Изобретение относится к способам гидрометаллургической переработки полиметаллических ферросульфидных материалов и может быть использовано в процессах окислительного гидротермического выщелачивания измельченных материалов, содержащих пирротин и другие сульфиды, целесообразно его применение в гидрометаллургической технологии переработки никель-пирротиновых материалов АО "Норильский комбинат", содержащих металлы платиновой группы.
Известен способ гидрометаллургической переработки пирротиновых концентратов, включающий непрерывное автоклавное окислительное выщелачивание измельченного концентрата в водной пульпе под давлением кислородно-воздушной смеси при механическом перемешивании, температуре выше точки плавления элементной серы в присутствии ПАВ с принудительным съемом избыточного тепла экзотермических реакций (Смирнов И.И., Шиврин Г.Н., Сиркис А.Л. Автоклавная технология переработки пирротинового концентрата. - Красноярск: Изд-во Красноярского университета, 1986. - 256 с. ; Технологическая инструкция гидрометаллургического цеха Надеждинского металлургического завода. - Рег. N 0401.14.109-11-15-83. - Введена 01.01.84. - 143 с.).
Окислительное автоклавное выщелачивание пирротиновых концентратов (ПК) - трехфазный гетерогенный процесс окисления сульфидов, преимущественно пирротина, с переводом железа в оксиды, а серы - в элементную, сопровождающимся значительным выделением тепла.
В известном способе процесс окислительного выщелачивания ПК осуществляют непрерывно в каскаде, состоящем из четырех двухсекционных горизонтальных автоклавов. Каждая секция автоклава оборудована двумя перемешивающими устройствами (ПУ). Окисляющий газ (кислородно-воздушная смесь) компрессором нагнетают в газовую фазу головного автоклава каскада. Для подачи газа в обрабатываемую пульпу и его тонкого диспергирования используют самовсасывающую турбинную мешалку закрытого типа, а для предотвращения оседания твердого на том же валу на нижнем ярусе устанавливают пропеллерную мешалку. Все ПУ автоклавов каскада (автоклавного агрегата) однотипны и имеют одинаковые аэрационные характеристики (Зайцев В.А. и др.//Цветные металлы. - 1978. - N 7. - С. 13oC16).
Получаемая в ходе окисления пульпа является по своим реологическим свойствам неньютоновской, тиксотропной жидкостью с коагуляционным структурированием, обнаруживающей пластичное течение (Серова Н.В., Горячкин В.И., Рудниченко В.Е. //Цветные металлы. - 1978. - N 2. - С. 1-5).
Образование пространственной структуры, приводящее к увеличению эффективной вязкости и возникновению застойных зон, снижает интенсивность тепло- и массообмена, препятствуя равномерному распределению кислорода по объему пульпы. Свойства такой системы не подчиняются законам механики ньютоновских сред и определяются главным образом поверхностными явлениями на границе раздела фаз (Корсунский В.Н. и др.//Цветные металлы. - 1988. - N 4. - С. 31-33).
Для повышения эффективности процесса выщелачивания необходимо стремиться к предельному разрушению структур уже на начальных стадиях окисления материала.
Между тем основная часть энергии привода мешалок автоклавов в известном способе затрачивается на аэрацию пульпы и ее циркуляцию через статор аэратора. На турбулизацию потока в местах, удаленных от циркуляционного контура, расходуется не более 10-20% мощности, что в среднем составляет всего 0,3-0,6 Вт/д3 пульпы. Следствием этого является неидеальность смешивания в пределах одной секции автоклава, о чем свидетельствует наличие температурных градиентов, достигающих 20-30oC, а также залегание части твердой фазы в зонах рабочего пространства аппарата, обладающих повышенным гидравлическим сопротивлением (там же, с. 31).
Кроме того, известный способ обладает целым рядом других недостатков, наиболее серьезным из которых является нерациональный профиль распределения температурного поля пульпы вдоль оси процесса выщелачивания, обусловленный главным образом несоответствием режима распределения КВС особенностям процесса окисления пирротина.
Окисление сульфидов кислородом в автоклаве при повышенных температурах и давлении окисляющего газа характеризуется высокой скоростью и сопровождается выделением избыточного тепла. Это тепло необходимо отводить из зоны реакции. Основным фактором, сдерживающим производительность и повышение экономичности процесса, является ограничение по отводу избыточного тепла процесса встроенными в автоклав теплообменниками ввиду сравнительно низкой интенсивности между вязкой пульпой и охлаждающей водой теплообменников.
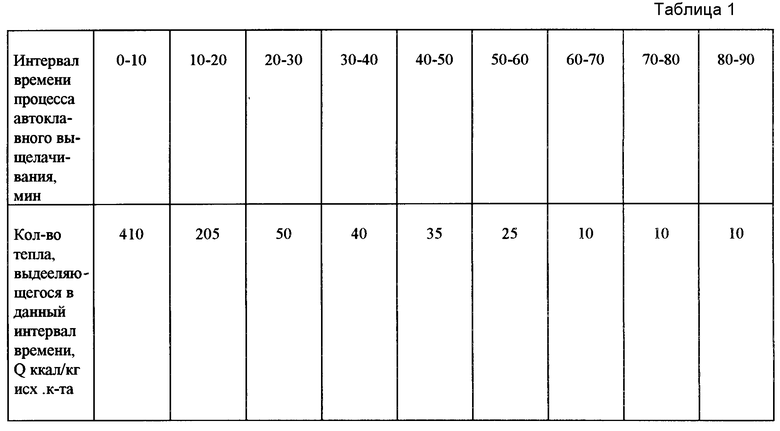
Кроме сравнительно большой теплотворной способности окисляемых материалов проблема отвода тепла усугубляется также тем, что при стационарных условиях процесса каждая единица массы выщелачиваемого концентрата выделяет экзотермическое тепло крайне неравномерно. Экспериментально установлено, что при выщелачивании 1 кг пирротинового концентрата, содержащего 62-65% пирротина, 9-10% пентландита, 3-4% халькопирита и 15-16% породы выделяется в среднем 800-825 ккал/кг тепла. При выщелачивании этого концентрата в промышленных условиях НМЗ АО "НГМК" ориентировочное распределение теплового эффекта по времени процесса характеризуется данными, приведенными в табл. 1.
