Изобретение относится к металлургии и может быть использовано для прессования форм и деталей форм, предназначенных для автоматизированной установки литья.
Известен пресс для прессования частей формы, содержащий станину, по меньшей мере одну камеру, средство для размещения модели в камере, средство для заполнения камеры материалом формы и средство для прессования формы [1] .
Известный пресс для прессования частей формы, содержащий станину, по меньшей мере одну камеру, средство для размещения модели в камере, средство для заполнения камеры материалом формы, прессующую плиту и средство для прессования материала формы [2].
В известном прессе для направления прессующих плит и камер используют одни и те же направляющие, которые позволяют камерам принимать наклонное положение при прессовании форм. Особенно большие сдвигающие усилия возникают при прессовании форм с внутренней асимметрией. Это приводит к низкой точности форм, отливаемых в формах деталей и к серьезным неполадкам в работе автоматизированной литейной установки.
Целью изобретения является устранение указанных недостатков.
Для этого известный пресс снабжен жестко закрепленными на станине направляющими для крепления и подвижного удерживания в станине пресса каждой камеры пресса, жестко закрепленными на станине направляющими для крепления и скользящего удерживания в станине пресса каждой плиты, причем направляющие камер и направляющие плит пресса закреплены на станине независимо друг от друга.
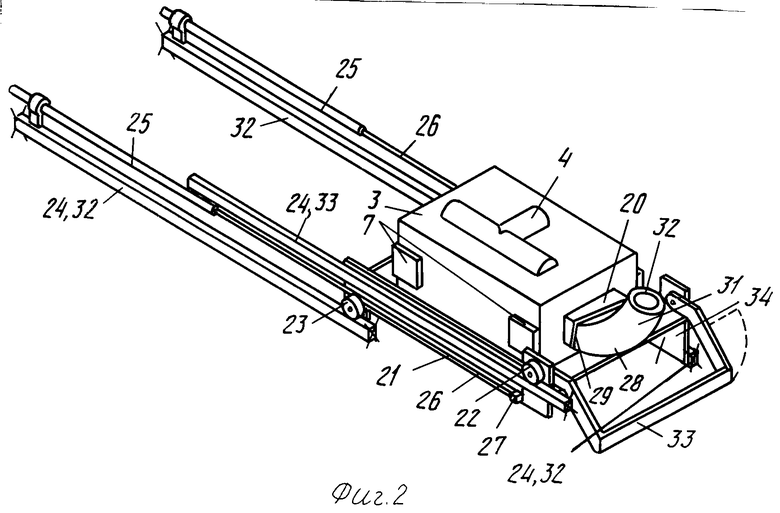
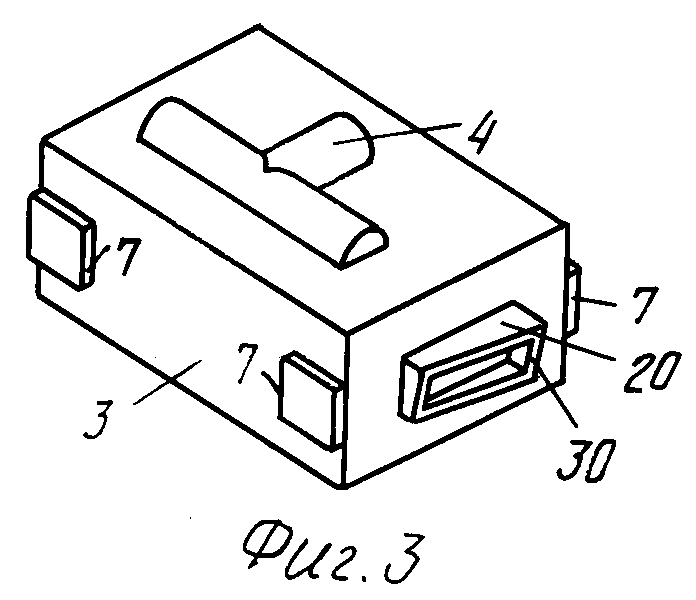
На фиг.1 показаны детали, которые являются активными главным образом во время операции прессования; на фиг.2 - средство, при помощи которого держатель модели движется в пресс и из него; на фиг.3 - держатель модели.
