Изобретение относится к области литейного производства.
Известно устройство для замены стержневых масок в стержневой установке, содержащее захват, установленный с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной к плоскости перемещения конвейера с литейными формами, имеющими вертикальную плоскость разъема.
Недостатком данной конструкции является то, что она не обеспечивает быструю замену стержневых масок.
Цель изобретения состоит в создании устройства, которое экономичным образом обеспечивает быструю замену стержневых масок в стержневой установке для автоматических формовочных производственных систем.
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - стержневая установка с задней плитой для стержневой маски; на фиг. 3 - манипулирующий магазин, вид сбоку; на фиг.4-9 - рабочая последовательность подающего магазина.
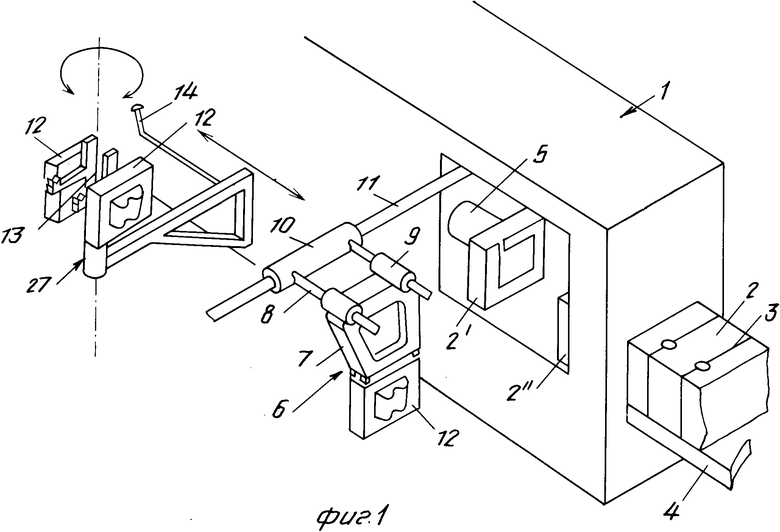
Схематично показана установка 1 для образования формовочных секций 2 с вертикальной делительной линией 3. Формовочные секции 2' движутся вперед к задней формовочной секции 2" в цепочке формовочных секций на конвейере 4. Движение производится посредством схематичного эжекторного поршня 5.
Когда формы должны быть образованы с группой стержней, стержень будет помещаться между смежными формовочными секциями 2', 2'', что практически достигается путем помещения стержня в формовочной выемке формовочной секции 2'' в положении формовочных секций, показанных на фиг. 1.
Стержень перемещается в положение посредством устройства 6, состоящего из стержневой установки 7, которая подвешена с возможностью перемещения на двух направляющих штангах 8 посредством направляющих втулок 9. Направляющие штанги 8 прикреплены к другой группе направляющих втулок 10, из которых на чертежах показана только одна, перемещающаяся на другом наборе направляющих штанг 11. Направляющие штанги 11 расположены перпендикулярно к направлению траектории формовочных секций, тогда как штанги 8 расположены параллельно направлению движения формовочных секций. Стержневая установка 7 может тем самым перемещаться по V-образной траектории, т.е. с переходом из положений между формовочными секциями 2' и 2'' и положением, показанном на фиг. 1 снаружи цепочки форм, а также вперед и назад в направлении движения формовочных секций для подачи стержня в формовочную выемку наиболее задней формовочной секции 2''. На другом экстремальном конце снаружи формовочных секций стержневая установка может перемещаться вперед в направлении движения формовочных секций в служебное положение перед правильным резервным положением стержневой установки.
Нижняя часть стержневой установки 7 предназначена принимать блок 12, состоящий из стержневой маски и задней плиты. Взаимодействие между стержневой установкой 7 и блоком 12 описывается со ссылкой на фиг. 2.
