При изготовлении пневматическим трамбованием многощамотных лодочек Фурко последние трамбуются в виде блока, приближающегося по своей форме к готовой лодочке Фурко. Затем из блока вырезают избыток щихты с последующим заглаживанием и полировкой поверхностей.
Подрезка избытка шихты на рабочих поверхностях снижает качество лодочек, так как разрыхленные срезкой поверхности имеют пониженную стеклоустойчивость. Подрезка избытка шихты и последующее заглаживание являются трудоемкими операциями.
Для устранения указанных недостатков предлагается новая конструкция формы, при изготовлении которой полностью ликвидирована ручная подрезка затрамбованной шихты, со всеми вытекающими отсюда положительными последствиями.
Отличительной особенностью предлагаемой формы (см. чертеж) для трамбования лодочек Фурко является то, что для повышения стеклоустойчивости лодочки в зоне губ, за счет ликвидации подрезки щихты отформованной лодочки по рабочим поверхностям, применена снабженная сквозным отверстием накладка, свободно одетая на хвостовик сердечника, затрамбовываемая в щихту при изготовлении лодочки до уровня верх- него ее среза и извлекаемая из формы по удалении верхнего объема затрамбованной щихты.
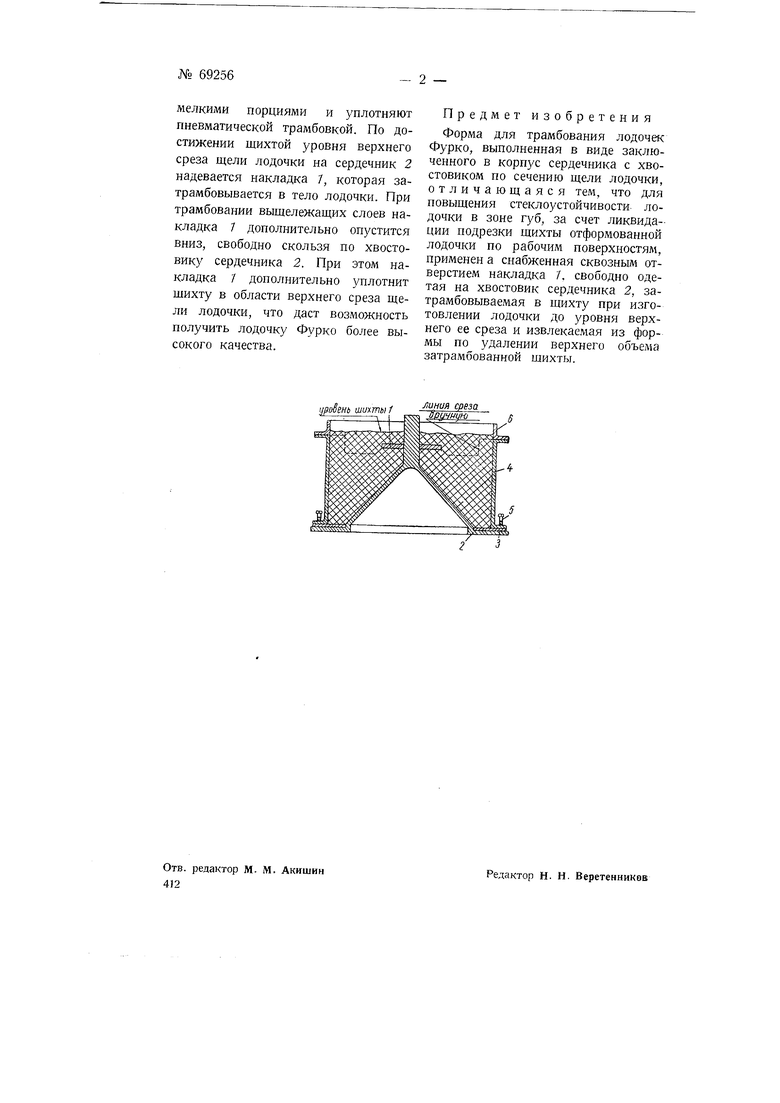
Форма снабжена накладкой 7, свободно одеваемой на хвостовик-сердечник 2 С уложенной на сердечник рамой 3, к которой прикреплены корпус ./ формы болтами 5. На верхней части корпуса 4 устанавливается съемная накладка б, защищающая корпус от ударов башмака пневматической трамбовки. Для формования лодочки сердечник 2 устанавливается на полу цеха, а на нем свободно укладывается опорная рама 3. Корпус 4 в сболченном виде устанавливается на опорную раму 3 и скрепляется с ней с помощью четырех болтов 5 (по два болта на сторону).
На корпус устанавливается съемная накладка б. В таком виде форма готова для трамбования лодочки Фурко. Шихту засыпают в форму
411
мелкими порциями и уплотняют пневматической трамбовкой. По достижении шихтой уровня верхнего среза щели лодочки на сердечник 2 надевается накладка 7, которая затрамбовывается в тело лодочки. При трамбовании вышележащих слоев накладка 7 дополнительно опустится вниз, свободно скользя по хвостовику сердечника 2. При этом накладка / дополнительно уплотнит щихту в области верхнего среза щели лодочки, что даст возможность получить лодочку Фурко более высокого качества.
Предмет изобретения
Форма для трамбования лодочек Фурко, выполненная в виде заключенного в корпзс сердечника с хвостовиком по сечению щели лодочки, отличающаяся тем, что для повыщения стеклоустойчивости лодочки в зоне губ, за счет ликвидации подрезки щихты отформованной лодочки по рабочим поверхностям, применен а снабженная сквозным отверстием накладка 7, свободно одетая на хвостовик сердечника 2, затрамбовываемая в щихту при изготовлении лодочки до уровня верхнего ее среза и извлекаемая из формы по удалении верхнего объема затрамбованной щихты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная металлическая форма для пневматического трамбования лодочек Фурко | 1948 |
|
SU92416A2 |
| Сборная металлическая форма для пневматического трамбования лодочек Фурко | 1934 |
|
SU45527A1 |
| ФОРМА ДЛЯ ПНЕВМАТИЧЕСКОГО ТРАМБОВАНИЯ КОНВЕРТОРНЫХ ФУРМ | 1948 |
|
SU79332A1 |
| Форма для изготовления огнеупорных капсюлей | 1938 |
|
SU56269A1 |
| Форма для пневматического трамбования огнеупорных фурм для конвертеров | 1948 |
|
SU82428A1 |
| Устройство для формования стекловаренных горшков | 1937 |
|
SU53687A1 |
| Способ изготовления огнеупоров | 1949 |
|
SU89578A1 |
| Способ изготовления графитовых тиглей | 1948 |
|
SU76580A1 |
| ВИБРОТРАМБОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ ИЛИ ПУСТОТЕЛЫХ СТЕНОВЫХ КАМНЕЙ ИЗ БЕТОНА И Т. П. МАТЕРИАЛА | 1942 |
|
SU64873A1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 2002 |
|
RU2218502C1 |