Такое распределение тепловыделения (когда в первые 30 мин выщелачивания выделяется более 80% всего тепла) обусловливает повышенные требования к системе теплоотьема, связанные с необходимостью в определенные периоды выщелачивания снимать экстремальные тепловые нагрузки, усложняет аппаратурное оформление процесса и ограничивает возможности повышения его производительности.
Таким образом, при осуществлении автоклавного выщелачивания сульфидных материалов в стационарных условиях макрокинетические закономерности процесса определяют резко неравномерный характер тепловыделения.
Кроме вопросов теплового баланса со стабильностью режима автоклавного окисления сульфидов связаны и другие особенности процесса.
Так, например, установлено, что при выщелачивании пирротинового концентрата, содержащего цветные и благородные металлы, в стационарных условиях, когда пирротин окисляется с образованием элементной серы, уже через 40 мин потребление кислорода окисляемой пульпой прекращается: подача кислорода в автоклав практически становится равной его удалению, хотя реакции окисления (как показывают выполненные анализы пульпы) еще не закончились. Это показывает, что потребность в подаче кислорода пропадает еще до истечения полного времени окисления под давлением. При высокой скорости подачи окислителя в таких условиях может даже снижаться интенсивность разложения концентрата за счет покрытия поверхности сульфидов расплавленной серой (несмотря на ввод ПАВ, которое быстро разлагается избыточным окислителем).
Таким образом, при стационарных режимах высокотемпературного автоклавного выщелачивания требуется подача повышенных расходов поверхностно-активных веществ, что (как показывает промышленная практика) отрицательно влияет на последующую переработку окисленной пульпы.
Вследствие нерационального распределения КВС и недостаточно интенсивного перемешивания пульпы, известный способ характеризуется крайне низким целевым извлечением благородных металлов - особенно редких платиновых, извлечение которых в серосульфидный концентрат (ССК) составляет только 30-50% (Изучение особенностей поведения металлов платиновой группы при переработке пирротиновых концентратов //Отчет по НИР ин-та "МИТХТ" - ГР N 8175925. - М., 1982. - 56 с.).
Наиболее близким к предложенному способу по совокупности признаков и достигаемому результату является способ окислительного автоклавного выщелачивания сульфидных материалов, содержащих цветные металлы, включающий обработку измельченного материала в водной пульпе при повышенной температуре, механическом перемешивании и подаче газообразной окисляющей смеси, в котором выщелачивание ведут при расходе энергии на перемешивание 0,12-0,23 кВт на 1 м3 подаваемой в пульпу газообразной окисляющей смеси (А.с. СССР N 1524506, кл. C 22 B 3/00, с приор. от 13.08.87; Корсунский В.И. и др. //Цветные металлы. - 1988. - N 4. - С. 31-33) - прототип.
В известном способе интенсификация процесса автоклавного окислительного выщелачивания обеспечивается за счет улучшения условий тепло- и массообмена, достигаемого повышением турбулентности потока перемешиваемой пульпы. Расход энергии на турбулизацию пульпы, приходящийся на 1 м3 диспергируемого окисляющего газа в рассматриваемом способе, составляет 0,12-0,23 кВт•ч. (против ≈ 0,082 кВт•ч. в способе-аналоге).
Интенсификация перемешивания по способу-прототипу позволяет снизить градиенты температур в секциях автоклавного агрегата, что свидетельствует о приближении аппарата с гидродинамической точки зрения к системе с идеальным перемешиванием; увеличить в среднем на 20% производительность процесса автоклавного выщелачивания при одновременном повышении степени разложения пирротина с ≈ 94 до 96,4%; существенно интенсифицировать теплообмен в автоклаве (среднее значение коэффициента теплопередачи составило 1800 ккал/м2•ч•oC против 600-900 ккал/м2•ч•oC в способе-аналоге); сократить ≈ на 20-40% общий удельный расход охлаждающей воды, циркулирующей через встроенные в автоклавы теплообменники; снизить значение pH пульпы в головных секциях автоклавного агрегата, что обеспечивает уменьшение потерь цветных металлов с отвальными хвостами технологии.
Вместе с тем известный способ имеет ряд серьезных недостатков.
В способе-прототипе при осуществлении окислительного выщелачивания используется режим равноинтенсивной ("индифферентной") аэрации, при котором подаваемый в перемешиваемую пульпу поток окисляющей газовой смеси распределяется равномерно по всему фронту процесса выщелачивания. Весь поток окисленной смеси, как и в способе-аналоге, подают в газовую фазу 1-й секции многосекционного автоклавного агрегата и он движется конгруэнтно потоку обрабатываемой пульпы. В результате расходования кислорода на реакции окисления сульфидов его концентрация в газовой фазе автоклавов по ходу процесса монотонно снижается. Поэтому, несмотря на равноинтенсивную аэрацию пульпы во всех секциях автоклавного агрегата расход кислорода в головных секциях значительно выше, чем в конечных.
При указанной выше неравномерности тепловыделения и ограниченных конструкцией автоклавов возможностях системы теплоотъема для поддержания теплового баланса процесса приходится ограничивать его производительность. Кроме того, индифферентный режим аэрации, при котором в конце процесса засос газа в пульпу на порядок превышает стехиометрические потребности, приводит к общему понижению степени полезного использования кислорода подаваемой компримированной газовой смеси, что, естественно, понижает общую экономичность автоклавного выщелачивания.
Факторы, сдерживающие улучшение ТЭП промышленного процесса выщелачивания пирротинового концентрата, осуществляемого в соответствии с прототипом, иллюстрируется, например, такими подтвержденными практикой усредненными количественными данными:
- при фиксированном, оптимальном, с точки зрения технологии, соотношения фаз обрабатываемой пульпы Ж:Т=1-2, проектная производительность автоклавного агрегата по переработке исходного концентрата (70 т/ч) не может быть обеспечена при снижении величины коэффициента теплопередачи от пульпы к встроенным теплообменникам в наиболее напряженных по выделению избыточного тепла секциях K=750-950 ккал/v2•чoC;
- если в начале процесса коэффициент избытка подаваемого в пульпу окислителя по отношению к стехиометрическому составляет примерно 1, то в конце выщелачивания этот избыток возрастает до 6-7.
Такое распределение подачи газа-окислителя во времени процесса (или длине автоклавного агрегата) не обеспечивает эффективного его использования в конце выщелачивания, что, естественно, снижает полезное использование достаточно дорогого компримированного кислорода.