На фиг. 1 магазин 13 также показан для хранения блоков 12, состоящих из задней плиты и стержневой маски, смонтированной в ней. Магазин содержит два блока 12. Магазин может перемещаться вперед и назад в направлении движения формовочных секций путем перемещения вдоль штанги, прикрепленной к боковой стороне установки 1 посредством ручки 14. Дополнительно блоки 12, подвешенные в магазине, могут поворачиваться вокруг вертикальной оси, так что блоки 12 могут поворачиваться на 180о. Конструкция и режим работы описаны со ссылкой на фиг. 3.
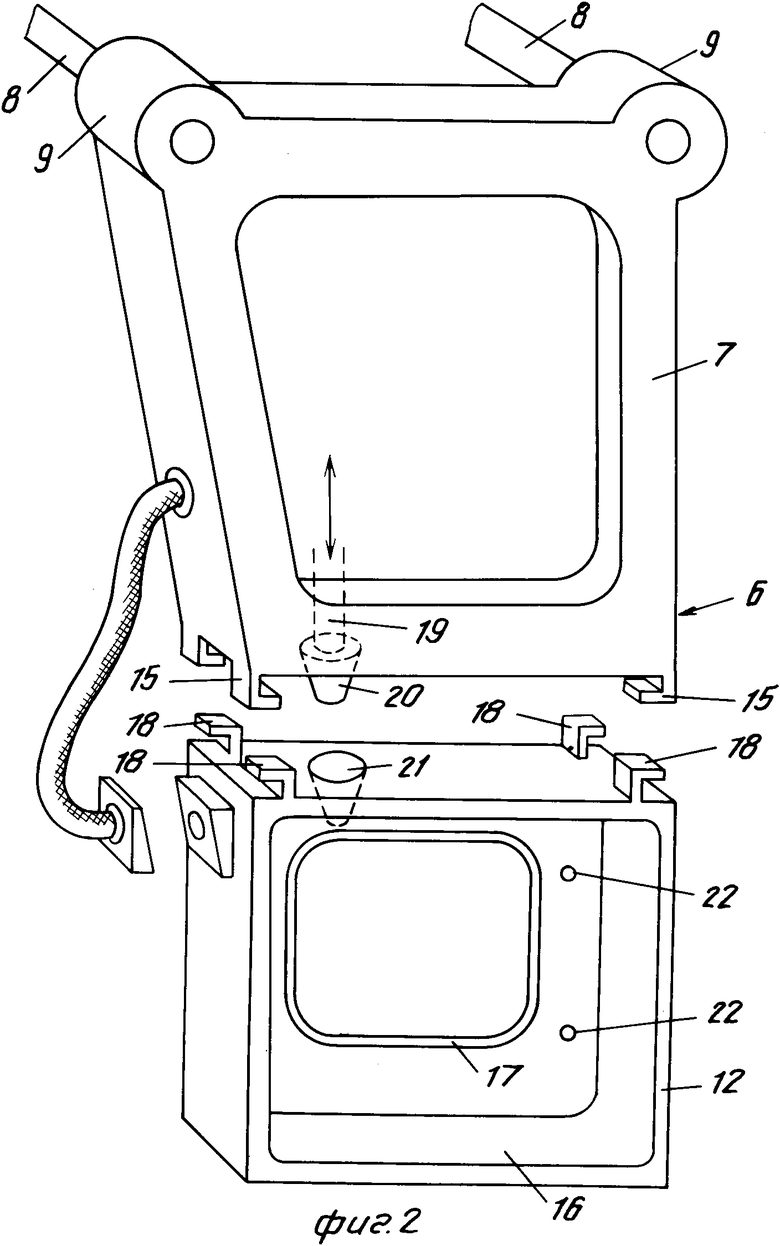
На фиг. 2 стержневая установка 7 подвешена на направляющих штангах 8 посредством направляющих втулок 9. К нижней части стержневой установки 7 прикреплены соединительные лапы 15 на четырех углах. Блок 12 показан на фиг. 2 без стержневой маски, задняя плита 16 имеет прокладку 17 для вакуумного соединения с задней стороной стержневой маски. На верхней стороне задней плиты имеются соединительные лапы 18, закрепленные на четырех углах. Лапы 18 выполнены, чтобы покоиться на верхних поверхностях лап 15 на нижней стороне стержневой установки. Крепление задней плиты обеспечивается средством блока 19 цилиндра-поршня, прикрепленного к стержневой установке 7, блок имеет конический поршень 20, предназначенный входить в контакт с сопряженным коническим отверстием 21 на верхней стороне задней плиты 16.