Прессующее средство (см. фиг. 1) предназначено для одновременного прессования двух половин формы. Верхнюю половину формуют в верхней камере 1 пресса посредством формовочного песка между верхней плитой 2 пресса и верхней стороной держателя 3 модели, на который помещена для этой цели верхняя модель 4, и в нижней камере 5 пресса, где прессование осуществляются между нижней плитой 6 пресса и нижней стороной держателя 3 модели, на котором прикреплена нижняя модель.
В рабочем положении держателя 3 модели (см. фиг.1) держатель удерживается направляющими блоками 7, которые выступают от стороны держателя модели и зацепляются за соответствующие горизонтальные направляющие (не показаны) в станине пресса.
Верхняя плита 2 пресса соединена с верхней рамой 8 пресса через ножки 9 плиты пресса, которые сравнительно тонкие и поэтому передают только небольшие поперечные усилия от верхней плиты 2 пресса верхней раме 8 пресса.
Верхняя рама 8 пресса вертикально подвешена с возможностью ее скольжения посредством направляющих ползушек 10 на паре направляющих 11 рамы пресса, которые своими концами прикреплены к станине. Нижняя плита 6 пресса соединена аналогичным образом с нижней рамой пресса (не показана), которая подвешена вертикально с возможностью ее скольжения на вертикальных направляющих (не показаны), прикрепленных к станине подобным образом, как направляющие 11.
Для изготовления формы держатель 3 модели с его моделями можно поместить в правильное положение до начала каждого цикла прессования, причем это позволяет удалять верхнюю и нижнюю части формы, изготовленные посредством прессования (не показаны), верхнюю и нижнюю камеры 1 и 5 пресса посредством направляющих ползушек соответственно 12 и 13, подвешенных вертикально с возможностью скольжения на направляющих 14 верхней камеры, соответственно группу направляющих нижней камеры или вспомогательные направляющие 15 камеры.
Направляющие 14 и 15 камеры (из которых на чертеже показана только одна направляющая из каждого комплекта) прикреплены своим концом к станине. Следует отметить, что направляющие рамы пресса, из которых показаны только верхние, а именно направляющие 11, и направляющие 14 и 15 камеры прикреплены к станине независимо друг от друга, таким образом любые напряжения, которым могут подвергаться одна или группа этих направляющих, не передаются другим.
Кроме того, нижнюю камеру 5 пресса, в противоположность верхней камере 1 пресса, можно удалить, заменить или снова установить, так как она прикреплена с возможностью скольжения в горизонтальном направлении на вспомогательной раме 16, которая образует соединение с направляющими ползушками 13. Нижнюю камеру 5 пресса можно также перемещать в горизонтальном направлении посредством других средств, например револьверного суппорта или подобного средства. Цель удаления - сделать возможным установку стержней на верхней стороне нижней части формы, которая образована посредством прессования против нижней стороны держателя 3 и модели, прикрепленной к нему.
До и, возможно, во время самой операции прессования формовочный песок или другой соответствующий формовочный материал необходимо подавать внутрь камер 3 и 5 пресса. Это можно сделать, например, посредством соответствующего канала, который может проходить через отверстия 17, 18 и 19 в верхней раме 8 пресса, верхней плите 2 пресса, соответственно нижней плите 6 пресса и через соответствующее отверстие в нижней раме пресса (не показано).
Формовочный песок можно подавать посредством сжатого воздуха в баке (не показан) с песком и/или вакуума, который можно прилагать, например, к внутренним полостям камер 1 и 5 пресса через отверстия (не показаны) на верхней стороне, соответственно нижней стороне держателя 3 модели, причем эти отверстия подсоединяются для этой цели к соединителю 10 источника вакуума.
Во время прессования важно, чтобы камеры 1 и 5 пресса были расположены точно относительно держателя 3 модели, так как половинки формы, образованные прессованием, будут не пригодны для заливки на автоматической литейной установке. Однако может создаться наклонная осевая нагрузка на плиты 2 и 6 пресса, особенно если применяемые модели несколько асимметричны относительно плоскостей симметрии пресса и, конечно, эта нагрузка будет передаваться направляющим 11 рамы пресса, таким образом они будут деформироваться наклонной нагрузкой.
Поскольку, например, направляющие 11 пресса прикреплены прямо к станине пресса независимо от направляющих 14 и 15 камеры, то эти деформации не будут передаваться камерам 1 и 5 пресса, которые будут удерживаться таким образом на месте соответствующими направляющими 14 и 15 без помех.