Таким образом, анализ экспериментальных и расчетных результатов показывает, что при наличии экзотермических реакций и стабильно высокой степени аэрации пульпы осуществление экономичного и высокопроизводительного процесса выщелачивания невозможно без принятия специальных мер, обеспечивающих выравнивание средней скорости окисления сульфидов и скорости выделения избыточного тепла по времени процесса.
Другим недостатком распределения кислорода при выщелачивании сульфидных минералов по известному способу является повышенная сорбционная активность образующейся железогидратной фазы. Это связано с высокой скоростью протекания процесса оксигидролиза сульфата железа в головных секциях автоклавного агрегата, что приводит к образованию мелкодисперсного железистого осадка, обладающего высокой поверхностной энергией и способностью хемосорбцией редких платиновых металлов. При последующей флотационной переработке такой пульпы разделение серосульфидной и железогидратной фаз осложнено образованием гетерокоагуляционных структур, что приводит к повышению потерь цветных и драгоценных металлов с хвостами автоклавной технологии.
Кроме того, существенным недостатком прототипа является то, что повышение интенсивности перемешивания приводит к усилению гидродинамических макропульсаций пульпы, вызывающих усиление вибрации элементов (трубок) встроенных теплообменников и их быстрое разрушение в результате вызванного вибрацией биения в трубных досках. Порыв трубки теплообменника приводит к аварийной остановке всего автоклавного агрегата, поскольку в этом случае окисленная пульпа под высоким давлением устремляется в систему оборотного водоснабжения.
Задача, решаемая изобретением, заключается в увеличении производительности автоклавного агрегата, повышении полезного использования окисляющей газообразной смеси, повышении полноты целевого извлечения цветных и драгоценных металлов, упрощении и удешевлении аппаратурного оформления процесса выщелачивания. При этом критерием технологической эффективности автоклавного выщелачивания служат показатели последующей серосульфидной флотации (ССФ) - уровень потерь ценных компонентов с отвальными хвостами и качество получаемого серосульфидного концентрата (ССК), определяемое величиной массового отношения содержащегося в концентрате общего железа к сумме цветных металлов [Fe]:[Ni+Cu+Co].
Поставленная задача решается тем, что в способе окислительного автоклавного выщелачивания полиметаллических ферросульфидных материалов, содержащих драгоценные металлы, включающем обработку измельченного материала в водной пульпе при механическом перемешивании, температуре выше точки плавления серы в присутствии поверхностно-активного вещества, с подачей в пульпу окисляющей газообразной смеси и отводом от пульпы избыточного тепла, согласно изобретению подачу окисляющей газообразной смеси ведут в колебательном режиме между точками ее подачи с амплитудой колебаний расхода 10-100 м3/ч. на 1 м3 пульпы и периодом 6-60 мин.
Другое отличие состоит в том, что колебательный режим подачи в пульпу окисляющей газообразной смеси поддерживают с помощью чередующихся в автоклавах самовсасывающих перемешивающих устройств с изменением расхода подачи смеси между ними.
Следующим отличием является то, что колебательный режим подачи в пульпу окисляющей газообразной смеси поддерживают путем принудительного распределенного ввода смеси под уровень пульпы с изменением ее расхода между точками подачи.
Предлагаемый способ позволяет оптимизировать интенсивность насыщения пульпы окисляющей газообразной смесью за счет колебательного режима ее расхода. Это обеспечивает более ровный характер протекания экзотермической реакции окисления пирротина, что позволяет снизить пиковую напряженность теплового баланса и выровнять профиль температурного поля по фронту выщелачивания - устранить температурный "экстремум" в головных секциях автоклавного агрегата. Выравнивание температуры в свою очередь обеспечивает увеличение производительности процесса выщелачивания и повышение степени полезного использования подаваемого в автоклав кислорода.
Упрощение и удешевление аппаратурного оформления промышленного процесса достигается за счет возможности частичной или полной замены сложных и дорогих проектных перемешивающих и аэрирующих устройств, всегда обеспечивающих высокую степень технологии, упрощенными перемешивающими устройствами. Эти упрощенные перемешивающие и аэрирующие устройства представляют собой одно- или многоярусные открытые стандартные турбины. При их работе для аэрации в зону действия турбин принудительно подается КВС по специальным перфорированным трубкам заглубленным под уровень пульпы.
Экспериментально установлено, что подача окисляющей газообразной смеси в колебательном режиме позволяет оптимизировать распределение температурного поля по фронту процесса выщелачивания.
При непрерывном режиме выщелачивания, осуществляемом в промышленном масштабе гидрометаллургического производства, реализация колебательного режима по подаче газовой фазы в объем окисляемой пульпы может быть достигнута несколькими теоретически просчитанными и проверенными на практике способами:
1. За счет поддержания различного числа оборотов проектных перемешивающих и аэрирующих устройств (ПУ) последовательно расположенных в секционированных горизонтальных автоклавах выщелачивания.
2. Регулированием подачи проходных сечений газозасасывающих отверстий, находящихся в статорах аэраторов проектных ПУ.
3. Путем использования "интенсифицированных ПУ" (интенсифицируется турбулизация потока выщелачиваемой пульпы при снижении аэрационных характеристик аэратора). Интенсифицированные перемешивающие устройства получаются в результате модернизации проектных за счет замены нижней пропеллерной мешалки на стандартную турбинную мешалку открытого типа, проектный аэратор остается в работе. Подбор размера устанавливаемой нижней турбины обеспечивает регулирование подаваемого в пульпу аэратором потока КВС.
4. Путем полной замены сложных и дорогих проектных ПУ упрощенными перемешивающими устройствами. Эти упрощенные перемешивающие и аэрирующие устройства представляют собой одно- или многоярусные открытые стандартные турбины. Для аэрации в зону действия турбин принудительно подается КВС по специальным перфорированным трубам, заглубленным под уровень пульпы. Изменяя расход подаваемого потока окислителя, размеры и частоту вращения открытых турбин удается эффективно и достаточно точно регулировать количество диспергируемого в пульпе окисляющего газа, что требуется для реализации колебательного режима выщелачивания.
Последний способ реализации заявляемого колебательного режима автоклавного окислительного выщелачивания наиболее привлекателен в современных условиях, так как позволяет осуществлять процесс с высокими ТЭП при использовании простых и дешевых ПУ вместо дорогих и требующих постоянного ремонта проектных аэраторов.