Стержневая маска (не показана) помещается известным образом в задней плите 16 с помощью болтов и резьбовых отверстий 22, в результате чего монтаж блока 12 завершается. Монтаж стержневой маски может происходить снаружи литейного цеха. Блок 12 помещается на подающий магазин, показанный более подробно на фиг. 3.
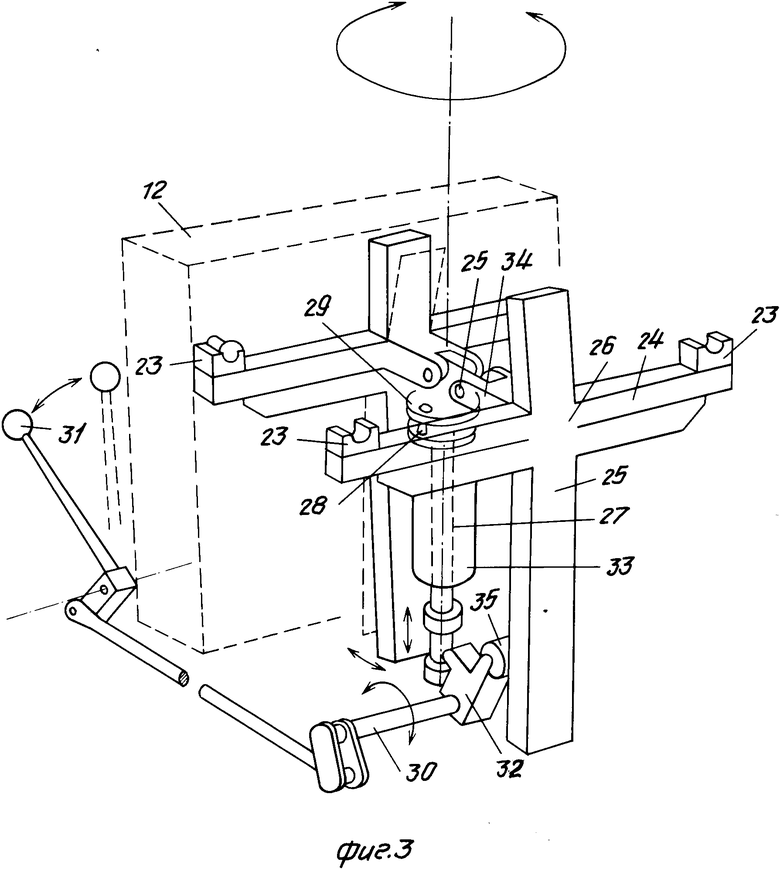
На фиг. 3 подающий механизм показан с блоком 12, изображенным пунктирными линиями. Подающий механизм показан с передней частью в направлении траектории перемещения формовочных секций, исходя из плоскости бумаги.
Блок 12 на своей задней стороне имеет шпильки, входящие в выступы 23 с сопряженными по форме выемками. Выступы 23 расположены на концах одной штанги 24 крестовины, состоящей из двух штанг 24 и 25, образующих опору для блока 12. Крестовина 26 монтируется таким образом, что может поворачиваться в раме, которая в целом обозначена позицией 27 и которая в показанном варианте реализации имеет возможность перемещаться вперед и назад в продольном направлении формовочных секций вдоль боковой стороны формовочной установки 1. Рама 27 установлена с возможностью перемещения по рельсу, прикрепленному к установке 1, и также поддерживается напольным рельсом. Рама 27 перемещается вперед и назад посредством ручки 14 (фиг.1), жестко соединенной с рамой 27.
