тельной камерой, соедшгенной с источником .сжатого воздуха, и средство ддя регулирования подачи сжатого воздуха f2. При использовании известного конвейера в установке для изготовления отливок левый его барабан может вращаться прерывис 0 и сжатая среда может подаваться либо постоянно, либо гфёрывисто. В этом случае 1верхний прогон ленты вместе с формой, установленной на нем происходит поэтапно, но Даже если трение совершенно отсутствует (пра тически трение не может быть устранено пол ностью) , продольное наряжение лёнтьт меняется во время ускорения и эамедпейия и в (вязй с этим указанная часть ленть удлиняется и укорачивается. Во время удлинения ленты стыки между частями 4 oP irB pfШпгся разойтись, в результате чего создаётся неточность в получаемых отливкахг сжатие йенты приводит к излишнему контактному ШёШюШШу Шу1 чястягт i opMti, что создаёт вредное воздействие на Целью изобретения является уменьшение :йрЬдЬльного изменения длины лентй дая по вышения качества . : Шли1йЙеШгается тем, что конвейер снаб жен двумя поддерживаюошми злементами, выполненными в виде гребенок и укрепленiilibiNu под верхней ветвью лейты с двух сто|р6н конвейера между его барабанами, а пер:фориро|1анная 1шита Выполнена с воэмож; ностью в6звра1ТНЬ-пЬступательног6 перемещени в плоскости, параллельной пр6;ц6льной Ьси конвейера, при зтом её противопрложные сто ронь1,перпендикулярные к продольной оси конвейера, имеют форму гребенок,, взаимодей ствующих с гребенками поддерживающих эле ментов.- На фиг. 1 схематически изображен предлаг емый конвейер, вид сбоку с частичным разрезом; на фиг. 2 -- то же, вид сверху (без литейной формы) с вырывом в конвейерной ленте, , УстройствЬ 1 служит для последовательног изготовления одинаковых составных частей 2 формь из песка или подобного материала, прессуемого между двумя вертикальНьгми шаблонами. После йзйтовления в устройстве 1 части 2 формы выталкиваются на направляющую 3, ведущую на заливку, на которой они собираются в плотную стопу, образуя литейную форму с одной или .несколькими литейными полостями 4 на каждом стыке 5 Заливка металла может быть вьшолнена вручную или посредством автоматически дей ствующего устройства. Направляющая 3 включает в себя непод вШкнуК) HHJKiiio o плиту 6, идущую от уст692547ройства 1, подвижную направляющую 7, ведущую к позиции выбивки, и промежуточньш конвейер 8. Направляющая 7 ггредставляет собой направляющую скольжения для литейной формы, но она может быть также ленточным конвейером илн конвейером типа подвижной колосниковой решетки. Конвейер 8 вьшолнен в виде бесконечной гибкой конвейерной ленты 9, обегающей пару холостых барабанов 10 на небольшом расстоянии от . нижней плиты б и подвижной направляющей 7 скольжения, которые расположены вровень с верхней ветвью ленты. Ниже верхней ветви ленты установлено несколько опорных роликов И для поддержания перфорированной плиты 12, длина которой несколько меньше, чем расстояние между осями барабанов 10, и которая перемещается возврат-, но-поступательно между этими барабанами, как показано двойной стрелкой 13, Это перемещение может быть осуществлено механическим, гидравлическим, пневматическим или электрическим способом либо сочетанием этих способов. Плита 12 снабжена болышм количеством отверстий 14. Последние имеют выход на верхней Поверхности плиты и сообщаются с распределительной камерой 15, присоединенной к нижней поверхности плиты и нмею1щей