В случае наклонной нагрузки упомянутого типа на плитах 2 и 6 может также возникнуть горизонтальная составляющая противодействующей силы. Для того, чтобы эта горизонтальная составляющая, которая передается соответствующим рамам пресса, направляющим ползушкам и направляющим, была незначительной, ножки 9 плиты пресса, соединяющие плиты пресса с рамами пресса, имеют соответствующие размеры и расположены таким образом, что в случае возникновения поперечных напряжений, они будут упруго пружинить и передавать только сравнительно небольшие поперечные усилия соответствующей камере пресса. Однако ножки не выходят значительно в продольном направлении и по этой причине сторона части формы, обращенная в сторону плиты пресса, будет принимать требуемую ориентацию относительно соответствующей стороны держателя 3 модели, а не соответствующей камеры пресса.
Фиг.2 и 3 показывают, как можно перемещать держатель 3 модели в рабочую позицию, показанную на фиг.1, и из нее.
Держатель 3 модели устанавливают съемно на тележку 21 держателя модели, которая посредством колес 22 и 23 может перемещаться внутрь пресса и из него - по ряду рельсов 24 прикрепленных на станине пресса. Тележка 21 держателя модели может перемещаться в рабочее положение и из него посредством двух толкателей 25, цилиндрическая часть которых прикреплена к станине пресса, тогда как штоки 26 поршней прикреплены к тележке 21 держателя модели посредством крепежных блоков 27.
Посредством точного опорного средства (не показано) держатель 3 модели можно съемно установить на тележке 21 держателя модели. Таким образом, держатель модели можно удалять для замены моделей, ремонта или очистки.
Тележка 21 держателя модели выполнена в форме открытой рамы, таким образом держатель 3 модели может взаимодействовать с верхней камерой 1 пресса и верхней плитой 2 пресса, причем не только с ее верхней стороной и моделью 4, помещенной там, но также - с нижней ее стороной и закрепленной там моделью, с нижней камерой 5 пресса и нижней плитой 6 пресса.
На тележке 21 держателя модели прикреплен вакуумный соединитель 28, который имеет на одном из своих концов 29 соединительную поверхность, предназначенную для герметичного соединения с соединительной поверхностью 30 (фиг. 3) на вакуумном соединителе 20 держателя 3 модели, а на другом своем конце 31 - соединительную поверхность 32 для герметичного соединения с соответствующей соединительной поверхностью вакуумной трубки, прикрепленной к станине.
Соединительная поверхность 30 и также соединительная поверхность вакуумного адаптера расположены не под прямым углом к направлению движения держателя 3 модели, а наклонно к этой вертикальной и горизонтальной плоскостям. Следовательно, герметичное зацепление между соединительными поверхностями может достигаться без горизонтального перемещения держателя 3 модели относительно тележки 21 держателя модели, что важно, когда держатель 3 модели должен направляться на тележке 21 держателя модели посредством вертикальных направляющих штырей (не показаны). Этот эффект, очевидно, достигается главным образом благодаря наклону в вертикальной плоскости. Наклон в горизонтальной плоскости упрощает ввод держателя 3 модели в позицию над его конечным положением на тележке держателя модели, когда это осуществляется посредством револьверного суппорта или подобного средства, на котором держатель модели предварительно закреплен в нерадиальном направлении.
После прессования двух половинок формы в верхней 1 и нижней 16 камерах пресса камеры отводятся друг от друга, при этом они разделяются вдоль частей формы, затем держатель 3 модели перемещается тележкой 21 держателя модели в позицию (не показана) снаружи прессующего средства посредством толкателей 25. Затем обе части формы перемещаются вместе, за счет перемещения соответствующих прессовых камер друг к другу возможно после установки стержней для изготовления формы, которую после этого удаляют из пресса на позицию заливки (не показана).
Такого перемещения готовой формы можно достичь несколькими путями: так, можно поднимать нижнюю прессовую плиту 6 до уровня, где ее верхняя сторона выравнивается с верхней стороной окружающей ее части нижней прессовой камеры 5. Затем форма выталкивается к примеру, в направлении нижней правой стороны с помощью толкателя 33 тележки 21. Причем на этом этапе тележка будет перемещаться за пределы зоны прессования для удаления с нее держателя модели.