Крестовина 26 может поворачиваться вокруг оси, параллельной продольной оси штанги 25, когда блокирующий штифт 28 изъят из паза в диске 29, прикрепленном к штанге 26. Блокирующий штифт выполнен с расчетом подниматься и опускаться (фиг. 3) в результате движения шпинделя 30, который на одном конце снабжен ручкой 31 и который на своем противоположном конце имеет эксцентриковое средство 32, которое передает вращательное движение шпинделя 30 переводному движению (смещению) штифта 28, который удерживается в направляющей 33. Когда штифт 28 выведен из блокирующего положения, крестовина может быть повернута вручную, например, в положение, повернутое на 180о.
На фиг. 3 видно, что крестовина может поворачиваться между верхним и нижним положениями, именно положением, показанным пунктирными линиями на левой стороне иллюстрации, и положением, показанным сплошными линиями. Благодаря этому крестовина крепится к раме 27 посредством направленного назад плеча 34, которое шарнирно соединено с рамой в местоположении подшипника 25. Поворачивание производится посредством ролика 35, который соединен со шпинделем 30, и поэтому предназначен нажимать на нижнюю часть штанги 26 крестовины путем поворачивания шпинделя 30 посредством ручки 31.
Ручка 31 используется для возбуждения и ролика 35 и эксцентрикового средства 32 посредством шпинделя 30 путем поворачивания ручки в экстремальное положение, показанное пунктирными линиями.
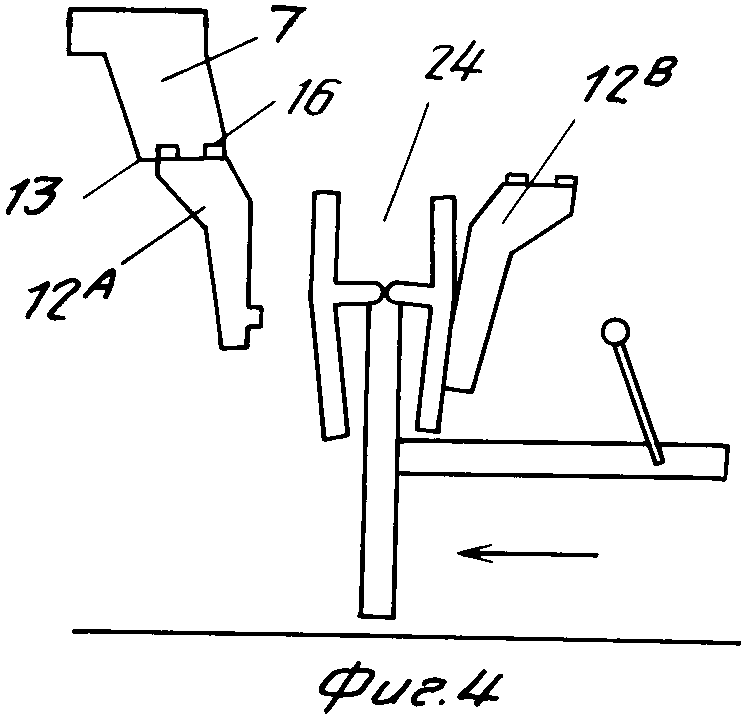
Режим работы подающего магазина пояснен ниже с помощью последовательности операций на фиг. 4.
На фиг. 4 рама 27 движется вперед к стержневой установке, которая в нижней части снабжена блоком 12А, состоящим из задней плиты и стержневой маски. Блок 12А свешивается на стержневой установке 7 с помощью показанных соединительных лап 18, 15. В транспортирующем устройстве подвешен законченный блок 12В.