присоединительный патрубок 16, через который периодически подается сжатый воздух. Ход возвратно-поступательного перемещения плиты 12 может быть регулируемым ив большинстве случаев Должен быть равен, по меньшей мере, толщине (осевой длине) части 2 формы. Плита 12 показана в правом крайнем положении, в котором ее правый конец расположен очень близко к соседнему барабану 10. Этот конец плиты вьшолнен в виде гребенки с выступами 17, длина которых Немного больЩе максимального хода плиты и которые входят в промежутки между неподвижнькмй выступами 18. Подобное гребенчатое устройство с выступами 17 плиты и неподвижными выступами 18 имеется и у левого ребёрсивного барабана 10, причем выступы 18 служат в качестве перемычек в промежутке между барабаном 10 и плитой 12. . . - -,. При указанном на чертеже положении посл« добавления к литейной форме дополнительной части 2 плита 12 перемещается влево. При зтом перемещении верхняя ветвь конвейерной ленты 9 прижата к плите, благодаря чему литейная форма перемешается на один Шаг. После окончания этого перемещения в камеру 15 подает сжатый воздух. 5 в результате чего плита 12 может быть передвтгута назад в исходное положение без перемещения вместе с ней ленты 9 и литейной формы. Конвейерная лента может быть в этом положении застопорена расцепляемым стопорньш механизмом. После окончания обратного хода подача сжатого воздуха прекращается, после чего конвейер 8 rofOB для сл1вдующей операщ1и. Эффективная длина хода формы при каждом щаге подачи может быть отрегулирована путем регулировки хода плиты 12, Кроме того, задавая плите постоянный ход, мож но управлять подачей сжатого воздуха, разрьгаая приводной фрикционный кгонтакт между плитой и конвейерной лентой после Перемещения, формы на требуемое расстояние, -после чего плита будет перемещаться вхолостую на остальной части хода вперед и на Протяжений всего обратного хода. / В некоторых случаях конвейерную ленту 9 можно не применять или заменить ее полосовым или листовым материалом, например тонким пластиковым листом, который подается от питающего рулона на плиту 12 на ее приемном конце и отводится от нее на другом ее конце, а также продвигается с литейной формой вплоть до позиции выбивки. Формула изобретения i Конвейер для перемещения горизонтальной стопки литейных безопочных форм,содержа71щий бесконечную вертикально-замкнутую ленту с барабанами, под верхней ветвью которой расположена перфорированная плита с распределительной камерой, соединенной с источником сжатого вЪздуха, и средство для ; регулирования подачи сжатого воздуха, от :л и ч а ю щ и и с я тем, что, с целью уменьщення продольного изменения длины ленты для повыщёния качества .отливок, он снабжен двумя поддерживающими элементами, выполнеиныйи в гребенок и укрепленными под верхней ветвью ленты с двух сторон конвейера межЛу его барабанами, а перфорированная плита выполнена с возможностью возвратно-поступательного перемещения в плоскости, параллельной продольной оси конвейера, при зтом ее протнвоположные стороны, перпендикулярные к продольной оси конвейера, имеют форму гребенок, взаимодействующих с гребенками поддерживающих элеменИсточники информации, принятые во внимание при экспертизе 1,Патент Дании N 119373, кл. С 25/00, 1971. 2.Брощюра Подъемно-транспортное оборудование. Ленточные конвейеры с воздущной подушкой. НИИИНФОРМТЯЩ1АШ, 6-74-40, 1974, с. 1-14.
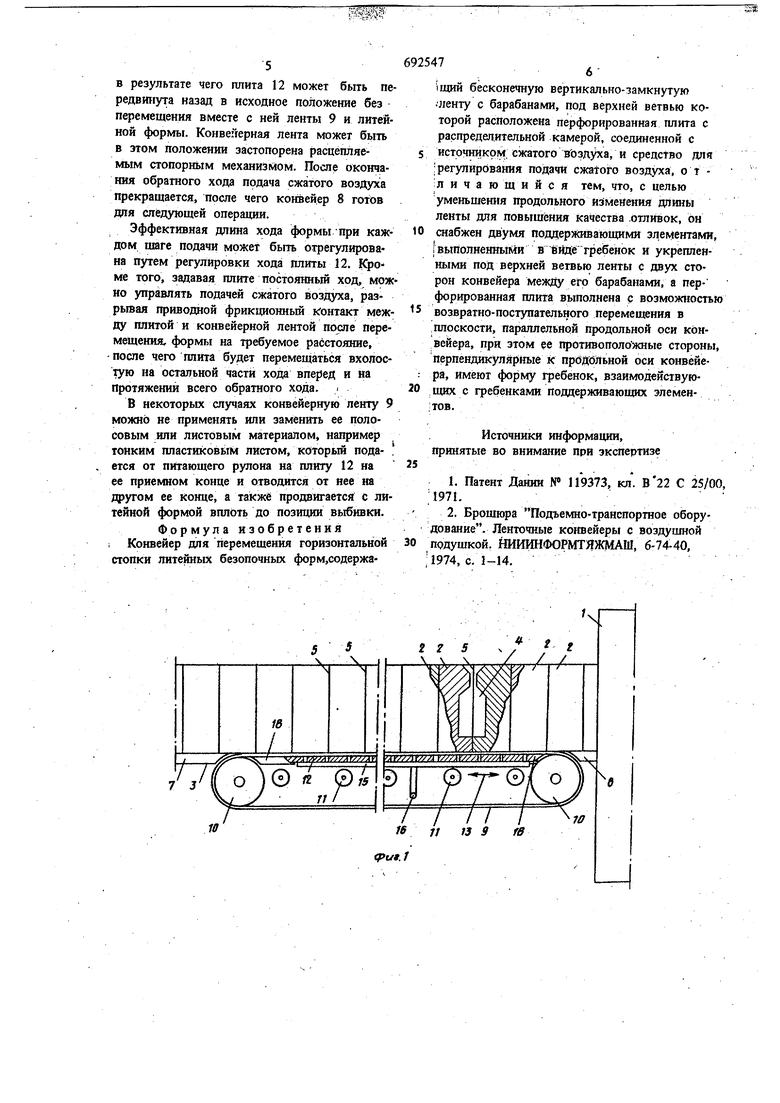

7 J рив.1
