1
Изобретение относится литейному производству, в частности к машине для изготовления литейных форм, состоящих из одинаковых частей, которые изготавливаются последователъно в моделирующей полости и выталкиваются из нее на направляющую, сконструированную как подвижная решетка, на которой части литейной формы соединяются вместе и продвигаются вперед прерьгеисто и одновременно по мере их изготовления, при этом один из рядов стержней перемещающейся решетки имеет возвратно-поступательное перемещение в продольном направлении относительно направляющей, стержни также поднимаются и опускаются, так что во время- своего хода вперед они удерживают литейную форму, а во время обратного хода располагаются с зазором от нижней части литейной формы.
Известна машина для изготовления горизонтальный стойки безопочных форм, содержащая прессовую камеру, над которой установлено устройство для подачи в нее формовочной смеси, установленные друг против друга две подмодельные плиты, одна из которых выполнена с возможностью ее перемещения в горизонтальной плоскости, и направляющую для перемещения стоп ки форм, выполненную в виде подвижной решетки из чередующихся стержней/ один ряд которых имеет привод для возвратно-поступательного перемещения их в продольном направлении и в вертикальной плоскости l . При изготов.пенни литейных форм
важно исключить смещение частей литейной формы как в вертикальном, так и в гopизoнтaльнo 5 направлениях, потому что такие смещения между отдельными частями Литейной формы приведут к неровностям в отливках, которые будут изготавливаться впоследствии. По этому в маыине, снабженной подвижной решеткой, вертикальное перемещение смещаемых стержней рещетки должно быть таким., чтобы литейная форма постоянно контактировала с неподвижкьл-зи стержнями решетки, Во время хода вперед стержни поднимаются до такой степени, что литейная форма передается этиг-т стержнями роиетки и таким образом передвигается вперед на неподвижные стержни ранетки. Следовательно, прерывистое поступательное перемещегше литейной формы происходит без сопро|тивления трению, которое в больших ;машинах может принять такие пропорции, что усилие, требуемое для преодоления сопротивления трения на чаоти литейной формы, может привести к их разрушению или раздавливанию.
Целью изобретения является уменьшение трения при перемещении стопки форм для повышения качества последних.
Достигается это тем, что направляющая для перемещения стопки форм снабжена приводом для возвратно-поступательного перемещения в вертикальной плоскости второго ряда ее стержней.
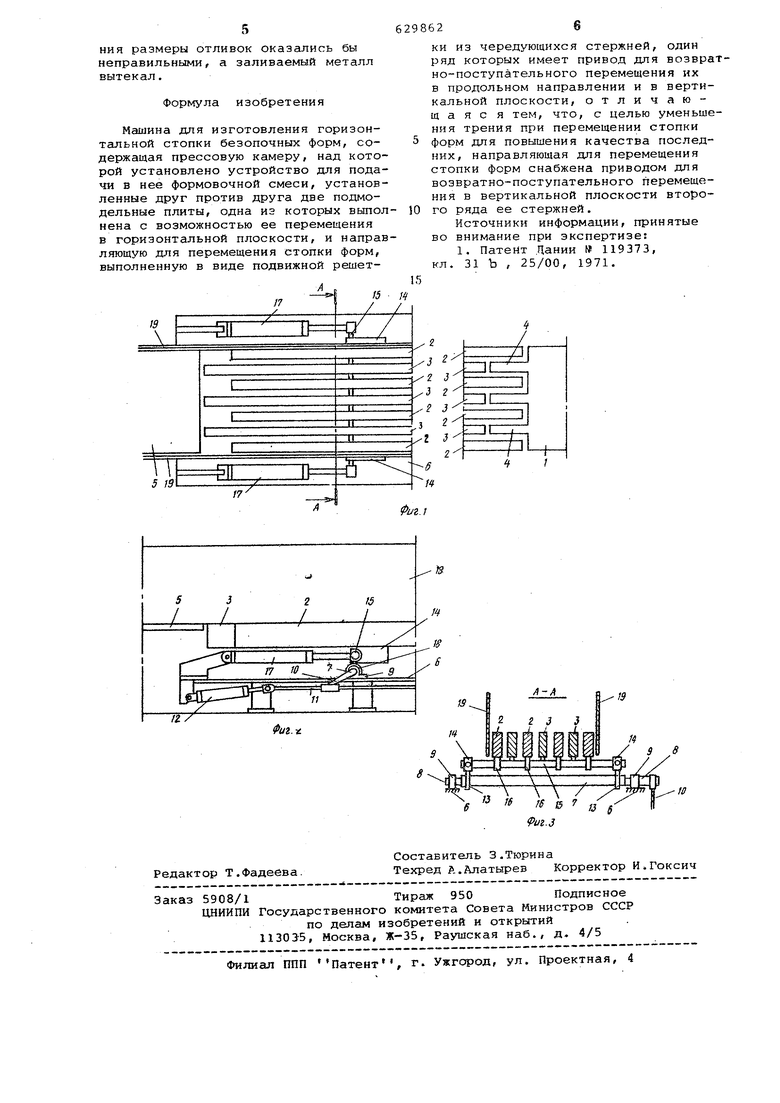
На фиг. 1 показана часть предлагаемой машины, план на фиг. 2 дано вертикальное сечение части машины :с левой стороны или с загрузочного конца; на фиг. 3 - поперечное сечение А-А на фиг. 1.