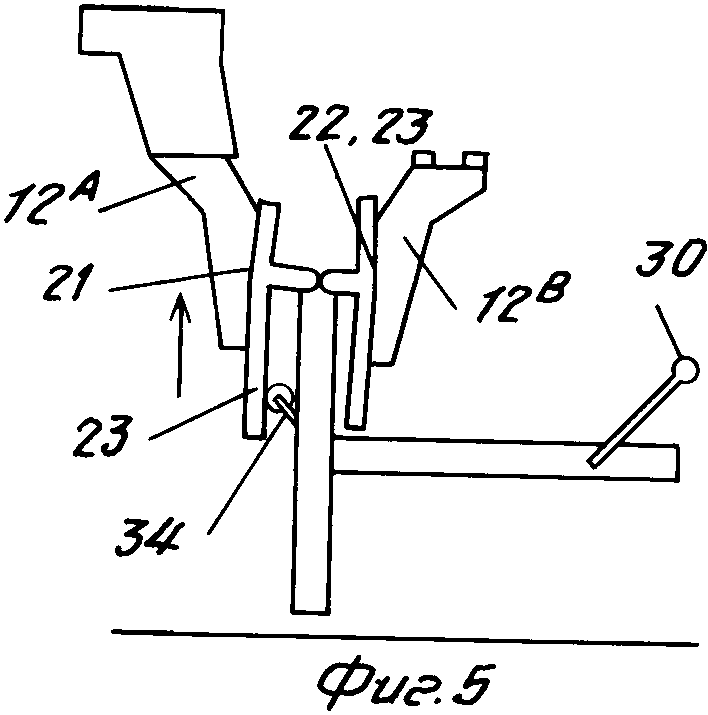
На фиг. 5 крестовина 24, 26 поднята в результате поворачивая ручки 31 и действия давления ролика 35 на штангу 26. Выступы 23 приводятся тем самым в контактное зацепление со шпильками на задней стороне блока 12А. Блок 12А поэтому подвешен на выступах 23 и соединительные лапы 18, 15 не находятся в зацеплении одна с другой.
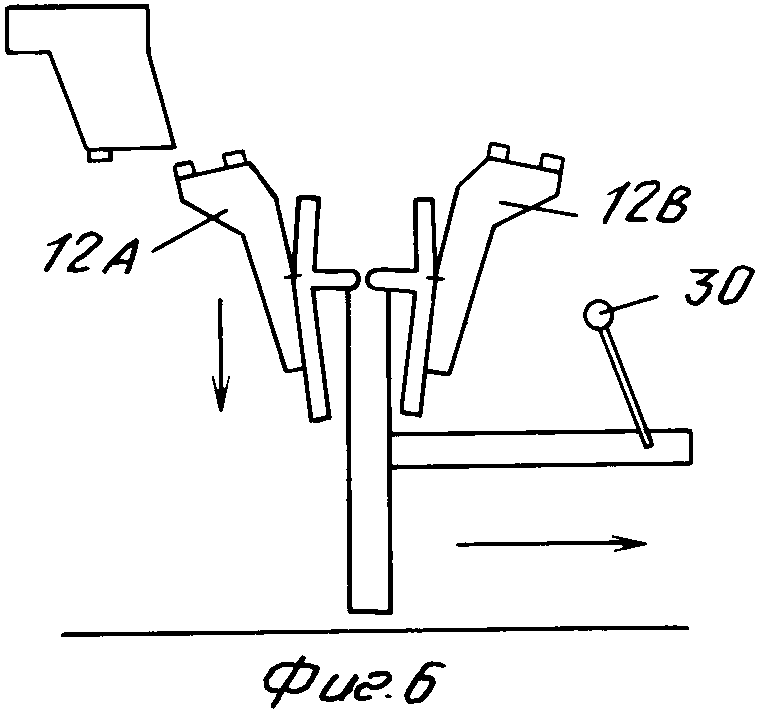
На фиг. 6 ручка 31 повернута назад в свое исходное положение, в результате чего ролик 35 перемещается от штанги 26 крестовины и блок 12А опускается в свое нижнее положение.
