Для обычного изготовлени5(шамотных лодочек в „натир требуется высококвалифицированная рабсила.
Технологический процесс изготовления шамотных лодочек весьма продолжителен и требует вместе с ножной проминкой масс, формовкой, сушкой и последующим медленным обжигом около 4 месяцев.
Такой продолжительный срок изготовления лодочек требует наличия весьма значительных площадей в огнеупорных цехах стеклозаводов, причем получаются щамотные лодочки далеко не всегда достаточно высокие по качеству. Обычными дефектами шамотных лодочек являются неправильные их размеры, особенно -щирина щели, геометрически неправильные рабочие поверхности, как кривизна щели и неровности нижних закруглений. Кроме того, щамотные лодочки, в особенности их губы, обладают недостаточной плотностью и склонны к выкрашиванию при незначительных механических воздействиях, например, при их очистке и при падении на них стекольного боя. Также губы и закругления подвергаются снашиванию под действием стекломассы.
Для устранения указанных недостатков лодочек Фуркс, имеющих место в процессе их изготовления и службы, предлагается изготовлять эти лодочки из
(208)
многощ мотных масс путем пневматического трамбования в металлической разборной форме, составленной из двух половин, симметричных относительно щели лодочки, и открытой с продольных боковых сторон для поочередного трамбования левой и правой половин лодочки при установке формы на ребро.
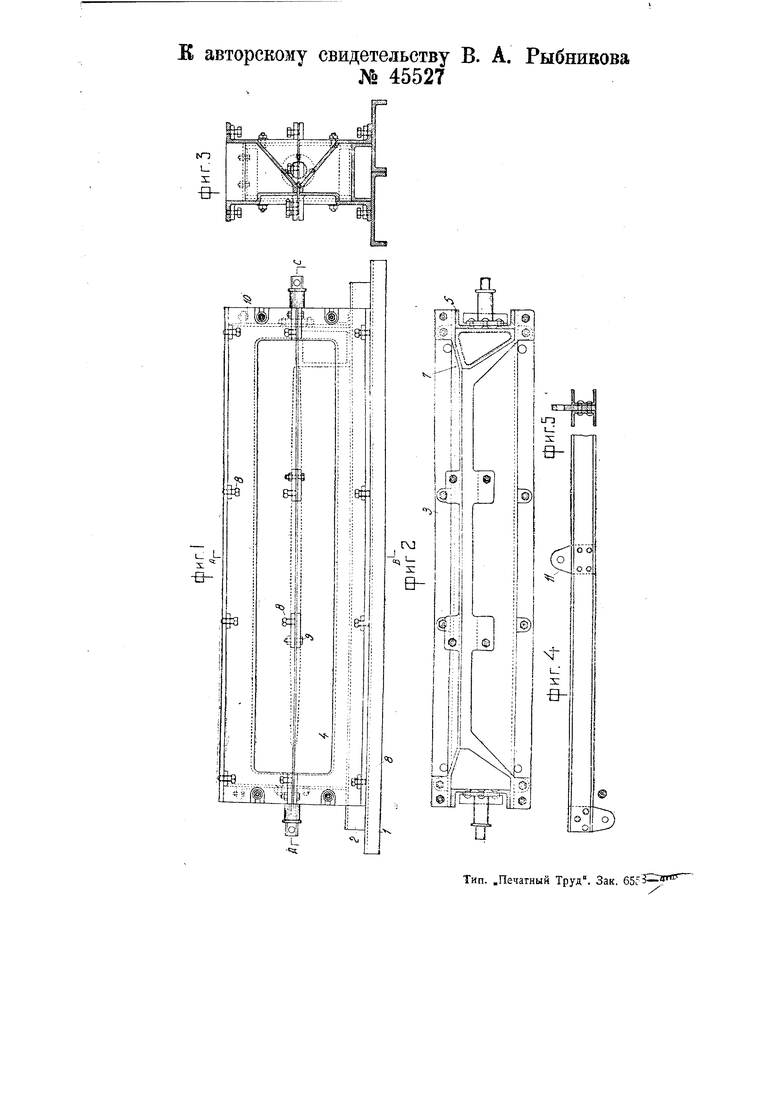
На чертеже фиг. 1 изображает вид установленной на ребро формы спереди; фиг. 2-разрез по CD по фиг. 1; фиг. 3-разрез по АВ на фиг. 1; фиг. 4- деталь и фиг. 5-вертикальный разрез детали.
