Предметом изобретения является форма для пневматического трамбования огнеупорных фурм для конвертеров.
Отличительной особенностью нредлагаемой формы является то, что, с целью получения отверстий в фурмах, нрименены периодически поворачивающиеся сердечники, вставляемые в форму через стенку с овальными отверстиями по мере заполнения ее шихтой.
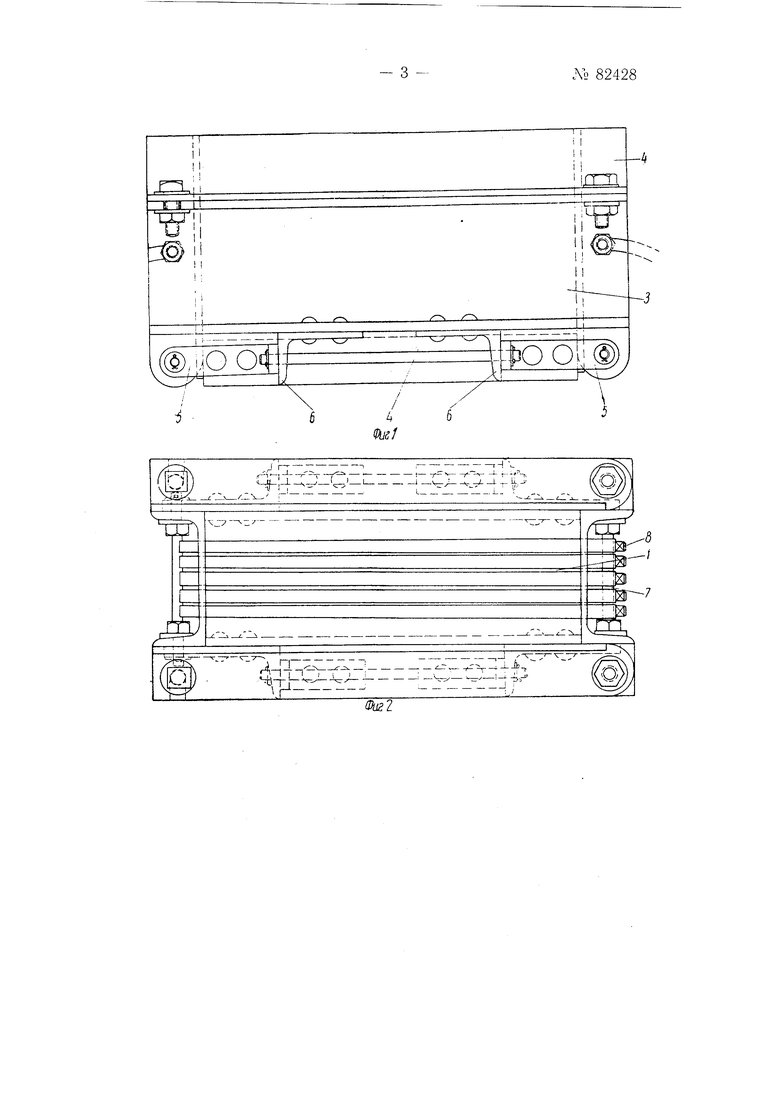
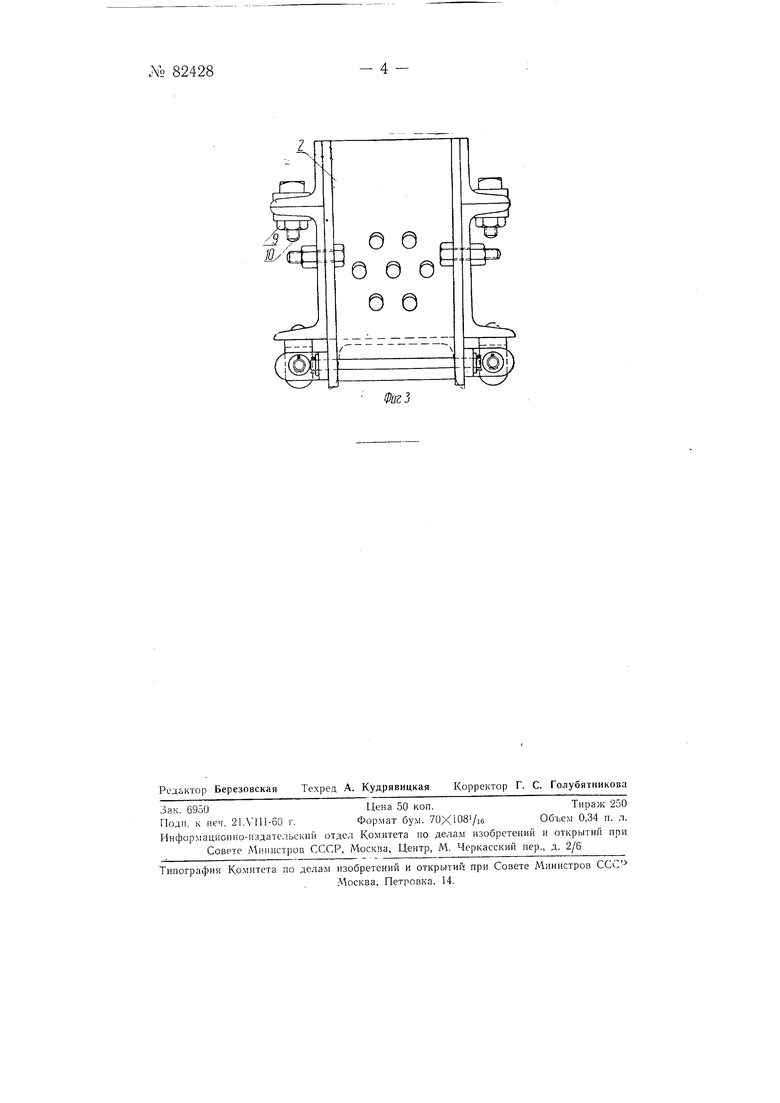
На фиг. 1 представлена форма, вид спереди; на фиг. 2-то же, в плане; на фнг. 3-то же, сбоку.