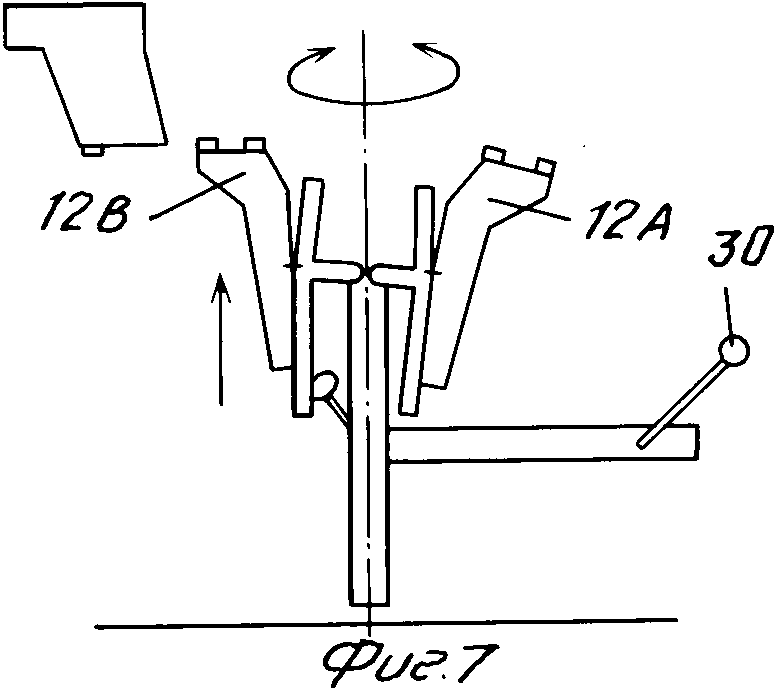
На фиг. 7 крестовина 24,26 отцепляется и перемещается путем поворачивания на 180о, как описано ранее при пояснении фиг. 3. Блок 12В поднимается с помощью ручки 31 посредством давления ролика 35 на штангу 26.
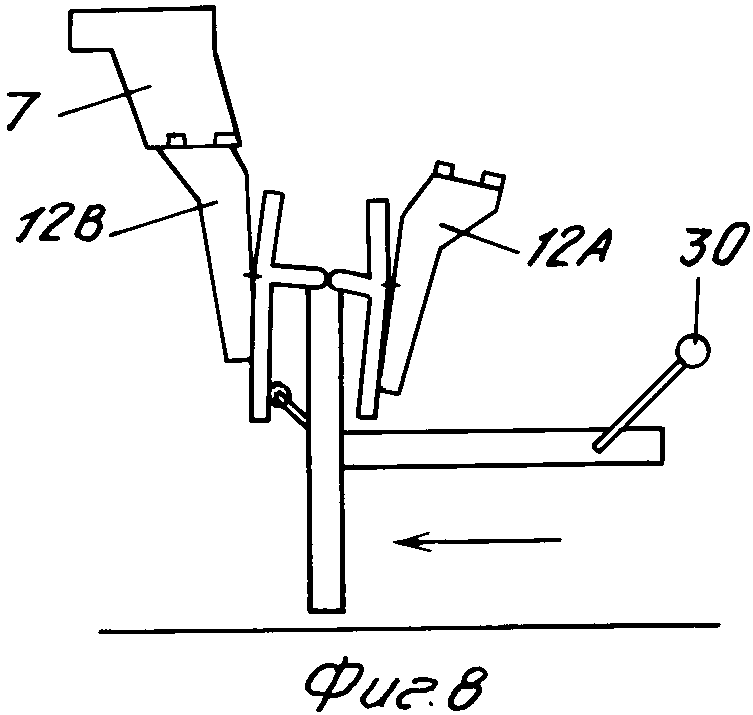
На фиг. 8 подающий магазин подается в стержневое устройство 7 и соединительные лапы приводятся в контакт одна с другой.