Для того чтобы тележка держателя модели могла выталкивать форму из пресса на соответствующий стол или другое приспособление, тележка снабжена толкателем 33, который в его опущенном положении (на фиг.2) расположен почти на уровне поверхности стола таким образом, он может выталкивать форму из пресса с минимальным напряжением на форме. Для того, чтобы исключить во время противоположно направленного движения тележки 21 держателя модели повреждение толкателем 33 изготовленной нижней части формы и особенно "сырых стержней" толкатель 33 поворотно подвешен на тележке 21 держателя модели и посредством толкателя или подобного средства (не показано) может подниматься из положения, показанного на фиг.2. Очевидно подъем и опускание толкателя 33 будут осуществляться автоматически в соответствии с движением тележки 21 держателя модели.
Как можно увидеть на фиг.1, нижняя камера 5 пресса подвешена с возможностью ее скольжения на вспомогательной раме 16 для установки стержней. Во время движения, необходимого для этого, важно, чтобы детали станины пресса, не находились на пути стержней, которые могут выступать на некоторое расстояние выше верхней стенки камеры 16 пресса.
Для того чтобы любая часть комплекта рельсов 24, по которым перемещается тележка держателя модели, не находилась на пути этих стержней, группа рельсов 24 имеет соответствующий профиль, а именно в двух сравнительно низко размещенных рельсах 32 один из показанных сверху на фиг.2 выполнен длиннее другого, и размещенного сравнительно выше рельса 33. Для достижения соответствия при таком размещении тележка 14 держателя модели оснащена рядом сравнительно низко установленных колес, из которых показано только одно колесо 23, где на фиг.2, справа можно увидеть цапфу 34 для одного из других колес, и сравнительно высоко расположенным колесом 22, причем сравнительно низко и высоко установленные колеса перемещаются соответственно по нижним и верхним рельсам, как показано на фиг.2. Для того чтобы тележка 21 держателя модели не находилась на пути упомянутых стержней, часть тележки 21, поддерживаемая высоко установленным колесом 22, приподнята на некоторое расстояние над другими частями тележки.
Комплект 24 рельсов и колеса 33, 23 не способны нести силы, действующие на держатель 3 модели во время истинной операции прессования. Поэтому держатель 3 модели снабжен направляющими блоками 20, выступающими в сторону и приспособленными для их удержания соответствующей горизонтальной направляющей (не показано) в станине. Во время движения в рабочее положение и из него держатель 3 модели только удерживается тележкой 21 держателя модели и комплектом 24 рельсов, но поскольку в таком положении не создается усилие сжатия на держатель 3 модели, то это не вызывает какие-либо проблемы.
Как можно увидеть на фиг.1, направляющие 11, 14 и 15 выполнены в виде круглых стержней или труб. Это предпочтительно по причине изготовления, поскольку сравнительно просто приспособить требуемые скользящие поверхности, когда в направляющих ползушках 10, 12, соответственно 13 имеются отверстия круглого сечения. Однако эффект отдельного направления плит пресса на одной стороне и камеры пресса - на другой и разделения направляющих в верхней и нижней частях пресса не зависит от такого приспособления направляющих, которые могут быть, например также квадратными, в форме ласточкина хвоста или другой известной форме.
Показанная конструкция является "двойного действия", предназначена для одновременного прессования верхней и нижней частей формы, но описанное и показанное оборудование можно также приспособить для "простого действия", т.е. для прессования только верхней или только нижней части формы.
В примере, показанном на фиг.1, энергия для прессования создается на плитах 2 и 6 пресса посредством цилиндров плит пресса, верхний 35. Эти цилиндры плит пресса прикреплены к станине пресса. Как уже упоминалось, станина пресса может быть выполнена с "хребтом", размещенным позади направляющих 11, 14 и 15, т.е. на фиг.1 сверху и справа от них, тогда как станина имеет спереди показанных деталей средство для передачи растягивающего напряжения, например стяжку, соединяющую верхнюю, и нижнюю части станины, предпочтительно через поперечины, предназначенные для этой цели.
Посредством определения соответствующего размера и размещения "хребта", стяжки и поперечины можно достичь того, что хотя на станину и влияют усилия прессования и осевое давление от частей формы, однако она не повергается какому-либо значительному прогибу в плоскости симметрии плиты пресса, которая на фиг.1 обозначена пунктирными линиями 36 и 37, либо в других плоскостях, содержащих направление прессования.
