие оправок, причем перед разрезанием, в целях предотврап1ения самопроизвольного разм/атывания ninoiia, па трубу надевают хомуты 8, плотно прижимающие копны трубы к оправкам.
Оправки соединены друг с другом так, что между ними образуется кольпевой зазор 9 для облегчения условий разрезания трубы.
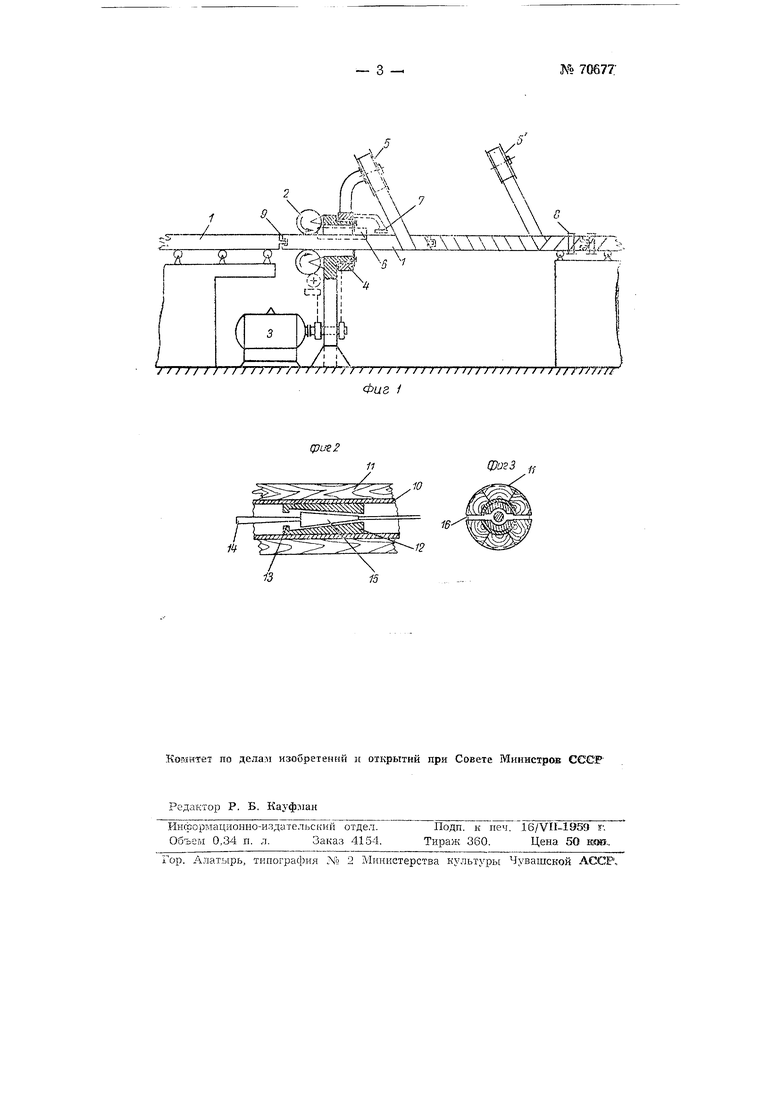
После нолил;еризании клея трубы снимаются со своих оправок. Для облегчения съема труб О .травкп делаются разжимными. Для этого к 1 ;ет1аллнческой трубе W (фиг. 2, 3), разрезанной вдоль оси, прикрепляют снаружи верхнюю оправу 11, например дер-евянную. а внутри-конусы 12 с выступали 13. В центре оправки находится стержень 14, пмеющи KOinCbi 15, соответствующие конусам 12. Половины оправки соединены paзpeзны v пружинным кольцом 16При ДЕ.нжепии стержня 14 слева направо оправка раздвигается до своего максимального диаметра. При движении стержня в обратлом направлении справка уменьшает свой ди.аметр.
П р с д :М е т н 3 о б р е т е н и я
1.Станок для изготовления фанерных труб ограниченно ; длины, состоящий из катушек, несущих бухты njnoHa или перек.,ки из пшопа, В; ащаюн1нхся вокруг оправки, на которую иа1матываСтся щпон (переклейка), о т л и ч а ю HI, н и с к тем, что указатщая оправка по длине, соответству 01пая длине изготовляемой трубы, выполнена передвиж:;ой в акс;алг,но.м наггравлеиии и переди-ижеПе кипем атгПески связано с вряп1ате.:п,нь(м дви)кеп, пптола.
2.Форма Влполнения станка по п. 1, от л и ч а ю HUI я с я тем, что apii-мемен 11яд оправок, рагпо.тОЖеных в торен о,|,Па за другоГ: таким образом, что между оппаэкамп сохраняется зазор, по которому пилой или другим ннструменто.м можно производить |)азрезку изготов.пеииой на OTpie3KH задашюй д.Я1Тньг
3.Р станке но г;. I при:мепение для об.;сгчения сЛ)ема изготовленной труб,)1 разрезной оправки с персдвплсНгПм в осевом Г1анравлении оаз ки1;пыл-; .
s r
1i
L-.p
i)
г MI
II1 / )
///// // /////// // I / ///////////////////////// /TTTTTf
V
фигЗ