Наилучшие показатели достигаются при комбинированной подаче окисляющей смеси, включающей использование самовсасывающих мешалок в сочетании с принудительной подачей комбинированного окислителя под уровень пульпы.
В процессе создания изобретения было установлено, что эффективность колебательного режима подачи окисляющей газообразной смеси в процесс выщелачивания в значительной степени зависит от амплитуды и периода колебаний ее расхода. В том случае, когда амплитуда колебаний расхода менее 10 м3/ч•м3 пульпы показатели автоклавного выщелачивания (степень разложения пирротина, извлечение никеля в раствор, степень полезного использования кислорода, интенсивность теплосъема) и результаты последующей флотации окисленной пульпы (качество концентрата и извлечение в него ценных компонентов) мало отличаются от результатов, полученных по способу-прототипу. При амплитуде колебаний более 100 м3/ч•м3 пульпы происходит вспенивание пульпы (ее перенасыщение газом). Следствием этого является чрезмерное увеличение объема пульпы - процесс выщелачивания переходит или близок к пенному режиму, что приводит к резкому ухудшению его показателей: снижению степени разложения пирротина и извлечения никеля в раствор, резкому уменьшению степени полезного использования кислорода, увеличению расхода ПАВ). При этом ухудшается качество получаемого флотоконцентрата и существенно падает извлечение цветных и драгоценных металлов.
Период колебаний расхода окисляющей газообразной смеси, как и его амплитуда, также является параметром, в значительной степени определяющим показатели процесса выщелачивания. Оптимальное значение этого параметра находится в интервале 6-60 мин. В том случае, когда период колебаний менее 6 мин, процесс выщелачивания по степени разложения пирротина, переходу никеля в раствор, степени полезного использования кислорода практически не отличается от способа прототипа; при этом реализация режима с высокочастотными колебаниями расхода окислителя на практике сопряжена со значительными техническими трудностями: требует установки в автоклавах большого числа аэрирующих ПУ с различными характеристиками или целой системы газоподводящих перфорированных труб-аэраторов. При колебаниях расхода окисляющей смеси более 60 мин процесс выщелачивания протекает нестабильно, следствием чего являются низкая степень разложения пирротина и соответственно неудовлетворительное качество получаемого флотоконцентрата и высокие потери ценных компонентов с отвальными хвостами.
Сведения о процессе автоклавного окислительного выщелачивания с подачей окисляющей газовой смеси в колебательном режиме при заданных амплитуде и периоде колебаний при изучении патентной и научно- технической литературы не выявлены. Таким образом, заявляемый способ отвечает критерию изобретательского уровня.
Способ осуществляется следующим образом.
Пульпу полиметаллического ферросульфидного материала подвергают автоклавному окислительному выщелачиванию, проводимому в непрерывном режиме при механическом перемешивании, температуре выше точки плавления серы в присутствии поверхностно-активного вещества, например, технического лигносульфоната. Процесс выщелачивания осуществляют под избыточным давлением кислорода, создаваемым рассредоточенной подачей в пульпу окисляющей газообразной смеси, в частности, кислородно-воздушной смеси (КВС). Окисляющую смесь вводят в колебательном режиме с амплитудой колебаний расхода 10-100 м3/ч. на 1 м3 обрабатываемой пульпы и периодом 6-60 мин. Выбор конкретных параметров режима подачи окислителя определяется характеристиками исходного материала в питании процесса (крупностью; содержанием минералов меди; соотношением сульфидов и пустой породы; составом породы и другими факторами). Избыточное тепло экзотермических реакций окисления сульфидов снимается одним из известных методов, например, с помощью встроенных в автоклавы теплообменников.
По завершении выщелачивания из раствора окисленной пульпы осаждением выделяют цветные металлы. В качестве осадителя могут быть использованы известные реагенты - сульфидообразователи: металлизованные железные окатыши, сульфид кальция, полисульфидно-тиосульфатные растворы. После операции осаждения из пульпы известными методами выделяют ценные компоненты. В качестве одного из таких методов может быть использован процесс пенной флотации, в котором сульфиды цветных, драгоценных металлов и элементную серу выделяют в коллективный серосульфидный концентрат (ССК), а оксиды железа и компоненты пустой породы - в отвальные хвосты. Серосульфидный концентрат перерабатывают с получением технической серы и автоклавного сульфидного концентрата, а железистые хвосты после обезвреживания (железоочистки и нейтрализации) - сбрасывают в хвостохранилище или направляют в дальнейшую переработку для получения металлического железа.
Режим подачи окисляющей газообразной смеси в процессе автоклавного выщелачивания в каждом конкретном случае подбирают экспериментальным путем в зависимости от состава исходного ферросульфидного материала. Эффективность режима оценивают по степени использования окислителя, гранулометрическому составу окисленной пульпы, степени разложения пирротину, химическому составу получаемых продуктов серосульфидной флотации (ССФ) и величине потерь ценных компонентов с хвостами. Эффективность тем выше, чем больше степень использования окислителя при выбранной производительности процесса, меньше содержание частиц класса плюс 150 мкм в окисленной пульпе при минимальном расходе лигносульфоната, выше степень разложения пирротина, меньше потерь ценных компонентов с хвостами флотации и ниже показатель отношения железа к сумме цветных металлов в пенном продукте - серосульфидном концентрате.
