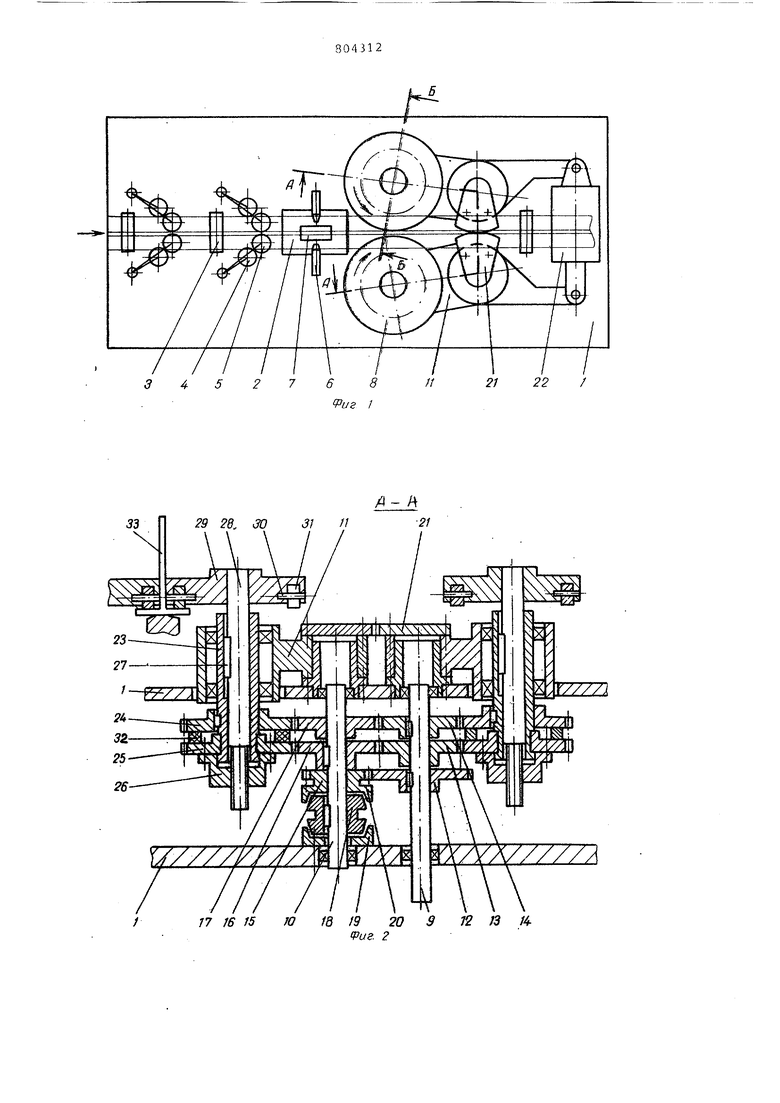
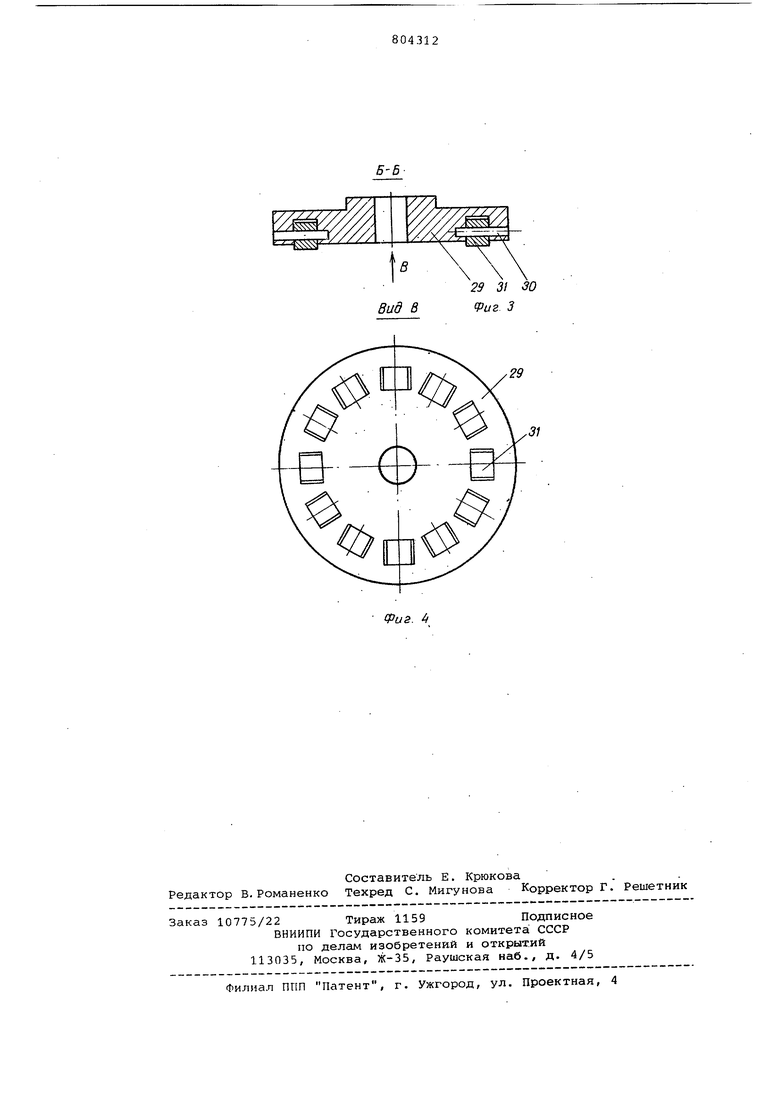
;54) УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТАВРОВЫХ БАЛОК Цель изобретения - повышение производительности путем обеспечения качественной сварки тавровых балок, преимущественно из легких сплавов, различных типоразмеров. Поставленная цель достигается тем что механизм для предотвращения сварочных деформаций выполнен в виде смонтированных на основании перпенди кулярно его плоскости приводного и дополнительного валов, каждый из которых оснащен тремя шестернями и поворотным рычагом, причем шестерни приводного вала взаимодействуют с с ответствующими шестернями дополнительного вала, на дополнительном ва установлена муфта сцепления, одна и полумуфт- которой закреплена на основании, а другая - на торце одной из шестерен дополнительного вала, при этом на поворотных рычагах по оси закрепления на указанных валах смонтированы зубчатые секторы, взаим действующие один с другим, а на одном из плеч каждого рычага параллел но оси вала, на котором он установл смонтирован полый шпиндель с зубча тым венцом и поворотной шестерней, взаимодействующими.с шестернями соответствующего им вала, причем на торце поворотной шестерни полого шп деля закреплена гайка, а внутри полого шпинделя установлена ось, снаб женная закрепленным на одном из ее концов прижимным ролик:ом для стенки балки, на торцовой поверхности кото рого радиально закреплены отжимные ролики для полки балки, причем втор конец оси выполнен с резьбой и уста новлен в гайке поворотной шестерни полого шпинделя. На фиг. 1 схематически изображена предлагаемая установка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение. Б-Б на фиг. 1; на .фиг. 4 - вид В на фиг. 3. Установка содержит основание 1, на котором сгмонтированы ведущий ролик 2/ для подачи элементов ,балки, поддерживающие ролики 3, центрирука(ие ролики 4 и 5 для полки и сте кй бл.г .ки 6, прижимные ролики 7 и ме xaHx:jM 8 для предотвращения сварочн дефс рмаций. Механизм для предотвращения свароч HEJX деформаций выполнен в виде установленных перпендикулярно основ нкю приводного 9 и дополнительного 10 валов, на каждом из которьах смон тированы поворотный рычаг 11 и три шестерни. На приводном валу 9 смонтированы шестерни 12, 13 и 14, на дополнительном валу установлены шес терни 15, 16 и 17, кроме того на дополнительном валу установлена муф та 18 сцепления, полумуфта 19 котор закреплена на основании, а полумуфта 20 - на