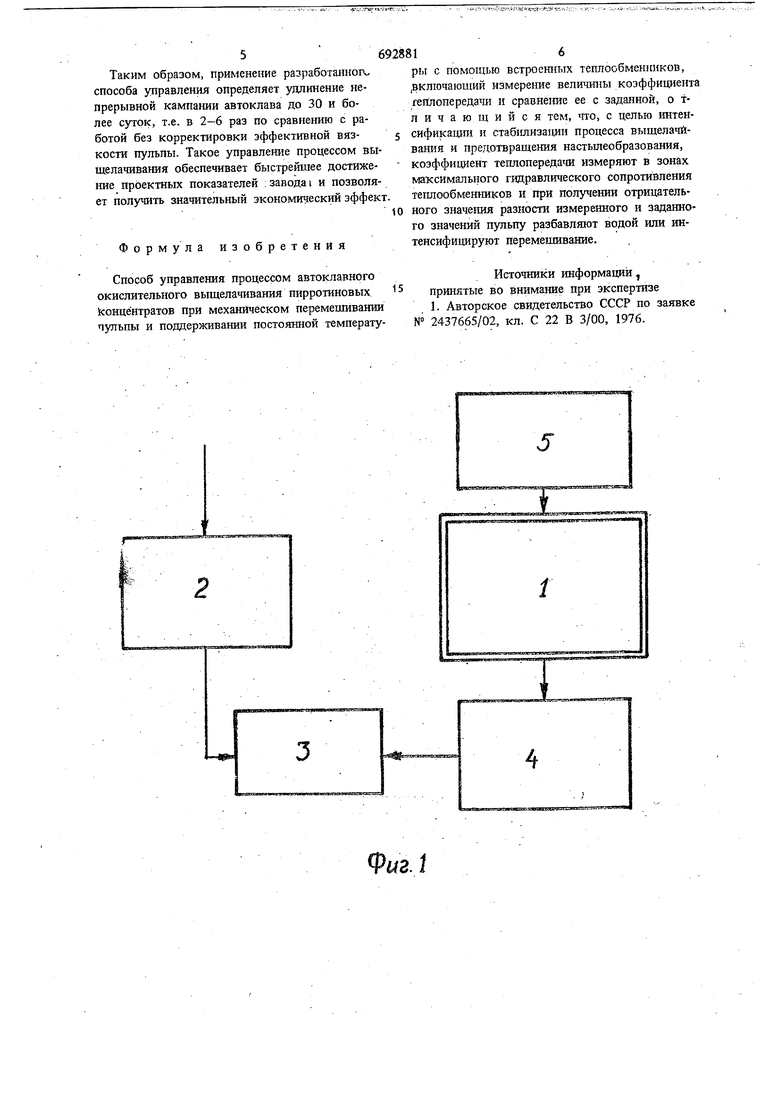
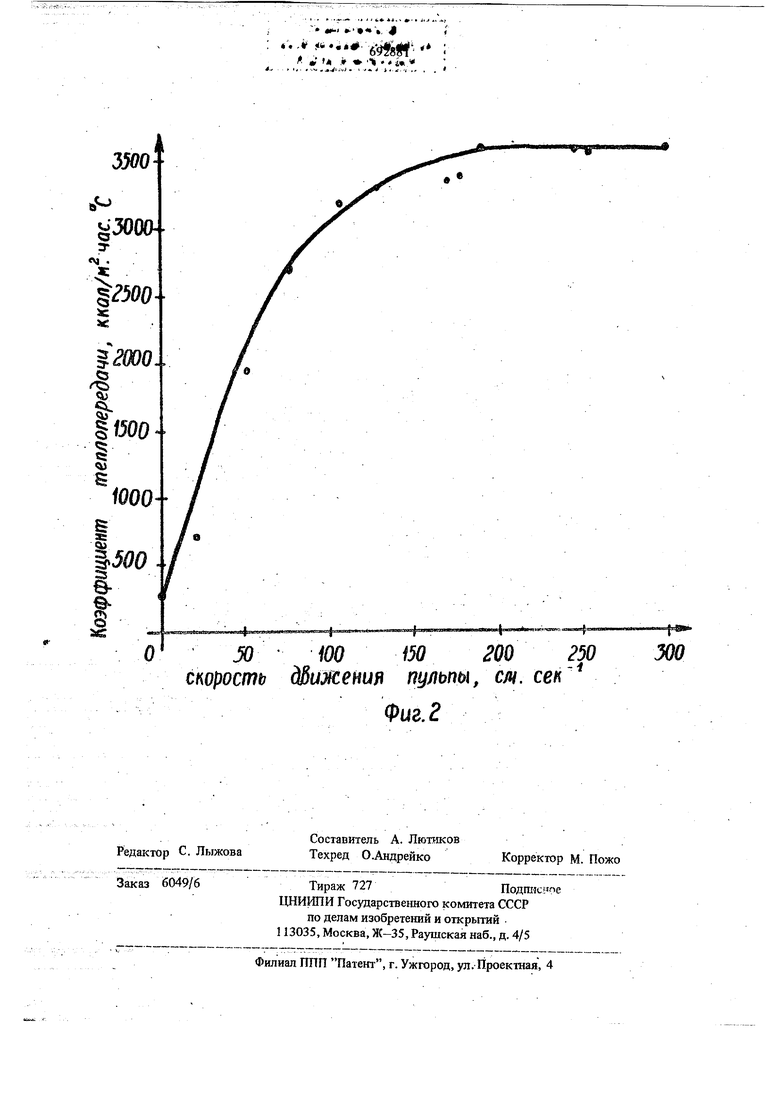
(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ АВТОКЛАВНОГО ОКИСЛИТЕЛЬНОГО ВЫЩЕЛАЧИВАНИЯ ПИРРОТИНОВЫХ КОНЦЕНТРАТОВ должительности работы аппарата, то при прочих равных условиях воздействие, уменьшающее нязкость, можно осуществить по заранее состав пенномувременному графику. Следует отметить, что заданное значение локального коэффициента теплопередачи должно индивидуально определяться для каждого конкретного реактора, так как оно зависит от особенностей констр тсции и от величины тепло передающей поверхности, приходящейся на единицу рабочего объема. На фиг. 1 показана блок-схема реализации с соба управления процессом автоклавного окисл тельного выщелачивания пирротиновьгх концент ратгов на фиг, 2 Представлена зависимость коэф фициента теплопередачи от средней скорости пульпы в процессе окислительного выщелачивания пирротиновых концентратов. Сведения о составе перерабатываемого концентрата, режиме окислительного выщелачивания, результаты замеров локальных значений коэффициента теплопередачи, полученных в начальный период кампании автоклава 1, когда все теплопередающие поверхности свободны от загрязнений, поступают в блок 2. В этом блоке на основании полученной информавди и статистических или расчетных данных о зависимости коэффициента теплопередата от скорости движения пульпы формируется, задашое. значение коэффициента теплопередачи Кдад, которое обеспечивается при необходимой для нормального протекания процесса скорости циркуляции пульпы. Сигнал, пропорциональньп ;велишне Кдад подается в блок 3, поступает также из блока 4 сигнал о текущем значении локального коэффициента теплопередачи Ктек. которое непрерывно замеряется в автоклаве. В блоке 3 сравниваются (путем вычитания) величины текущего и заданного значений коэффициента теплопередачи. При пот чении отрицательного значегшя разности текзшдего и заданного значегшй коэффициента теплопереда чи в блок 5 поступает. сигнал на умеш.шеш1е эффективной вязкости перемешиваемой среды. Уменьшение эффективной вязкости, осуществляемое блоком 5, производится за счет увеличения скорости сдвига, получаемого при интен сификации механического перемешивания, или путем разбавления перерабатьгааемой пульпы водой. Пример. Исходный пирротшювый кон центрат состава, вес.%: 0,55 меди, 3,45 , 55,4 железа, 33,41 серы выщелачивают в непрерывном режиме в полупромышленном горизонтальном четырехкамерном автоклаве с механическим перемеишванием, осзпцествляемым закрытой турбиной (п 730 об/мин), оборудованном встроетгыми теп.