Форма состоит из дна 1, торцовых стенок 2 и боковых стенок 3 с накладками 4. Стенки формы удерживаются в вертикальном рабочем положении с помощью болтов с гайками, а также петель 5, 6 п валиков 7. Для образования в фурме сквозных каналов форма снабжена сердечниками 8.
Шихта, состоящая, например, из 90% электроплавленного корунда и 10% огнеупорной глины, увлажняется 4-6% воды, засыпается в форму малыми порциями и уплотняется мощной пневматической трамбовкой.
После набивки шихты на 5 мм выше нижнего уровня эллипсообра.чных отверстий на торцовых стенках 2 формы через отверстия в форму вводят два сердечника 8. После этого трамбование производят до уровня второго ряда отверстий, тогда вводят в форму еще три сердечника 8 и т. д., до окончания набивки всей формы.
Формовку заканчивают, когда уровень уплотненной шихты в форме будет на 10 мм выше верхнего уровня боковых стенок 2. Этот избыток 1нихты, набитой в форму, срезают ножом носле отжатия двух гаек 9 и откидывания на 180 двух накладок 4, вращаемых вокруг болтов 10.
Во время формовки сердечники 8 периодически поворачиваются вокруг своих осей с помощью торцового ключа. Этим устраняется возможный прогиб сердечника, что может вызвать брак фурмы от появления 1рещины на ее поверхности при извлечении сердечников 8 из формы.
С той же целью отверстия для сердечников на торцовых стенках 2 изготовлены эллипсообразными. При таких отверстиях сердечпик моЛч 82428- 2 жст опускаться вниз на 5 мм вместе с уплотненной шихтой, которая даст дополнительную осадку при трамбовании вышележащих слоев шихты.
После срезания избытка шихты накладки 4 устанавливаются на свои рабочие места.
Сердечники 8 извлекают из формы ударом молотка вдоль их осей, что облегчается их конусностью. Для раскрытия формы ослабляют гайки 9 на четырех болтах 10, укрепленных на торцовых стеиках 2. Готовая заготовка фурмы помеш,ается на деревянный ш,иток, где ее подрезают ножом до необходимой конфигурации.
Фурму сушат в цехе в течение суток. Остальные 2-3% влаги легко удаляются из отформованных фурм при их обжиге.
Предмет изобретения
Форма для пневматического трамбования огнеупорных фурм для конвертеров, от л и ч а ю ш, а я с я тем, что, с целью образования отверстий в фурмах, .применены периодически поворачивающиеся сердечники, вставляемые в форму через стенку с овальными отверстиями по мере заполнения ее шихтой.
( )
j
LL 

| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ПНЕВМАТИЧЕСКОГО ТРАМБОВАНИЯ КОНВЕРТОРНЫХ ФУРМ | 1948 |
|
SU79332A1 |
| Сборная металлическая форма для пневматического трамбования лодочек Фурко | 1948 |
|
SU92416A2 |
| Форма для трамбования лодочек Фурко | 1946 |
|
SU69256A1 |
| Форма для изготовления огнеупорных капсюлей | 1938 |
|
SU56269A1 |
| Устройство для формования стекловаренных горшков | 1937 |
|
SU53687A1 |
| Сборная металлическая форма для пневматического трамбования лодочек Фурко | 1934 |
|
SU45527A1 |
| Способ изготовления высокоглиноземистого огнеупора | 1949 |
|
SU85243A1 |
| Способ изготовления графитовых тиглей | 1948 |
|
SU76580A1 |
| Способ изготовления шамотно-муллитового огнеупора | 1937 |
|
SU53560A1 |
| Способ изготовления огнеупоров | 1949 |
|
SU89578A1 |
.
cm
., J
r
ФигЗ
