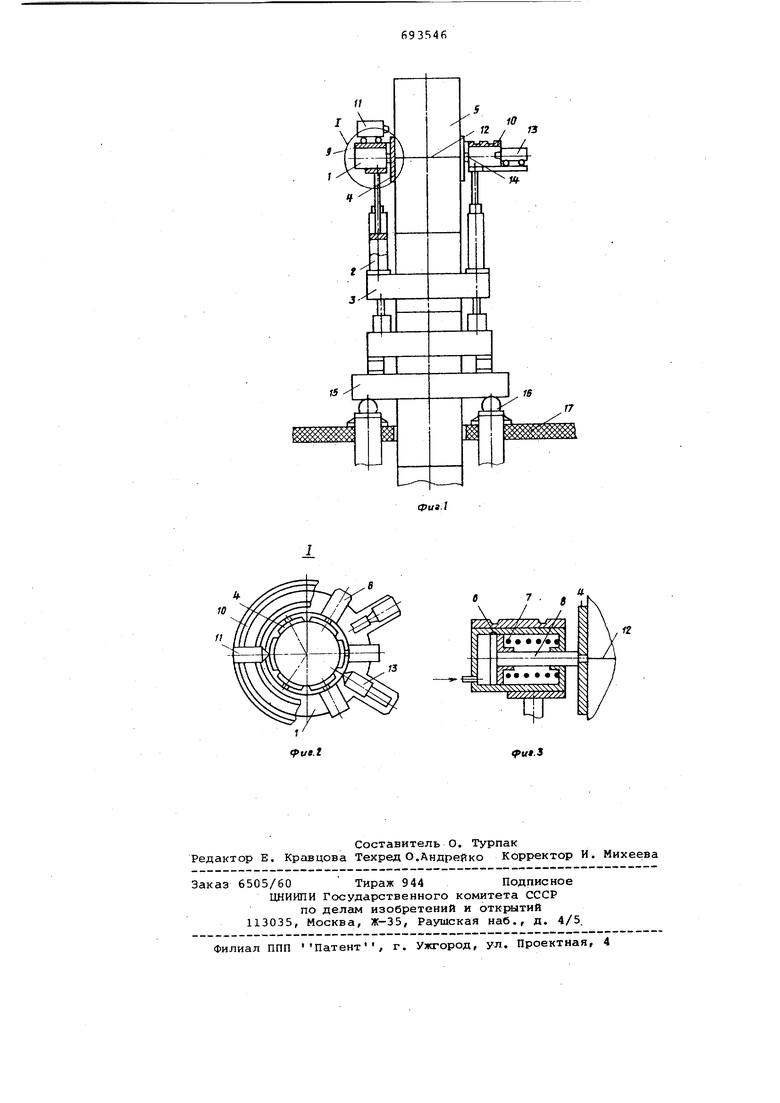
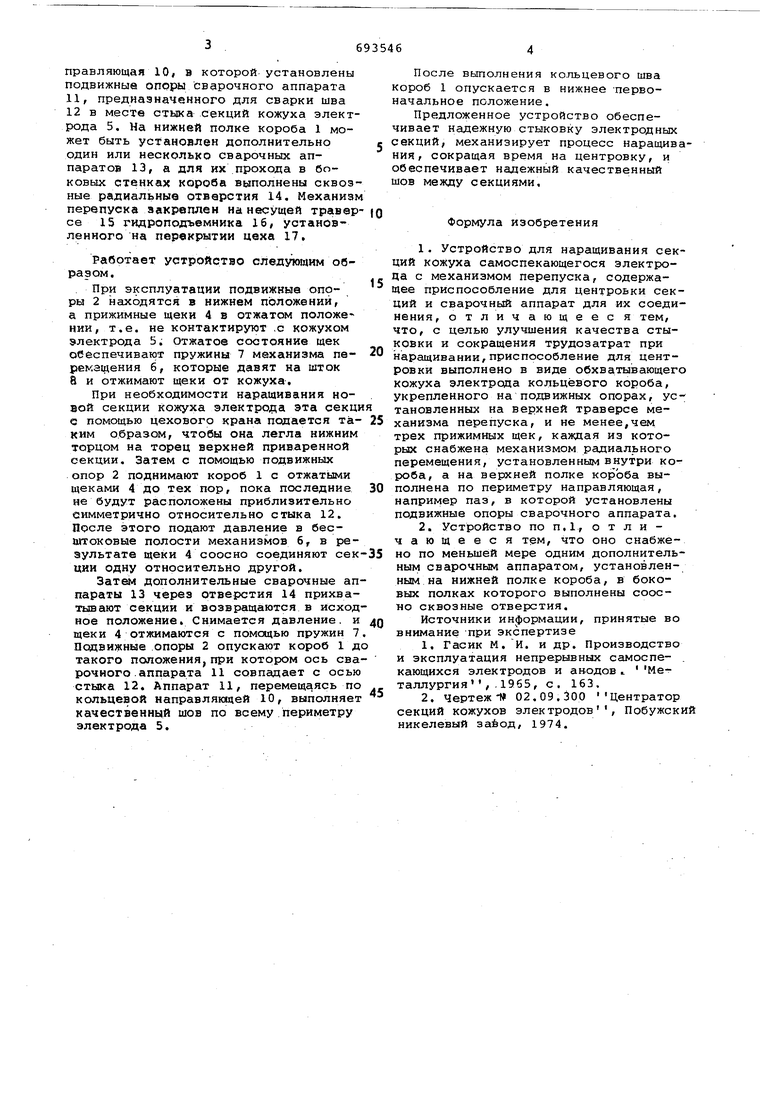
Изобретение относится к черной и цветной металлургии и может быть при менено на руднотермических печах, ос нащенных самсюнекающимися электродагл По мере сгорания электрода возникает необходимость наращивания кояа/х электрода. Известны устройства для наращивания секций кожуха самоспекающегося электрода, в которых соосность секии осуществляется вручную с помощью отвесов и линеек 1. Такое наращивание мало проЕ зводительно, трудоемко и не дает хорошего качества наружной поверхности кожуха электрода. Известны также устройства, содержащие приспособление для центровки секций и сварочный аппарат для их,со динения 2 . Недостатками их являются невысокое качество стыковки и трудоемкость процесса наращивания. Целью изобретения является улучшение качества стыковки и сокращение трудозатрат при наращивании. Это достигается тем, что приспособ ление для центровки выполнено в виде обхватывающего кожух электрода кольцевого короба, укрепленного на подзижкых опорах, установленных на верх ней траверсе механизма перепуска, и не менее чем трех прижимных щек, каш1.ая КЗ которых снаб.жена механизмом радиального пере мещения, установленHfcjj/: внутри короба, а на верхней долке короба выполнена по периметру направляющая, напрж.ер паз, в которой установлены подвижные опоры сварочного аппарата. Кроме того, устройство снабжено по меньшей мере одним дополнительнк ; сварочным аппаратов, установленным на нижней полке короба, в боковых полках которого выполнены соосно сквозные отверстия. На фиг. 1 схеглатически изображено предложенное устройство, общий вид; на фиг. 2 - узел I, план; на фиг. 3 - ьюханизм перемел1ения щек. Устройство СОСТОИТ из кольцевогокороба 1, укрепленного на подвижных опорах 2, установленных на верхней траверсе 3 механизма переггуска. На коробе закреплены прижимные щеки 4, расположенные вокруг кожуха злектрода 5, каждая щека снабжена механизмом 6 радиального перемещения, имеющим пружнн у 7 и рабочий шток 8, На верхней полке 9 короба выполнена направляющая 