пообме1шиками для отвода избыточного тепла. Процесс ведут при температуре 108-112°С, общем давлении 15 атм и содержании кислорода (60%) в окисляющей кислородовоздущной смеси. Выщелачивание начинают при исходном отношении жидкого к твердому ,5. При таком соотеошении фаз текущее значение локального коэффициента теплопередачи за 20 ч снизилось с 1000 до 500 ккал/м ч С. Такое падение теплопередачи, если не изменить реологические свойства пульпы, через несколько часов приводит к остановке процесса, потому что теплообменники не обеспечивают отвод избыточного тепла экзотермических реакций выщелачивания. Для эффективного и устойчивого протекания выщелачивания в стабильном тепловом режиме значение коэффициента теплопередачи не должно быть меньще, чем задагаюе Кзад 550 ккал/м ч°С. Вввду того, что разность между тёкупдам и заданным значениями коэффицтентов теплопередачи составляет отрицательную величину, осуществляют воздействие в сторону уменьшения эффективной вязкости пульпы - вместо отношения ,5 устанавливают . Такое управляющее воздействие на процесс приводит к быстрому возрастанию коэффициента теплопередачи от 330 до 600 ккал/м ч°С, что обеспечивает непрерьшную работу автоклава еще в течение нескольких суток в заданном режиме. П р и м е р 2. В том же полупромышленном автоклаве проводят выщелачивание, все технологические условия аналогичны заказанным в примере 1. В трех секциях автоклава удельный расход мощности на перемешивание составляет 11 Вт/л. При такой интенсивности переме1Ш1вания текущее значение локального коэффициента теплопередачи за ПО ч С1шжается от 830 до 400 ккал/м ч°С, т.е. до значетшя меньшего, чем Кзад.. Для проверки предлагаемого способа управления в одной камере автоклава скорость сдвига увеличивают за счет интенсификации перемещивания до :.я.,|1ения 17,5 Вт/л. При таком пepeмeшивa ши эффективная вязкость пульпы имеет понижеьшую величин , что позволяет в течегше 300 ч поддерживать значение коэффициента теплопередачи на уровне Ктек 750 ккал/м ч°С, т.е. значительно превышающем величину Кзад - 550 ккал/мч°С. В опыте, где эффективную вязкость пульпы, еще более сяшжают за счет доведе шя удельной мощности на перемецшваиие до 20 Вт/л, удалось обеспечить 30-суточную работу гС1 оклава без остановки для -чистки те1гл:с;обменников. Прекращение опыта было вь зва1ю механическими неполадками, в то время как значение коэффициента тегщопередаш теплообменников позволяет и дальнейшее проведение вьпиеладавания. Таким образом, применение разработанного способа управления определяет удлинение непрерывной кампании автоклава до 30 и более суток, т.