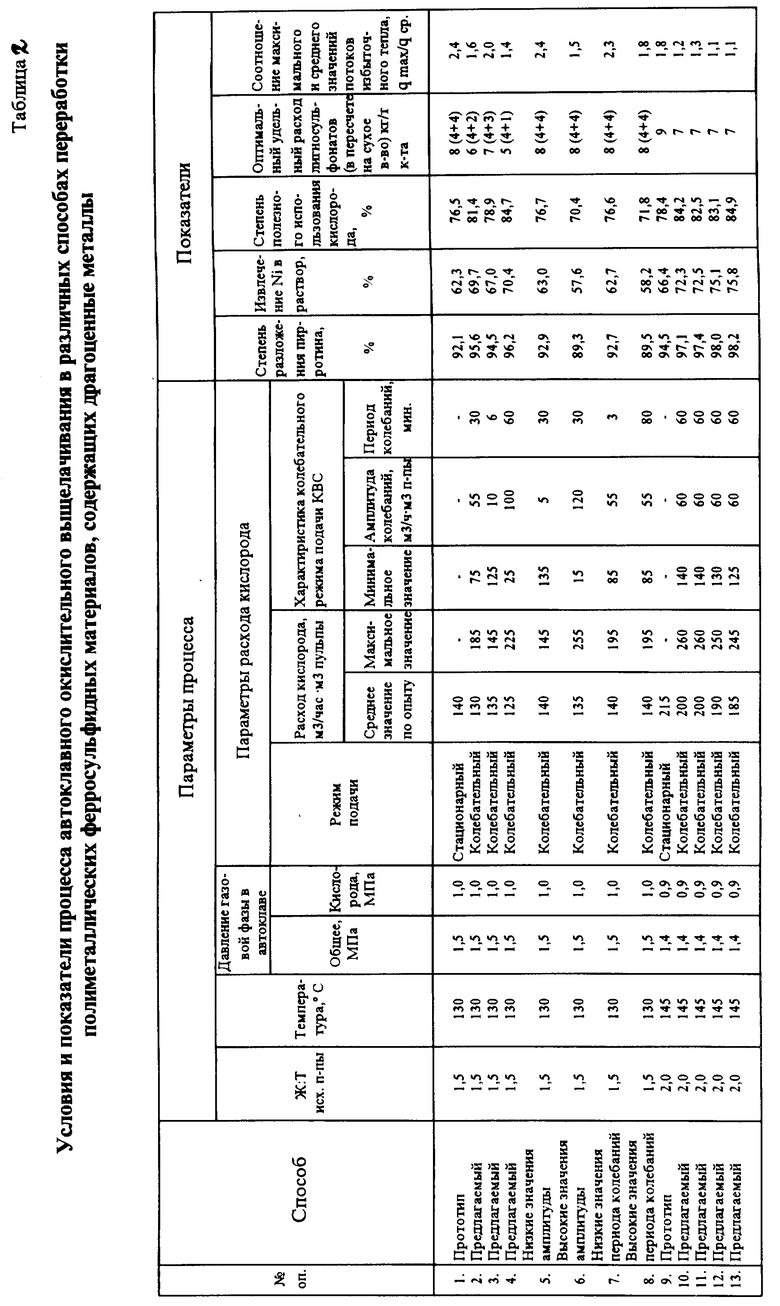
Предлагаемый способ описан в конкретных примерах и его результаты приведены в табл. 2 и 3.
Эксперименты проводились на двух установках: лабораторной (в периодическом режиме) и пилотной (в непрерывном режиме). В обоих случаях схема эксперимента включала автоклавное окислительное выщелачивание - осаждение цветных металлов - флотационное выделение серосульфидного концентрата.
В табл. 2 представлены результаты автоклавного окислительного выщелачивания, полученные в режиме прототипа (опыты 2-4 и 10-13). В табл. 3 приведены результаты флотации окисленной пульпы после операции осаждения цветных металлов, соответствующие опыты 1-13 табл. 2.
Опыты 1-8 проведены на лабораторном автоклаве в периодическом режиме; опыты 9-13 - в 4-секционном стендовом автоклаве, оборудованном комплектами перемешивающих устройств с различными аэрационными характеристиками (аналогичным проектным ПУ промышленных автоклавов, упрощенными ПУ без аэраторов и интенсифицированными ПУ). Эксперименты на стендовом автоклаве выполнены в непрерывном режиме.
Пример 1 (опыт 1 табл. 2 и 3) - по прототипу. В эксперименте использовали "рядовой" пирротиновый концентрат (ПК) Норильского ГМК, поступавший в гидрометаллургическую переработку Надеждинского металлургического завода, состава, %: никель - 2,12; медь - 0,64; кобальт - 0,094; железо - 49,1; сера - 30,2; породообразующие - 11,36; в том числе SiO2 - 5,79; CaO - 1,90; Al2O3 - 2,22; MgO - 1,45; пирротин - 68,7. Крупность концентрата 84% класса минус 44 мкм.
Навеску ПК массой 400 г репульпировали водой до Ж:Т=1,5 и подвергали окислительному выщелачиванию в лабораторном автоклаве вместимостью 1 дм3 с механическим перемешивающим устройством. Автоклав был оборудован системами регулирования температуры и давления. В качестве рабочего колеса ПУ использовали 6-лопастную турбину открытого типа. Скорость вращения мешалки была постоянной и составляла 2800 мин-1. В качестве окислителя использовали технический кислород, подаваемый с постоянным расходом под уровень пульпы. Выщелачивание концентрата проводили при температуре 130oC и парциальном давлении кислорода 1,0 МПа. В водную пульпу материалы вводили расчетное количество ПАВ - раствора технических лигносульфонатов (ЛСТ), предотвращающего смачивание сульфидов расплавленной серой и подавляющего гранулообразование. Расход ЛСТ подбирали по результатам предварительных исследований. Критерием оптимальности расхода служило отсутствие "песков" (класса плюс 150 мкм) в конечной окисленной пульпе. Общий расход ЛСТ составлял 8 г/кг ПК, в том числе 4 г/кг загружали в автоклав одновременно с исходным питанием и 4 г/кг подавали с помощью "монжюса" через 30 мин от начала опыта. После загрузки пульпы и ПАВ автоклав герметизировали, включали перемешивание и электрообогрев. По достижении рабочей температуры в автоклав подавали кислород с расходом 140 дм3/ч•дм3, после установления рабочих температуры и давления начинали отсчет времени. Стабилизация температуры процесса осуществлялась в автоматическом режиме путем циркуляции охлаждающей воды во встроенном холодильнике. Выщелачивание проводили при расходе энергии на турбулизацию пульпы 0,18 кВт•ч на 1 м3 подаваемого в пульпу газообразного кислорода. Продолжительность выщелачивания составляла 180 мин. По окончании заданного времени подачу кислорода в автоклав прекращали и пульпу охлаждали путем циркуляции воды через холодильники при включенной мешалке.
От выгруженной из автоклава пульпы отбирали пробу, в которой замеряли плотность и pH. Твердую и жидкую фазу пробы анализировали на содержание основных компонентов. Технологическую эффективность выщелачивания оценивали по степени разложения пирротина, извлечению никеля в раствор и показателям последующей коллективной (серосульфидной) флотации. По величине соотношения максимального (qmax) и среднего (qср) значений потока избыточного тепла, снимаемого встроенным в автоклав холодильником, оценивали эффективность кривой изменения температуры от времени выщелачивания. Чем меньше отношение qmаx/qср (профиль температурной кривой более пологий), тем стабильнее протекает процесс выщелачивания и однороднее структура железогидратного осадка. В данном опыте степень разложения пирротина составила 02,1%; извлечение никеля в раствор - 62,3%, а отношение qmax/qср - 2,4. Степень полезного использования кислорода - 76,5%.