Таким образом, исключается возможность деформации станины осевым усилием, прилагаемым к станине так, чтобы нарушить взаимное центрирование плит пресса, камер пресса и держателя модели.
Использование: в металлургии при прессовании форм, предназначенных для автоматизированного литья. Сущность: прессующие плиты 2,6 подвешены с возможностью скольжения на направляющих 11, которые прикреплены непосредственно к станине пресса независимо от направляющих 14, 15 для камер 1 и 5 пресса, предназначенных для заполнения прессуемым материалом формы. В результате деформация направляющих 11 не передается направляющим 14 и 15. Это обеспечивает повышение размерной точности прессованных форм, особенно с асимметричным распределением полости в частях формы. 6 з.п.ф-лы, 3 ил.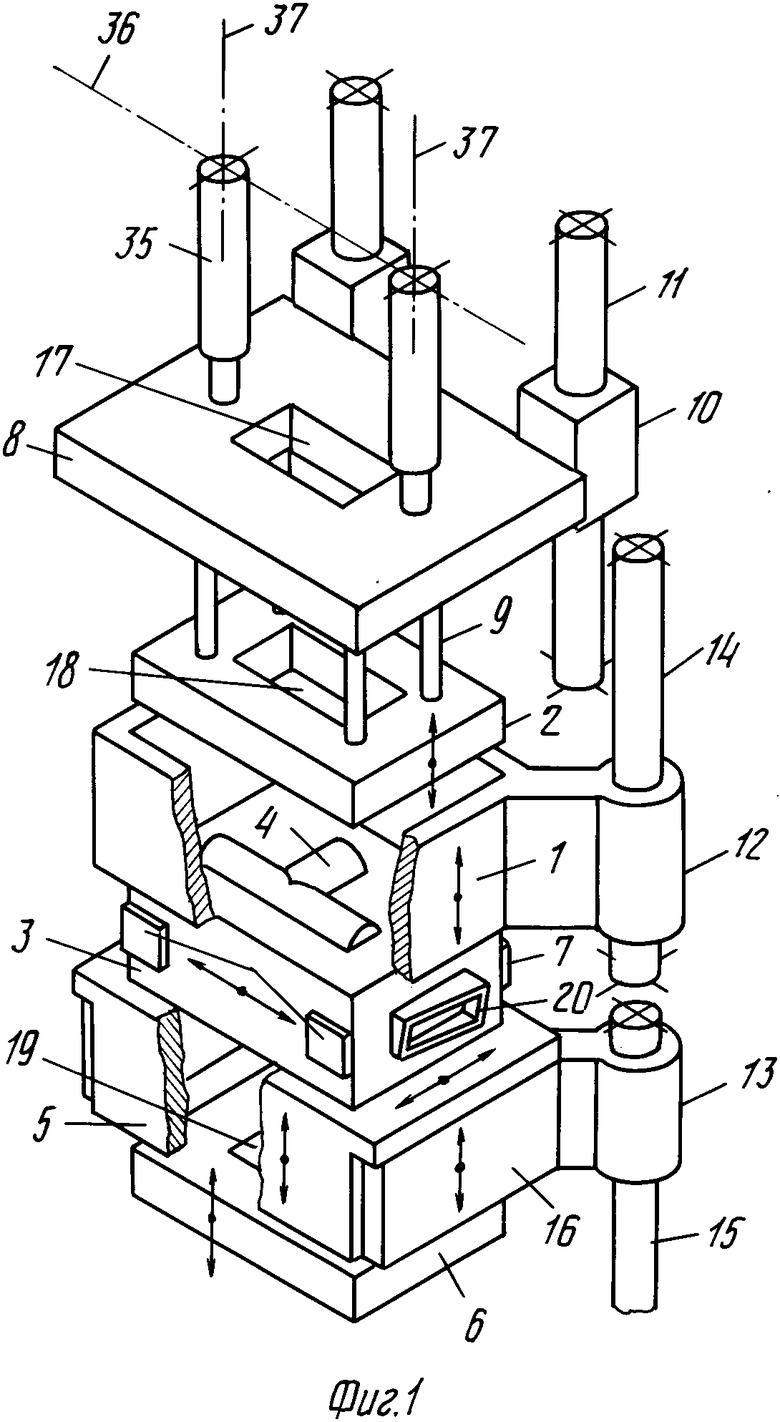
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Петент ФРГ N 1941736, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