е. в 2-6 раз по сравнению с работой без корректировки эффективной вязкости пульпы. Такое управление процессом выщелачивания обеспечивает быстрейшее достижение проектных показателей : завода i и позволяет получить значительный экономический эффек Формула изобретения Способ управления процессом автоклавного окислительного выщелачивания пирротиновых koHueHTpaTOB при механическом перемешивании пульпы и поддерживании постоянной температу ры с помощью встроенных теплообменников, .включающий измерение величины коэффициента геплопередачи н сравнение ее с заданной, о тличающийся тем, что, с целью интенсификащш н стаб1шизаци11 процесса выщелачивания и предотвращения настылеобразования, коэффициент теплопередавд измеряют в зонах максимального гидравлического сопротивления теплообменников и при получении отрицательного значения разности измеренного и заданного значений пульпу разбавляют водой или интенсифивдруют перемещивание. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2437665/02, кл. С 22 В 3/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ АВТОКЛАВНОГО ОКИСЛИТЕЛЬНОГО ВЫЩЕЛАЧИВАНИЯ ПИРРОТИНОВОГО КОНЦЕНТРАТА | 1991 |
|
RU2024635C1 |
| Способ автоклавного выщелачивания пирротиновых концентратов | 1977 |
|
SU621767A1 |
| СПОСОБ ОКИСЛИТЕЛЬНОГО АВТОКЛАВНОГО ВЫЩЕЛАЧИВАНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ ФЕРРОСУЛЬФИДНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ | 1997 |
|
RU2117709C1 |
| Способ переработки сульфидов цветных металлов и железа | 1973 |
|
SU475401A1 |
| Способ управления процессом осаждения цветных металлов из окисленных пульп | 1978 |
|
SU753920A1 |
| Способ переработки сульфидных материалов | 1980 |
|
SU933765A1 |
| Способ очистки теплообменных поверхностей автоклава для переработки сульфидных руд и концентратов,содержащих цветные металлы | 1976 |
|
SU606640A1 |
| АВТОКЛАВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОВЕДЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ВСКРЫТИЯ ПИРРОТИНОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120332C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОКИСЛЕНИЯ СУЛЬФИДОВ | 2016 |
|
RU2650378C2 |
| Способ переработки пирротиновых материалов, содержащих цветные металлы | 1978 |
|
SU749924A1 |
I
-. tf., ,, J
;.
f t . л «i. gJOOOl 500 mo §600 то I |j( шрость движение пульпы, с/ц. сек Фиг.г