Осаждение цветных металлов из раствора окисленной пульпы проводили измельченными металлизированными окатышами в лабораторном термостатированном титановом реакторе вместимостью 1,5 дм3. Перемешивание пульпы в реакторе осуществлялось турбинной одноярусной мешалкой с фиксированной скоростью вращения. Температура пульпы в процессе осаждения поддерживалась с точностью ±1oC. Дозировка осадителя (металлизированных окатышей) в обрабатываемую пульпу осуществлялась распределенно, четырьмя равными порциями в течение первых 20 мин. Эксперимент проводили при следующих параметрах: объем пульпы в реакторе 0,5 дм3; плотность исходной пульпы 1,45±0,02 кг/дм3; температура процесса - 95±1oC; содержание металлического железа в осадителе - 79,1%; гранулометрический состав осадителя - (+45-425) мкм; скорость вращения мешалки - 500 мин-1; продолжительность процесса - 40 мин; остаточная концентрация никеля в растворе - 0,25±0,05 г/дм3.
Коллективную флотацию пульпы после операции осаждения проводили в лабораторной флотомашине с рабочим объемом камеры 1 дм3 в замкнутом цикле - по принципу непрерывного процесса. Схема процесса включала основную, контрольную и три перечистки чернового сульфидного концентрата (пенного продукта основной флотации). В качестве основного реагента-собирателя использовали бутиловый ксантогенат, в качестве вспомогательного - моторное топливо марки ДТ по ГОСТ 1667-68. Реагенты-собиратели использовали в виде эмульсии в количестве (г/т твердого в питании флотации): ксантогената - 300; моторного топлива - 500. Для стабилизации эмульсии, получаемой в специальном агитаторе, добавляли бутиловый аэрофлот (5 вес.% от массы моторного топлива). Собиратель в каждом опыте подавали в одну точку - в голову основной флотации. Продолжительность отдельных стадий флотации составляла, мин: основная + контрольная флотация - 10; I перечистка - 6; II перечистка - 4; III перечистка - 3;
Твердое продуктов флотации отделяли от раствора на вакуумной воронке, кеки сушили, взвешивали и анализировали на содержание металлов и серы. По выходу и химическому составу продуктов рассчитывали балансовое распределение ценных компонентов, на основании чего проводили сопоставительную оценку эффективности режима автоклавного окислительного выщелачивания.
Показатели флотации представлены в табл. 3. Как видно из данных табл. 3, стационарный (базовый) режим подачи кислорода в процесс выщелачивания обеспечил сравнительно низкий уровень извлечения цветных и драгоценных металлов в коллективный концентрат, %: никеля - 86,4; меди - 81,5; кобальта - 84,0; платины 75,2; палладия - 76,5; родия - 58,9; рутения - 51,0; золота - 62,3; серебра - 71,4. Извлечение элементной серы в концентрат составило 81,8%. Коллективный флотоконцентрат в сумме содержал 6,35% тяжелых цветных и 18,77 г/т драгоценных металлов при массовом отношении железа к сумме цветных металлов 3,87.
Пример 2 (опыт 2 табл. 2 и 3). Используемый пирротиновый концентрат, оборудование и условия переработки материала такие же, как в примере 1. Отличие состоит лишь в режиме подачи кислорода в процесс автоклавного окислительного выщелачивания. Кислород подавался в пульпу в соответствии с законом периодических прямоугольных колебаний. При средней величине удельной аэрации 130 м3 кислорода/ч•м3 пульпы амплитуда колебательного воздействия составляла 55 м3 пульпы, а минимальный и максимальный удельные расходы кислорода соответственно были равны 75 и 185 м3/ч•м3 пульпы. Период колебаний расхода кислорода составлял 30 мин. За время выщелачивания (180 мин) было произведено 6 полных циклов колебаний расхода.
Кислород поступал под давлением из баллона (P1=5 МПа) через понижающий редуктор, на выходе которого давление (Pвых) составляло ≈ 1,0-1,2 МПа. Измерение расхода кислорода осуществляли с использованием сильфонного дифманометра, регулируя расход окислителя в процесс с помощью игольчатого вентиля, установленного на крышке автоклава. Процесс выщелачивания начинали при расходе кислорода 185 м3/ч•м3 пульпы (максимальном), поддерживая его на этом уровне в течение 15 мин; по истечении этого времени игольчатый вентиль на линии подачи окислителя в автоклав прикрывали, обеспечивая этим снижение расхода кислорода до 75 м3/ч•м3 пульпы (минимального). При этом расходе процесс также вели в течение 15 мин, после чего вентиль приоткрывали до установления расхода кислорода 185 м3/ч•м3 пульпы и цикл полностью повторялся. Время фиксировали с помощью механического секундомера.
Подача кислорода в режиме колебаний обеспечила более высокие показатели процессов выщелачивания и серосульфидной флотации, чем при его стационарной подаче по способу-прототипу. Степень разложения пирротина и извлечение никеля в раствор при выщелачивании ПК увеличились на 3,5 и 7,4 абс.% соответственно. При этом одновременно на 7,1 отн.% сократился удельный расход кислорода за счет повышения степени его полезного использования с 76,5 до 81,4%. Соотношение максимального и среднего значений потока избыточного тепла снизилось с 2,4 до 1,6, что свидетельствует о более ровном протекании процесса окисления пирротина. Оптимальный расход лигносульфоната снизился с 8 до 6 кг/т ПК (4+2), что явилось одним из факторов улучшения показателей последующей серосульфидной флотации.
В сравнении с прототипом показатели коллективной флотации значительно выше. Извлечение цветных металлов в концентрат в среднем увеличилось на 4,9%; суммы платиновых металлов - на 5,3%; золота - на 6,5%; серебра - на 3,7%. Суммарное содержание цветных металлов в концентрате составило 6,85% при массовом отношении железа к сумме цветных металлов 3,59.