шестерне 15. На рычагах 11 по оси их закрепления на валах 9 и 10 установлены зубчатые секторы 21, взаимодействующие один с другим. Одно из плеч каждого рычага 11 соединено с приводом 22 из поворота, а другое, плечо оснащено установленным параллельно оси валов 9 и 10 полым шпинделем 23 с зубчатым венцом 24 и свободно установленной на нем шестерней 25, на торце которой закреплена гайка 26. Внутри каждого полого шпинделя установлена посредством шпонки 27 ось 28. Один конец этой оси выполнен с резьбой и установлен в гайке 26, а на другом конце смонтирован прижимной ролик 29 для стенки балки. На торце этого ролика в радиальных его пазах установлены на осях 30 отжимные ролики 31 для полки балки, между зубчатым венцом 24 полого.шпинделя 23 и его шестерней 25 установлена фрикционная шайба 32, шестерни 12, 14 и 16 установлена на соответствующих валах 9 или 10, а шестерни 13, 15 и 17 установлены на валах с возможностью свободного поворота. Установка работает следующим образом. Свариваемые элементы балки 33 укладываются на ведущий 2 и поддерживающие ролики 3. С помощью центрирующих роликов 4 и 5 полки и стенки балки устанавливаются симметрично по оси установки, сверху стенка балки тавра прижимается прижимным роликом 7., Включают установку и начинают сварку. Одновременно прижимные ролики 29 с приводом 22 посредством зубчатых секторов 21 синхронно прижимаются к стенке балки 33 и осуществляют прокатку околосварной зоны. Усилие прокатки регулируется давлением масла в приводе 22. Отжимные ролики 31, набегая на полку балки 33, отжимают ее вниз. Величина отжима определяется положением прижимных роликов относительно полки балки и осуществляется это следующим образом. Включают приводной вал 9 и через шестерни 14, 17 и 24 вращение передается шпиндблям 23, а через фрикционные шайбы 32 - на шестерни 24. В нейтральном положении муфты 18 сцепления шестерни 25 и зубчатый венец 24 шпинделя 23 вращаются в одну сторону с одинаковой скоростью и ось 28 остается неподвижной относительно шпинделя 23. При зацеплении муфты 18 с полумуфтой 20 шестерни 15 вращение от вала 9 через шестерни 12, 15, 16 и 13 передается шестерне 25. Так как передаточное отношение шестерен 12, 15 и 25 отличается от передаточного отношения шестерен 14, 17 и 24, шестерня 25 вращается с большей скоростью, чем шестерня 24, и опережа- i
ет ее. При этом ось 28 вращается со скоростью шпинделя и одновременно перемещается вдоль шпинделя, благодаря передаче винт-гайки.