; На фиг. 1 показано днище 1 фор Иующей части камеры прессования машины . В продолжении этого днища I фашина снабжена направляющей, содержащей первый ряд стержней 2 решетки, оторые могут перемещаться как в продольном, так и в вертикальном направлениях, и второй ряд стержней 3 решетки, которые чередуются со стержнями 2 и могут перемещаться только в вертикальном направлении. : Каждый из стержней 3 решетки располагается в продолжении вилкообразного выступа 4 на днище 1, так что. фактически достигается непрерывная передача литейной формы с днища к направляющей..
Во время поступательного перемещения литейной формы (не показана) на направляющей одновременно с поступательным перемещением происходит операция заполнения или заливки и после необходимого охлаждения отливки (не показана) части литейной формы с отливкой передаются к дополнительному транспортеру 5, который ведет к соответствующему пункту д.пя выбивки отливок.
Направляющая, Образованная стержн ями 2 и 3, содержит опорную раму 6, поперечную ось 7 с эксцентриковыми концами 8, которые находятся в подшипниках 9 на опорной раме 6„ Через соединительную тягу 10 каждая ось 7 соединена с тягой 11, проходящей вдоль направляющей и совершающей возвратно-поступательное движение в продольном направлении с помощью цилиндра 12. Каждая поперечная ось 7, связанная с подвижными в продольном направлении стержнями 2 решетки, несет свободно вращающиеся диски 13, которые образуют основание для пары коротких рельсов 14, связанных поперечяьвл элементом is. Стержни 2 реяетки с помощью соответствугадих вилочных частей 16 удерживаются поперечным элементом 15. Гидравлический цилиндр 17 соединяется с поперечным элементом 15 и предназначен для придания возвратно-поступательного движения стержнями 2« Во время такого движения рельсы 14 перемещаются на роликах 18 о
Стержни 3 решетки, которые не могут перемещаться в продольном направлении, удерживаются соответствующим образом с помощью поперечных осей 7 и поперечных элементов 15. Однако в одной или в нескольких точках стержни закреплены так, что они по всей длине перемещаются на роликах 18, которые, тем не менее, дают возможность беспрепятственного расширения и сжатия стержней 3 , что вызывается изменением температурных условий.
Предполагается, что оба ряда стержней 2 и 3 решетки занимают свое верхнее положение и имеют свои верхние поверхности, расположенные на одном уровне с верхней стороной днища 1 камеры прессования. Кроме того, подвижные в продольном направлении стержни 2 решетки находятся в своем крайнем правостороннем,положении, т.е. они наиболее близко расположены к днищу 1. В этом положении часть литейной формы поступает из камеры прессования, после чего стержни 3 решетки опускшотся или ослабляются посредством вращения осей 7. Затем при помощи гидравлического цилиндра 17 стержни 2 решетки перемещаются в левую сторону, т.е. по направлению к транспортеру 5, а по окончании этого перемещения стержни 3 решетки снова поднимаются в верхнее положение. Вслед за этим стержни 2 решетки опускаются при помощи цилиндра 12 и возвращаются обратно в исходное положение с помощью цилиндра 17, после чего они поднимаются снова. После этого машина готова для нового рабочего цикла.
Поступательно перемещающиеся части литейной формы могут предохраняться боковыми щитами 19. Машину можно оборудовать вспомогательными средствами, например конвейером для отработанного песка, проходящим снизу стержней 2 и 3 решетки, и соответствующими щитами для предохранения хрупких частей из частиц материала, из KO.TOfioro состоят части литейной формы.
В предлагаемой машине части литейной формы прочно удерживаются вместе во время их поступательного перемещения, так что изменение в размере между порожними и заполненными частями формы не будут вызыват ее разделения на контактируклдих поверхностях. В случае такого разделения размеры отливок оказались бы неправильными, а заливаемый металл вытекал. Формула изобретения Машина для изготовления горизонтальной стопки безопочных форм, содержащая прессовую камеру, над которой установлено устройство для подачи в нее формовочной смеси, установленные друг против друга две подмодельные плиты, одна иэ которых выпол нена с возможностью ее перемещения в горизонтальной плоскости, и направ ляющую для перемещения стопки форм, выполненную в виде подвижной решет62ки из чередующихся стержней, один ряд которых имеет привод для возвратно-поступательного перемещения их в продольном направлении и в вертикальной плоскости, отличающаяся тем, что, с целью уменьшения трения при перемещении стопки форм для повышения качества последних, направляющая для перемещения стопки форм снабжена приводом для возвратно-поступательного перемещения в вертикальной плоскости второго ряда ее стержней. Источники информации, принятые во внимание при экспертизе: 1. Патент Дании № 119373, 31 Ъ , 25/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU697041A3 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Машина для изготовления вертикальных стопок безопочных форм | 1976 |
|
SU605528A3 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Установка для изготовления безопочных форм | 1975 |
|
SU671707A3 |
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Машина для изготовления литейных форм | 1975 |
|
SU661995A3 |