Пример 3 (опыт 7 табл. 2 и 3) - по прототипу. Эксперимент проводили на пилотной установке в непрерывном режиме. Окислительному выщелачиванию был подвергнут высокосернистый ПК Норильского ГМК следующего усредненного состава%: никель - 2,23; медь - 0,69; кобальт - 0,101; железо - 50,4; сера - 31,7; породообразующие - 7,42; в том числе: SiO2 - 3,78; CaO - 1,12; Al2O3 - 1,49; MgO - 1,03; пирротин - 74,6, Крупность концентрата - 81,4% класса минус 44 мкм.
Концентрат выщелачивали в горизонтальном четырехсекционном автоклаве вместимостью 50 дм3, оборудованном механическими самовсасывающими ПУ (конструкции НИИХИММАШа) и встроенными теплообменниками. В качестве окислителя использовали технологический кислород (≈ 95% O2), который с постоянным расходом нагнетали компрессором в газовую фазу 1-й секции автоклава. Подача кислорода в пульпу осуществлялась за счет его всасывания из газовой фазы аэраторами интенсифицированных ПУ. Все 4 перемешивающих устройства автоклава имели одинаковые аэрационные характеристики (K = 1,2). Мешалки ПУ были установлены в два яруса аналогично ПУ промышленных автоклавов НМЗ): на верхнем ярусе располагался аэратор, под ним - шестилопастная турбина открытого типа. Водную пульпу ПК с Ж:Т = 2,0 насосом непрерывно подавали в первую секцию автоклава. Выщелачивание вели при температуре 140-150oC (средняя 145oC), парциальном давлении кислорода 0,9 МПа и расходе энергии на перемешивание 0,16 кВт•ч. на 1 м3 подаваемого в пульпу кислорода. Продолжительность процесса - 120 мин.
В данном опыте при расходе кислорода 215 м3/ч•м3 пульпы степень разложения пирротина составила 94,5%; извлечение никеля в раствор - 66,4%, а отношение (Qmax/qср - 1,8. Полное гранулоподавление достигнуто при расходе ЛСТ, равном 9 кг/т ПК. Степень полезного использования кислорода составила 78,4%.
Операцию осаждения цветных металлов из раствора окисленной пульпы и коллективной проводили также в непрерывном режиме на стендовом оборудовании. Режимные параметры операции аналогичны приведенным в примере 1.
Результаты коллективной флотации окисленной пульпы после операции осаждения цветных металлов приведены в табл. 3. Извлечение ценных компонентов в серосульфидный концентрат составило, %: никеля - 85,8; меди - 80,6; кобальта - 84,2; серы элементной - 79,6; платины - 74,7; палладия - 76,0; родия - 58,1; рутения - 49,6; золота - 59,8; серебра - 68,6. Полученный после четырех перечисток концентрат содержал 6,65% суммы цветных и 21,03 г/т драгоценных металлов. Массовое отношение железа к сумме цветных металлов в концентрате составило 3,67.
Пример 4 (опыт 10, табл. 2 и 3). Состав пирротинового концентрата, оборудование и условия процессов выщелачивания, осаждения и флотации аналогичны примеру 3. Отличие состоит в том, что кислород при окислительном выщелачивании подавали в соответствии с законом периодических прямоугольных колебаний: в 1 и 3-ю секции автоклава с расходом 260 м3/ч•м3 пульпы; во 2 и 4-ю секции - с расходом 140 м3/ч•м3 пульпы. Амплитуда колебаний расхода кислорода составила 60 м3/ч•м3 пульпы; период колебаний - 60 мин. Волна колебаний расхода окислителя по фронту выщелачивания в данном эксперименте создавалась чередованием ПУ с различными аэрационными характеристиками. В 1 и 3-й секциях автоклава были установлены интенсифицированные самовсасывающие ПУ (аналогичные ПУ в примере 3), во 2 и 4-й секциях - ПУ с низким значением сульфитного числа (с упрощенными аэраторами). Аэрационные характеристики ПУ были измерены на стендовом автоклаве по стандартной методике и составляли (расход нагнетаемого в пульпу кислорода): ПУ-1 и 3-2,6 м3/ч; ПУ-2 и 4-1,4 м3/ч.
Выщелачивание концентрата с колебательным режимом подачи кислорода характеризовалось более высокими технико-экономическими показателями, чем в известном cпособе (пример 3). При прочих равных условиях (температуре, Ж:Т пульпы, парциальном давлении кислорода и продолжительности процесса) степень разложения пирротина и переход никеля в раствор составили соответственно 97,1 и 72,3%. Средний расход кислорода по сравнению со способом-прототипом снизился с 215 до 200 м3/ч•м3 пульпы (≈ на 7 отн.%), а степень полезного использования окислителя увеличилась с 78,4 до 84,2%. Следствием колебательного режима подачи окислителя явилась возможность снижения расхода ЛСТ с 9 (в прототипе) до 7 кг/т без видимых признаков агрегации серосульфидной фазы. Улучшилось распределение температурного поля по фронту выщелачивания, что выразилось в снижении соотношения максимального и среднего значений потоков избыточного тепла, снимаемого встроенными холодильниками, с 1,8 (в прототипе) до 1,2 (т.е. в 1,5 раза). Поскольку в настоящее время производительность промышленного процесса выщелачивания на НМЗ лимитируется условиями отвода избыточного тепла в наиболее термонапряженных секциях автоклавного агрегата, предлагаемый способ, обеспечивая снижение соотношения Qmax/qср, делает возможным повышение производительности автоклавного агрегата по переработке ПК.