10, в которой установлены подвижные опоры сварочного аппарата 11, предназначенного для сварки шва 12 в месте стыка секций кожуха элект рода 5. На нижней полке короба 1 может быть установлен дополнительно один или несколько сварочных аппаратов 13, а для их прохода в боковых стенках короба выполнены сквоз ные радиальные отверстия 14. Механиз перепуска закреплен на несущей травер се 15 гидроподъемника 16, установленного на перекрытии цеха 17, Работает устройство следутощим обраэом. При эксплуатации подвижные опоры 2 находятся в нижнем положений, а прижимные щеки 4 в отжатом положе НИИ, т.е. не контактируют ,с кожухом электрода 5; Отжатое состояние щек обеспечивают пружины 7 механизма перемзщения 6, которые давят на шток 8 и отжимают щеки от кожуха. При необходимости наращивания новой секции кожуха электрода эта секц с помощью цехового крана подается та КИМ о.бразом, чтобы она легла нижним торцом на торец верхней приваренной секции. Затем с помощью подвижных опор 2 поднимают короб 1 с отжатыми щеками 4 до тех пор, пока последние не будут расположены приблизительно симметрично относительно стыка 12. После этого подают давление в бесаггоковые полости механизмов б, в результате щеки 4 соосно соединяют сек цни одну относительно другой. Затем дополнительные сварочные ап параты 13 через отверстия 14 прихватывают секции и возвращаются в исход ное положение. Снимается давление, и щеки 4 отжимаются с помощью пружин 7 Подвижные опоры 2 опускают короб 1 д такого положения, при котором ось сва рочного .аппарата 11 совпадает с осью стыка 12. Аппарат 11, перемещаясь п кольцевой направлягацей 10, выполняе качественный шов по всему периметру электрода 5. После выполнения ко.пьцевого шва короб 1 опускается в нижнее -первоначальное положение. Предложенное устройство обеспечивает надежную стыковку электродных секций, механизирует процесс наращивания, сокращая время на центровку, и обеспечивает надежный качественный шов между секциями. Формула изобретения 1.