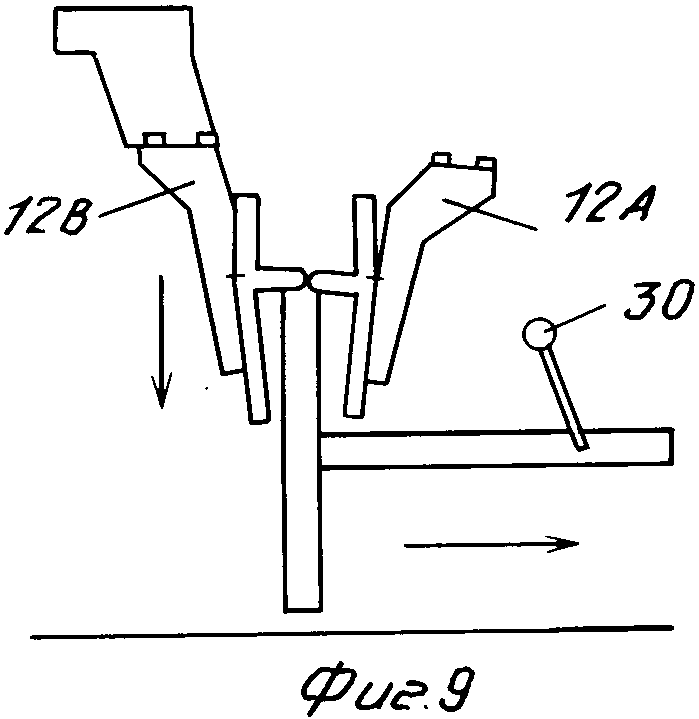
На фиг. 9 блок 12В опускается путем поворачивания ручки 31, в результате чего ролик 35 выходит из своего контакта со штангой 26. Выступы 23 тем самым отсоединяются от блока 12В, и подающий магазин тогда перемещается в сторону от стержневого устройства в положение, показанное на фиг. 4, тем самым заканчивая последовательность действий.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1990 |
|
RU2033896C1 |
| Маневровое устройство для литейных установок | 1984 |
|
SU1336944A3 |
| АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1990 |
|
RU2026770C1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ЧАСТЕЙ ФОРМЫ | 1990 |
|
RU2014941C1 |
| Технологическая система | 1987 |
|
SU1690538A3 |
| Устройство для отделения отливок от горизонтальной стопки безопочных форм | 1980 |
|
SU1101175A3 |
| Формовочное устройство для изготовления безопочных форм | 1986 |
|
SU1627079A3 |
| Устройство для изготовления горизонтально-стопочных безопочных форм прессованием | 1980 |
|
SU1142003A3 |
| Установка для изготовления безопочных форм | 1975 |
|
SU671707A3 |
| Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема | 1987 |
|
SU1579447A3 |
Использование: в литейном производстве в устройствах для замены стержневых масок, в стержневой установке. Сущность изобретения: в стержневой установке стержневая маска монтируется на задней плите, которая выполнена с возможностью образовывать вакуум или давление для удерживания стержня или стержней в маске. Блок, состоящий из маски и задней плиты, загружается в магазин вблизи стержневой установки. Блок переводится из магазина в стержневую установку, где устанавливается в положение и закрепляется так, что может освобождаться, когда одновременно устанавливается жидкостное соединение между блоком и стержневой установкой. Блок изымается после использования из стержневой установки путем освобождения блокировки и возвращется в магазин, где хранится для последующего использования, или удаляется вручную для освобождения места для нового блока. 9 ил., 8 з.п. ф-лы.
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