Результаты коллективной флотации, представленные в табл. 3, свидетельствуют о повышении флотационной активности получаемой окисленной пульпы по сравнению со способом-прототипом. Извлечение ценных компонентов в серосульфидный концентрат составило, %: никеля - 89,3; меди - 83,4; кобальта - 87,5; серы элементной - 84,5; платины - 79,1; палладия - 78,7; родия - 62,3; рутения - 53,9; золота - 63,6; серебра - 72,4. Концентрат содержал 7,22% суммы цветных металлов; 49,3% элементной серы и 22,99 г/т драгоценных металлов. Массовое отношение металлов в концентрате составило 3,38. В табл. 2 и 3 приведены примеры, отличающиеся масштабом эксперимента, характеристиками оборудования и условиями подачи окисляющей газовой смеси в пульпу при автоклавном окислительном выщелачивании. В частности, опыты 1-8 проведены в лабораторных условиях, а опыты 9-13 - на пилотной установке. При этом
- в опыте 11 кислород в пульпу подавали принудительно в каждую секцию автоклава через перфорированные трубы, подведенные к нижней мешалке ПУ. В этом опыте все четыре ПУ автоклава работали без аэраторов. Колебательный режим подачи окислителя создавался поддержанием различных расходов кислорода в секции 1,3 и 2,4;
- в опыте 12 использовали комбинированный метод подачи окислителя. В пульпу 1 и 3-й секций автоклава кислород поступал за счет работы самовсасывающих интенсифицированных ПУ. Во 2 и 4-ю секции кислород подавался принудительно под уровень пульпы с помощью перфорированных труб. Перемешивающие устройства во 2 и 4-й секциях работали без аэраторов;
- в опыте 13 использовали другой вариант комбинированного метода подачи окислителя. В пульпу 1 и 3-й секций автоклава кислород подавали принудительно по перфорированным трубам, заглубленным под уровень пульпы. В этих секциях были установлены ПУ без аэрирующих устройств. Во 2 и 4-й секциях кислород поступал за счет работы интенсифицированных самовсасывающих ПУ, оборудованных упрощенными аэраторами с пониженными сульфитными числами.
Согласно полученным экспериментальным результатам (опыты 2-4, 10-13) предлагаемый способ позволяет значительно улучшить технико- экономические показатели переработки полиметаллических ферросульфидных материалов. Основными факторами экономической эффективности в данном случае являются:
- упрощение конструкции и соответственно удешевление перемешивающих устройств автоклавов выщелачивания, что в последнее время сделалось весьма актуальным в связи с резким удорожанием восстановительных ремонтов ПУ промышленных автоклавов и быстрым износом аэрирующих устройств;
- повышение производительности автоклавного агрегата по переработке исходного материала за счет сглаживания профиля тепловыделения (уменьшения соотношения qmax/qср);
- снижение удельного расхода окислителя в результате повышения степени его полезного использования;
- сокращение удельного расхода ПАВ, применяемого для предотвращения смачивания сульфидов расплавленной серой и ее агрегации;
- повышение полноты целевого извлечения цветных и драгоценных металлов за счет увеличения флотационной активности серосульфидной фазы и улучшения структуры образующихся гидратированных оксидов железа;
- повышение полноты извлечения элементной серы в товарный продукт;
- улучшение качества коллективного флотоконцентрата, и, следовательно, повышение ТЭП его последующей переработки.
Сравнительный анализ результатов опытов 10-13 свидетельствует о том, что наиболее эффективным методом аэрации пульпы при выщелачивании является сочетание принудительной подачи окислителя под уровень пульпы через перфорированные трубы с применением интенсифицированных самовсасывающих ПУ, оборудованных упрощенными аэраторами (опыт 13).
Разработанный способ может быть реализован на базе действующего автоклавного оборудования ГМП НМЗ без дополнительных капитальных затрат в рамках техперевооружения. В качестве наиболее рационального варианта подачи окислителя предлагается схема, предусматривающая чередование его пневматической (принудительной) и механической (самовсосом) подачи согласно опыту 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОКЛАВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОВЕДЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ВСКРЫТИЯ ПИРРОТИНОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120332C1 |
| СПОСОБ ФЛОТАЦИИ ПЕНТЛАНДИТА ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ ПИРРОТИНСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1997 |
|
RU2108168C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ТРУДНОВСКРЫВАЕМЫХ ПИРРОТИНСОДЕРЖАЩИХ МАТЕРИАЛОВ, ПАССИВИРОВАННЫХ ПРОДУКТАМИ КИСЛОРОДНОЙ КОРРОЗИИ СУЛЬФИДОВ | 2002 |
|
RU2235139C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ПОЛИМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1989 |
|
SU1609162A1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ КОНЦЕНТРАТОВ С ВЫСОКИМ СОДЕРЖАНИЕМ ПИРРОТИНА | 2002 |
|
RU2245377C2 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ПИРРОТИН-ПЕНТЛАНДИТОВЫХ КОНЦЕНТРАТОВ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ | 2016 |
|
RU2626257C1 |
| Способ переработки сульфидных концентратов, содержащих пирротин, пирит, халькопирит, пентландит и драгоценные металлы | 2019 |
|
RU2712160C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ПИРРОТИН-ПЕНТЛАНДИТОВЫХ КОНЦЕНТРАТОВ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ | 2014 |
|
RU2573306C1 |
| СПОСОБ КОЛЛЕКТИВНОЙ ФЛОТАЦИИ СУЛЬФИДОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ, ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1995 |
|
RU2100095C1 |
| Способ переработки сульфидных полиметаллических материалов | 1987 |
|
SU1423616A1 |

Изобретение относится к способам гидрометаллургической переработки полиметаллических ферросульфидных материалов и может быть использовано в процессах окислительного гидротермического выщелачивания измельченных материалов, содержащих пирротин и другие сульфиды. Для увеличения производительности и повышения извлечения способ включает обработку измельченного материала в водной пульпе при механическом перемешивании, температуре выше точки плавления серы в присутствии поверхностно-активного вещества, с подачей в пульпу окисляющей газообразной смеси и отводом от пульпы избыточного тепла. Подачу окисляющей газообразной смеси ведут в колебательном режиме между точками ее подачи с амплитудой колебаний расхода 10 - 100 м3/ч на 1 м3 пульпы и периодом 6 - 60 мин. Колебательный режим подачи в пульпу окисляющей газообразной смеси поддерживают с помощью чередующихся в автоклавах самовсасывающих перемешивающих устройств с изменением расхода подачи смеси между ними либо путем принудительного распределения ввода смеси под уровень пульпы с изменением ее расхода между точками подачи. Наиболее эффективным методом аэрации пульпы при колебательном режиме подачи окисляющей газовой смеси является сочетание ее принудительной подачи под уровень пульпы через перфорированные трубы с применением интенсифицированных самовсасывающих перемешивающих устройств, оборудованных упрощенными аэраторами. 2 з.п.ф-лы, 3 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Корсунский В.И | |||
| и др | |||
| Цветные металлы, 1988, N 4, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ управления процессом окислительного выщелачивания пирротиновых концентратов | 1977 |
|
SU692880A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ окислительного автоклавного выщелачивания сульфидных полиметаллических железосодержащих материалов | 1981 |
|
SU988889A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Масляницкий И.Н | |||
| и др | |||
| Автоклавные процессы в цветной металлургии | |||
| - М.: Металлургия, 1969, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