Предлагаемая конструкция металлической формы для пневматического трамбования многошамотных лодочек Фурко будет наиболее понятна из описания производственного процесса изготовления в ней лодочкиКоробка формы, состоящая из продольных секторов, конусного 4 и прямоугольного 3, а также двух поперечных секторов 5 со штырями сбалчивается на полу мастерской. Затем, с помощью тельфера или тали сболченная коробка устанавливается на подкладку 2, находящуюся на основании /, которое свободно лежит на полу мастерской.
В коробку формы, установленную на основании с прокладкой, опускаются два опорных вкладыша 7, которые заполняют- ее на половину высоты.
Затем трамбуется обычным путем, с помощью пневматических молотков и трамбовок, одна продольная половина лодочки в верхней половине формы.
По окончании трамбования первой продольной половины лодочки с лодочки снимаются две направляющие накладки и срезается резаком избыток затрамбованной шихты.
Далее форма вместе с затрамбованной половинкой лодочки поднимается тельфером с помощью коромысла /7 и переворачивается на штырях на 180°. В перевернутом виде форма опускается на подкладку, с которой были предварительно сняты вкладыши 7, не требующиеся теперь для работы.
Дальше трамбуется вторая половина лодочки, как это уже указывалось выше. После окончания ее изготовления лодочка считается законченной и приступают к разборке формы для извлечения лодочки. Первоначально производят осадку вниз на 2-3 мм верхних продольных половинок секторов 3 и 4, на которые они были предварительно разделены при сборке коробки формы. Эта осадка осуществляется путем четырех верхних болтов W, стягивающих в стыках продольные секторы 3 м 4 с поперечными секторами 5, и вывинчивания шести верхних отжимных болтов, разводящих продольные секторы на 2-3 лtм с последующим поджатием шести болтов Я стягивающих половинки продольных секторов 3 и 4. При этом верхние половинки продольных секторов 3 и 4 отстают по всей поверхности соприкосновения с верхними половинками лодочки. Затем продольные секторы с осаженными вниз верхними половинами поднимаются вверх на 1-1/ мм с помощью поджатия шести нижних отжимных болтов 8; при этом происходит отставание продольных секторов и от нижней половинки лодочки. Далее продольные секторы отводятся в сторону и снимаются с помощью тельфера. Поперечные секторы снимаются вручную, как легковесные детали.
Многошамотная лодочка Фурко, после разборки формы стоящая бортовой плоскостью на подкладке и- основании 7, снимается с подкладки и устанавливается вертикально на деревянный щмток. Вследствие высоких механических свойств многощамотных изделий свежеизготовленная шамотная лодочка может стоять на бортовой плоскости без прогиба щели и тем более на торцевой плоскосп, занимая минимум места в цеху.
Губы лодок могут быть, слегка отполированы с тальком для придания совершенно гладкой поверхности и защиты от пыли.
Через 3-4 суток по изготовлении лодочка может быть поставлена на обжиг без опасений появления дефектов (посечки, трещины и пр.); Кйнавки вдоль щели лодочек, находящиеся под холодильниками, выбираются из-тела лодочки вручную с помощью стамески перед самым обжигом.
Ручную ; выборку канавки устранять нецелесообразно, так как это поведет к значительному усложнению конструкции формы.
Многощамотные лодочки Фурко должны обладать целым рядом преимуществ в сравнении с шамотными:
1)сократится срок изготовления с 3-4 Mad до 3-4 суток, вместе с сущкой, с значительным сокращением числа рабочих и сушильных площадей;
2)многошамотные лодочки будут иметь точные размеры и геометрически правильную форму, особенно рабочих поверхностей, без прогибов и деформации относительно продольной оси;
3) увеличится плотность черпака тела лодочки, в частности губ, и термическая, стойкость лодочек.
Предмет изобретения.
Сборная металлическая форма для пневматического трамбования лодочек Фурко из многошамотных масс, отличающаяся тем, что форма, составленная из двух симметричных относительно щелк лодочки половин, открыта, с продольных боковых сторон для поочередного трамбования левой и правой половины- лодочки при установке формы на ребро