Устройство для наращивания секций кожуха самоспекающегося электрода с механизмом перепуска, содержащее приспособление для центровки секций и сварочный аппарат для их соединения, отличающееся тем, что, с целью улучшения качества стыковки и сокращения трудозатрат при наращивании,приспособление для центровки выполнено в виде обхватывающего кожуха электрода кольцевого короба, укрепленного на подвижных опорах, ус-; тановленных на верхней траверсе механизма перепуска, и не менее,чем трех прижимных щек, каждая из которых снабжена механизмом ргщиального перемещения, установленным внутри короба, а на верхней полке короба выполнена по периметру направляющая, например паз, в которой установлены подвижные опоры сварочного аппарата, 2.Устройство по п,1, отличающееся тем, что оно снабжено по меньшей мере одним дополнительным сварочным аппаратом, установленным на нижней полке короба, в боковых полках которого выполнены соосно сквозные отверстия. Источники ин формации, принятые во внимание при экспертизе 1.Гасик М. И. и др. Производство и эксплуатация непрерывных самоспе- . кающихся электродов и аводов Мета.ш1ургия , . 1965, с, 163, 2.Чертеж 02.09,300 Центратор секций кожухов электродов , Побужский никелевый забод, 1974.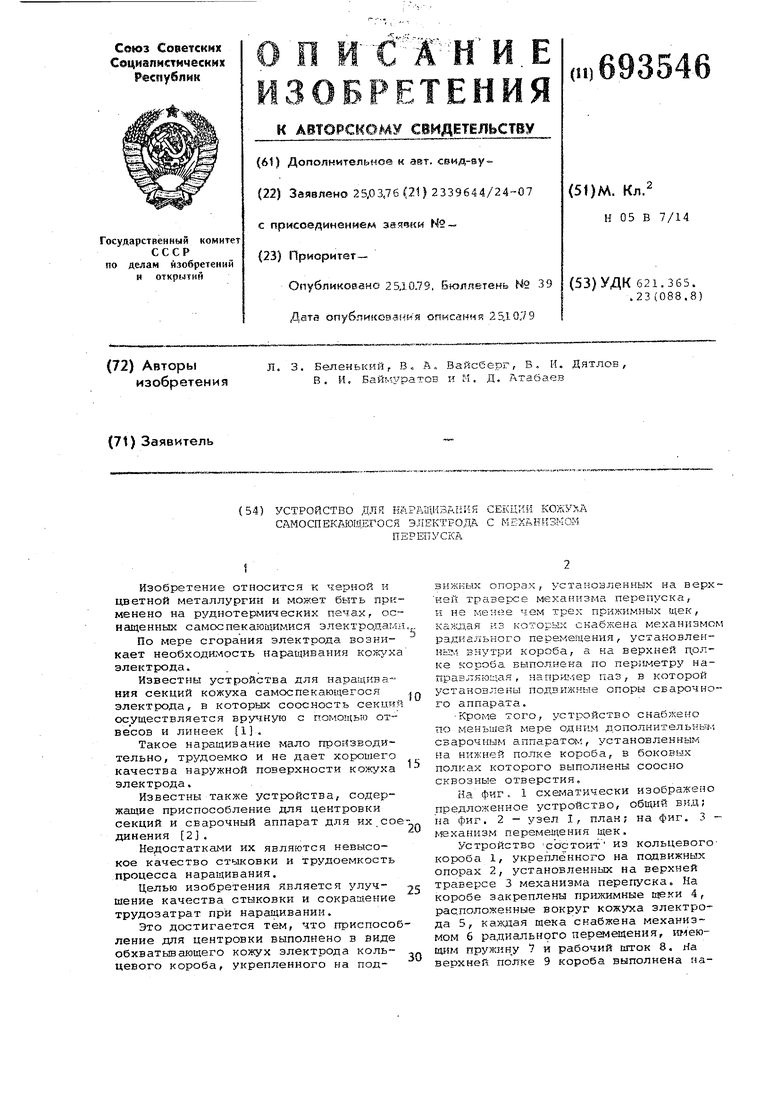
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима и перемещения секционированного электрода | 1972 |
|
SU442579A1 |
| Устройство для перепуска электрода дуговой электропечи | 1979 |
|
SU856044A1 |
| Кожух самоспекающегося электрода дуговой печи | 1975 |
|
SU544848A1 |
| КОЖУХ ОВАЛЬНОГО САМОСПЕКАЮЩЕГОСЯ ЭЛЕКТРОДА | 1973 |
|
SU396844A1 |
| Способ спекания самоспекающегося электрода трехэлектродной руднотермической электропечи | 1989 |
|
SU1746540A1 |
| Электродный узел дуговой электропечи | 1988 |
|
SU1658424A1 |
| Узел самоспекающегося электрода дуговой электропечи | 1981 |
|
SU980296A1 |
| Устройство для перепуска самоспекающегося электрода дуговой электропечи | 1981 |
|
SU978390A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ПЕРЕПУСКА САМО СПЕКАЮЩЕГОСЯ ЭЛЕКТРОДА | 1973 |
|
SU389639A1 |
| Устройство для перепуска электрода дуговой печи | 1981 |
|
SU1026324A1 |