При зацеплении муфты 18 с полумуфтой 19 вал 10 тормозится, а следовательно, и шестерня 25 останавливается, а шестерня 24 со шпинделем 23 продолжает вращаться в прежнем направлении. При этом ось 28 перемещается вдоль шпинделя в противоположную сторону.
По окончании сварки установка отключается.
Реверсированием вращения прижимных роликов 29 достигается перемещение балки в обе стороны, что очень важно в случаях изменения режимов в процессе сварки или при их отработке, когда возможно частичное неустранение сварочных деформаций.
Описанная кинематическая связь узлов и деталей предлагаемой установки позволяет от одного привода осуществлять вращение прижимных роликов и перемещение балок вдоль оси при синхронном сближении роликов относительно продольной оси установки и при воздействии на балки усилия прокатки.
Предлагаемая установка обеспечивает качественную сварку тавровой балки из алюминия и других легких сплавов, позволяет отрабатывать режимы на одном изделии, расширить диапазон длин свариваемой тавровой балки и обеспечивает качественную сварку балок малой длины и прокатку свариваемой балки при более высоких температурах нагрева, что позволяет производить прокатку с меньшими усилиями .
Кроме того на предлагаемой установке обеспечивается синхронная установк уровня прижимных роликов относительно полок свариваемого тавра, что повышает качество сварного изделия .
Формула изобретения
Установка для .автоматической сварки тавровых балок, преимущественно
легких сплавов, содержащая смонтированные на основании сварочные головки., ведущий ролик для подачи элементов балки, прижимные ролики для элементов балки и центрирующие ролики для полки и стенки балки, а также механизм для предотвращения сварочных деформаций, отличающаяс я тем, что, с целью повышения производительности путем обеспечения качественной сварки тавровых балок
o различных типоразмеров, механизм для предотвращения сварочных деформаций выполнен в виде смонтированных на основании перпендикулярно его плоскости приводного вала с тремя -шес5тернями и поворотным рычагом и дополнительного вала, оснащенного тремя шестернями, взаимодействующимис соответствующими шестернями приводного вала, noBopoTHbJM рычагом и муфтой
0 сцепления, одна из полумуфт которой закреплена на основании, а другая полумуфта установлена на торце одной из шестерен дополнительного вала, при этом на поворотных рычагах по,
5 оси их закрепления на указанных валках смонтированы зубчатые секторы, взаимодействующие один с другим, на одном из плеч каждого рычага параллельно оси его вала смонтирован полый шпиндель с зубчатым венцом и пово0ротной шестерней, взаимодействующими с шестернями соответствующего им вала, причем на торце поворотной шестерни полого шпинделя закреплена гайка, а внутри полого вала смон5тирована- ось, на одном из концов которой установлен прижимной ролик для стенки балки, оснащенный радиально закрепленными на его торце отжимными роликами для полки балки,
0 причем другой конец этой оси выпол- нен с резьбой и установлен в гайке поворотной шестерни полого шпинделя.
Источники информации, принятые во внимание при экспертизе
5
1. Авторское свидетельство СССР 2437555, кл. В 23 К 37/04, 1967. 345276 2122 /
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Многошпиндельный гайковерт | 1982 |
|
SU1069985A1 |
| Портал для сборки балок коробчатого сечения | 1974 |
|
SU511172A1 |
| Установка для сварки автомобильных корпусов | 1989 |
|
SU1831417A3 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
29
Фиг.
