Для варки стекол специального назначения-оптических, сигнализационных зеркальных и хозяйственного хрусталя, в современных условиях, пользуются преимущественно обычными шамотными горшками, изготовленными в натир. Технологический процесс производства таких тяжеловесных и сложных фасонных изделий, как шамотные горшки, достаточно сложен, весьма продолжителен, не гигиеничен и не обеспечивает достаточно высокого качества изделий. К основным недостаткам, имеюш,им место в производстве и службе шамотных горшков, относятся: 1) весьма продолжительный срок сушки, обычно 60- 100 суток; 2) недостаточно продолжительный срок службы и 3) иногда шамотные го.ршки дают шамотный камень в стекле и свилеватость стекла.
Продолжительная сушка вызывается, главным образом, большим содержанием влаги в шамотных массах при формовке горшков, достигающей 18- 22%, и большим содержанием сырой глины-до 40-бО /о- Продолжительная сушка вызывает необходимость иметь весьма большие площади сушильных и рабочих помещений, что удорожает стоимость горшков.
Сравнительно службы шамотных горшков объясняюТс ;-глав-ным образом, высокой их пористостью в обожженом виде порядка 20-25%. Высокопористый огнеупорный материал быстро разрушается под действием стекломассы, нередко с образованием камня и свилей.
Применение высокопористых горшков снижает качество и выработку наиболее ценной группы стекол.
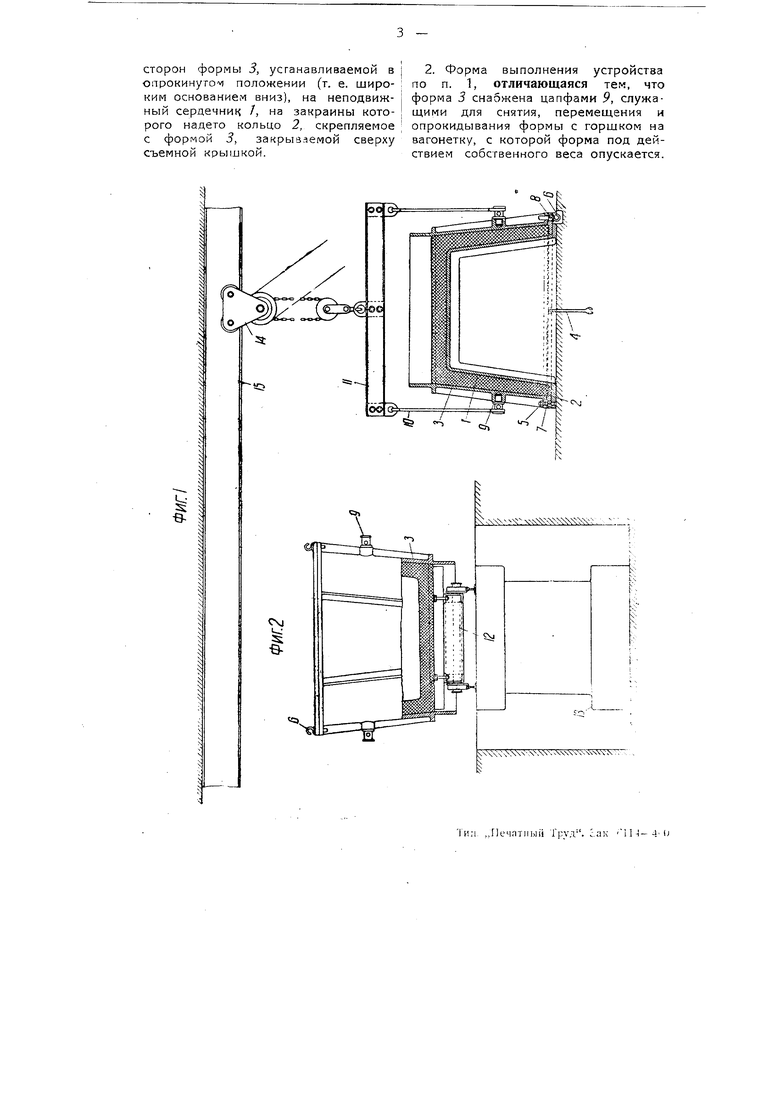
Для устранения указанных недостатков шамотных горшков, имеющих место в процессе их изготовления и эксплоатации, автор настоящего изобретения предлагает изготовлять эти горшки из высокоотощенных, преимущественно многошамотных шихт, путем электромеханического или пневматического трамбования на специальной установке. Горшок трамбуется в опрокинутом положении и затем извлекается из формы с помощью подъемного механизма (талей, тельфера, пневматического подъемника).
На фиг. 1 показано устройство формы для трамбования горшков, состоящей из неподвижного сердечника /, надеваемого на корпус формы 3 вместе с опорным кольцом 2, которые скрепляются между собой шпильками 7 с гайками .5.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная металлическая форма для пневматического трамбования лодочек Фурко | 1934 |
|
SU45527A1 |
| Форма для изготовления огнеупорных капсюлей | 1938 |
|
SU56269A1 |
| Способ изготовления графитовых тиглей | 1948 |
|
SU76580A1 |
| Способ изготовления огнеупоров | 1949 |
|
SU89578A1 |
| Способ изготовления высокоглиноземистого огнеупора | 1946 |
|
SU69187A1 |
| Форма для трамбования лодочек Фурко | 1946 |
|
SU69256A1 |
| Способ изготовления шамотно-муллитового огнеупора | 1937 |
|
SU53560A1 |
| Сборная металлическая форма для пневматического трамбования лодочек Фурко | 1948 |
|
SU92416A2 |
| Способ получения легковесных кислых огнеупоров | 1946 |
|
SU73937A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |