1
Изобретение относится к обработке металлов, а именно, к устройствам дл правки..
Известно устройство для правки . сварных балок, преимущественно пролетных строений мостов, содержашГее установленные на станине приводной опорный ролик и стойки, на которых смонтированы эксцентриковые валы с приводными прижимными роликами и кронштейны с приводными центрирующими роликами 1.
Недостатком известного устройства является низкое качество правки,невозможность правки перекоса полок и труднсх;тй эксплуатации.
Целью изобретения является повышение качества правки, расширение технологических возможностей путем обеспечения правки перекоса полок сварных балок, а также улучшение условий эксплуатации.
Это достигается тем, что устройство снабжено установленными на стойках направляющими для перемещения кронштейнов, при этом одной стороной каждый ползун жестко связан с центрйрующим ррликом, а другой, стороной кинематически связан с приводом, кроме того, привод прижимных роликов
выполнен в виде индивидуального двигателя, связанного с каждым прижимным роликом, и механической передачи с управляемой сцепной муфтой, связывающей прижимные ролики между собой.
Устройство также снабжено индикаторами хода прижимных роликов, установленными на торцах эксцентриковых валов, и конечными быключателями,
0 смонтированными на стойкгих с возможнрстью взаимодействия с индикаторами хода.
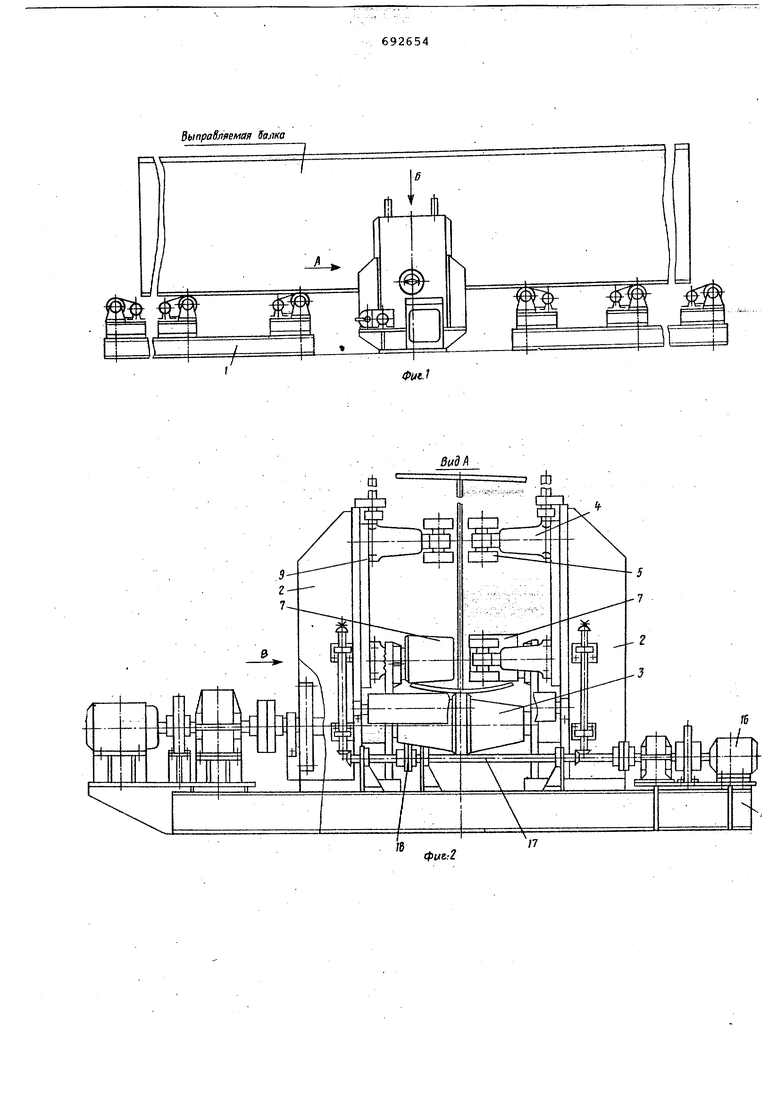
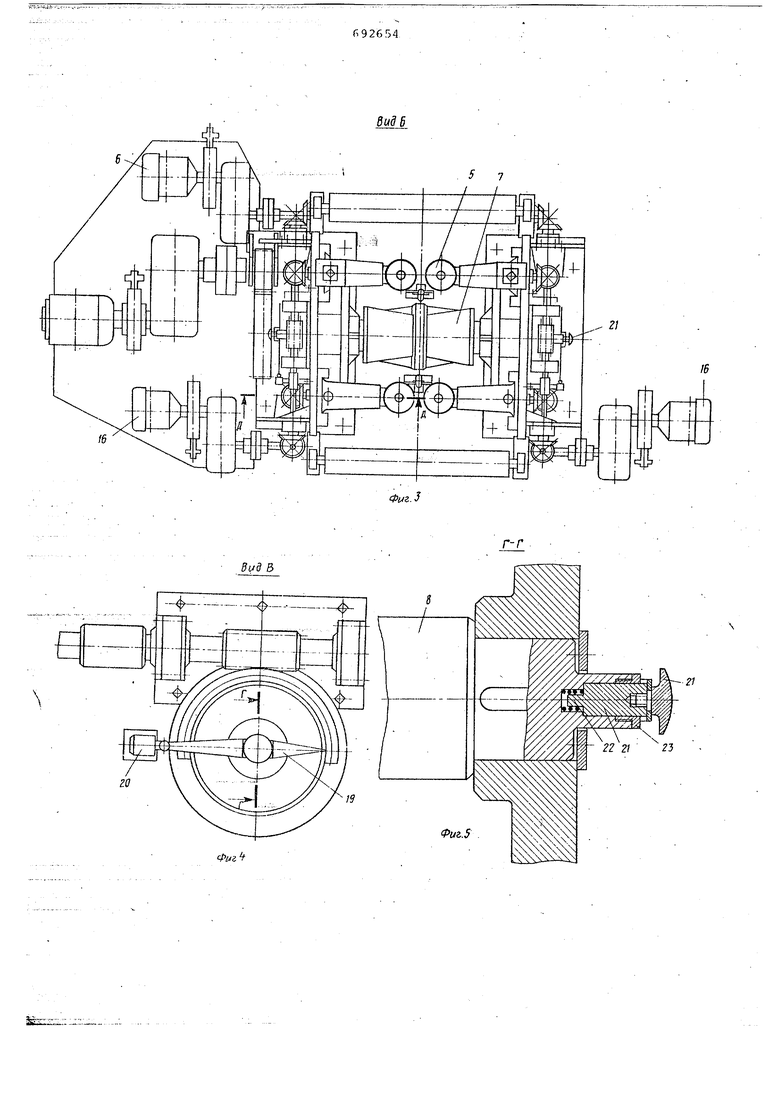
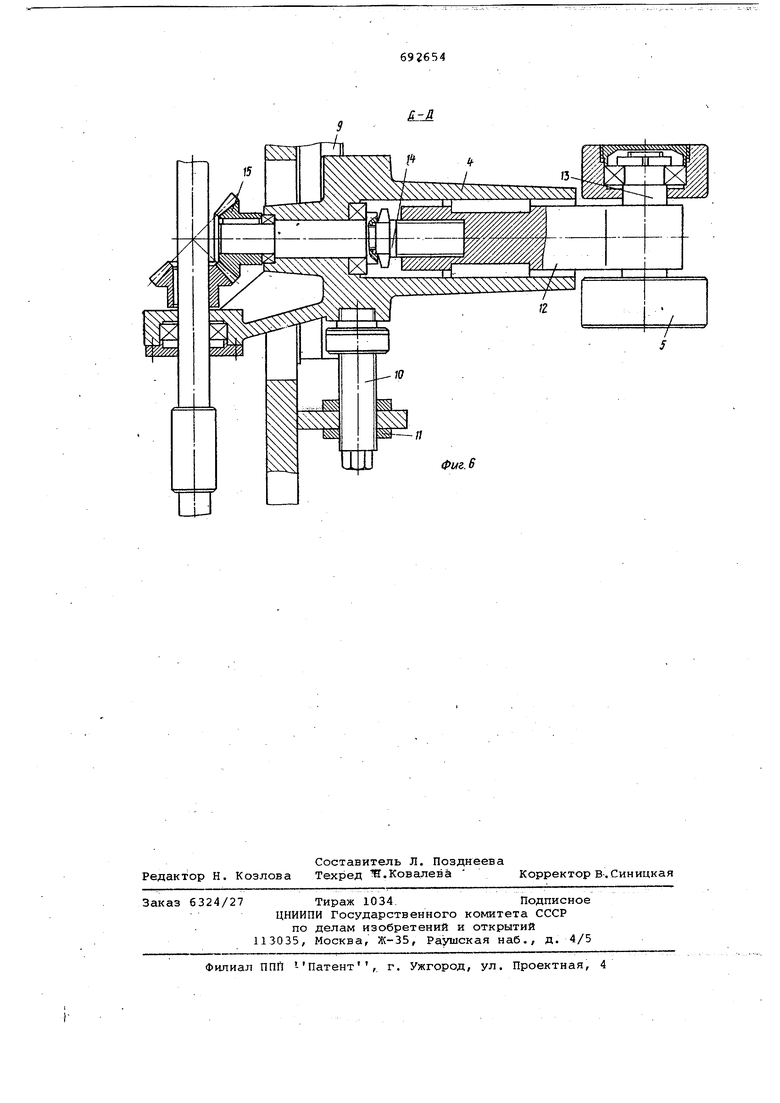
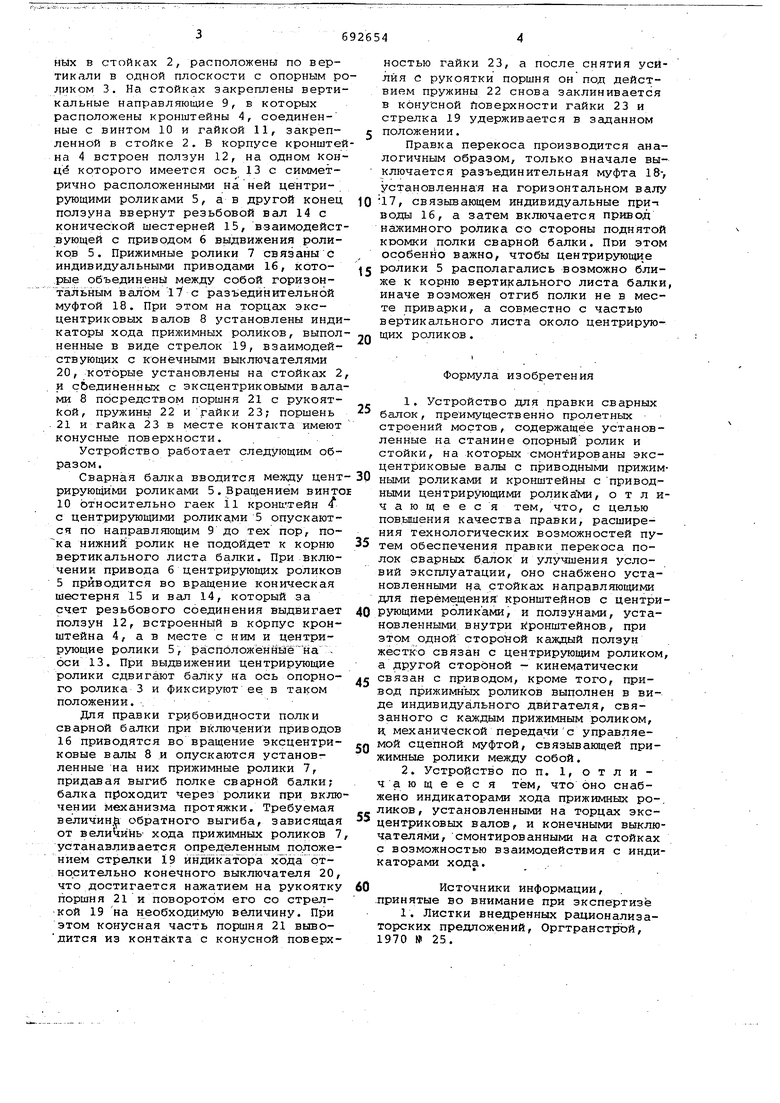
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 5вид по стрелке А на фиг. 1; на фиг.Звид по стре.лке Б на фиг. 1; на фиг.4- вид по стрелке В на фиг. 2; на фиг.5се-чение Г-Г на фиг. 4; на фиг. 6 - сечение Д-Д на фиг. 3.
0
Установка для правки сварных ба- / лок пролетных строений мостов состоит из станины 1, на которой укреплены две стойки 2 и опорный ролик 3, размещенный между стойками 2. Кронштей5ны 4 и центрирующие ролики 5 расположены между стойками в передней и задней части установки, а привод 6 роликов 5 установлен на станине 1 . Прижимные ролики 7, установленные
0 на горизонтальных валах 8, размптонных в стойках 2, расположены по вертикали в одной плоскости с опорным ро ликом 3. На стойках закреплены вертикальные направляющие 9, в которых расположены кронштейны 4, соединенные с винтом 10 и гайкой 11, закрепленной в стойке 2. В корпусе кронштей на 4 встроен ползун 12, на одном конце которого имеется ось 13 с симметрично расположенными наней центрирующими роликами 5, а в другой конец ползуна ввернут резьбовой вал 14 с конической шестерней 15, взаимодейст вующей с приводом б выдвижения роликов 5. Прижимные ролики 7 связаны с индивидуальными приводами 16, которые объединены между собой горизонтальным валом 17 с разъединительной муфтой 18. При этом на торцах эксцентриковых валов 8 установлены инди каторы хода прижимных роликов, выпол ненные в виде стрелок 19, взаимодействующих с конечными выключателями 20, которые установлены на стойках 2 и сбединенных с эксцентриковыми вала ми 8 посредством поршня 21 с рукояткой, пружины 22 и гайки 23; поршень .21 и гайка 23 в месте контакта имеют конусные поверхности. Устройство работает следующим образом. Сварная балка вводится между цент рирующими роликами 5. Вращением ВИНТО 10 относительно гаек il кронатейн 4 с центрирующими роликами 5 опускаются по направляющим 9 до тех пор, нижний ролик не подойдет к корню вертикального листа балки. При включении привода 6 центрирующих роликов 5 приводится во вращение коническая шестерня 15 и вал 14, который за счет резьбового соединения выдвигает ползун 12, встроенный в корпус кронштейна 4, а в месте с ним и центрирующие ролики 5, распбложённы ё йа оси 13. При выдвижении центрирующие ролики сдвигают балку на ось опорного ролика 3 и фиксируют ее в таком положении. . Для правки грибовидности полки сварной балки при включении приводов 16 приводятся во вращение эксцентриковые валы 8 и опускаются установленные на них прижимные ролики 7, придавая выгиб полке сварной балки балка проходит через ролики при вклю чении механизма протяжки. Требуемая величин обратного выгиба, зависящая от хода прижимных роликов 7 устанавливается определенным положением стрелки 19 индйк атора хода относительно конечного выключателя 20, что достигается нажатием на рукоятку поршня 21 и noBOpoTciM его со стрелкой 19 на необходимую величину. При этом конусная часть поршня 21 выводится из контакта с конусной поверхностью гайки 23, а после снятия усилия с рукоятки поршня он под действием пружины 22 снова заклинивается в конусной Ловерхвости гайки 23 и стрелка 19 удерживается в заданном положении. Правка перекоса производится аналогичным образом, только вначале выключается разъединительная муфта 18-, установленная на горизонтальном валу 17, связывающем индивидуальные при- воды 16, а затем включается привод нажимного ролика со стороны поднятой КРОМКИ полки сварной балки. При этом особенно важно, чтобы центрирующие ролики 5 располагались возможно ближе к корню вертикального листа балки, иначе возможен отгиб полки не в месте приварки, а совместно с частью вертикального листа около центрирующих роликов. Формула изобретения 1.Устройство для правки сварных балок, преимущественно пролетных строений мостов, содержащее установленные на станине опорный ролик и стойки, на которых смонтированы эксцентриковые валы с приводными прижимными роликами и кронштейны с приводными центрирующими роликами, отличающееся тем, что, с целью пов ышения качества правки, расширения технологических возможностей путем обеспечения правки перекоса полок сварных балок и улучшения условий эксплуатации, оно снабжено установленными на стойках направляющими для перемещения кронштейнов с центрирующими роликами, и ползунами, установленными внутри кронштейнов, при этом одной стороной каждый ползун жестко связан с центрирующим роликом, а другой стороной - кинематически связан с приводом, кроме того, привод прижимных роликов выполнен в виде индивидуального двигателя, связанного с каждым прижимным роликом, и; механической передачи с управляемой сцепной муфтой, связывающей прижимные ролики между собой. 2.Устройство по п. 1, отлича ю щ е е с я тем, что оно снабжено индикаторами хода прижимных ро-, ликов, установленными на торцах эксцентриковых валов, и конечными выключателями, смонтированными на стойках с возможностью взаимодействия с индикаторами хода. Источники информации, .принятые во внимание при экспертизе 1. Листки внедренных рационализаторских предложений, Оргтранстрой, 1970 25.
Вьтрабляемая Уама
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической правки полок сварных элементов | 1987 |
|
SU1558528A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для сборки под сварку | 1989 |
|
SU1729722A1 |
| МОСТОВОЙ БЛОК МНОГОПРОЛЕТНОГО МОСТА И КАРЕТКА ПРИВОДА (ЕЕ ВАРИАНТЫ) | 1993 |
|
RU2057836C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| МОСТОУКЛАДЧИК | 1996 |
|
RU2102556C1 |
| Установка для автоматической сваркиТАВРОВыХ бАлОК | 1978 |
|
SU804312A1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ОБОДОВ ДИСКОВ | 2012 |
|
RU2492954C1 |
| Устройство для правки грибовидности полок сварных балок | 1981 |
|
SU1026889A1 |