Существующие способы электроконтактной стыковой сварки имеют специфические особенности, ограничивающие области их применения. Так, электроконтактная стыковая сварка может производиться только на специальных стыковых электросварочных машинах. Эти машины имеют сложное устройство.
Предлагаемый процесс контактно-пламенной сварки дает возможность достижения температур, необходимых для контактной сварки, без применения электроэнергии, путем использования обыкновенных форсунок простой конструкции, сжигающих нефть, мазут, керосин или смеси их паров и достаточно калорийных газов с воздухом. Сварка осуществляется автоматически под действием заранее установленного давления.
Процесс контактно-пламенной сварки может быть осуществлен следующим образом.
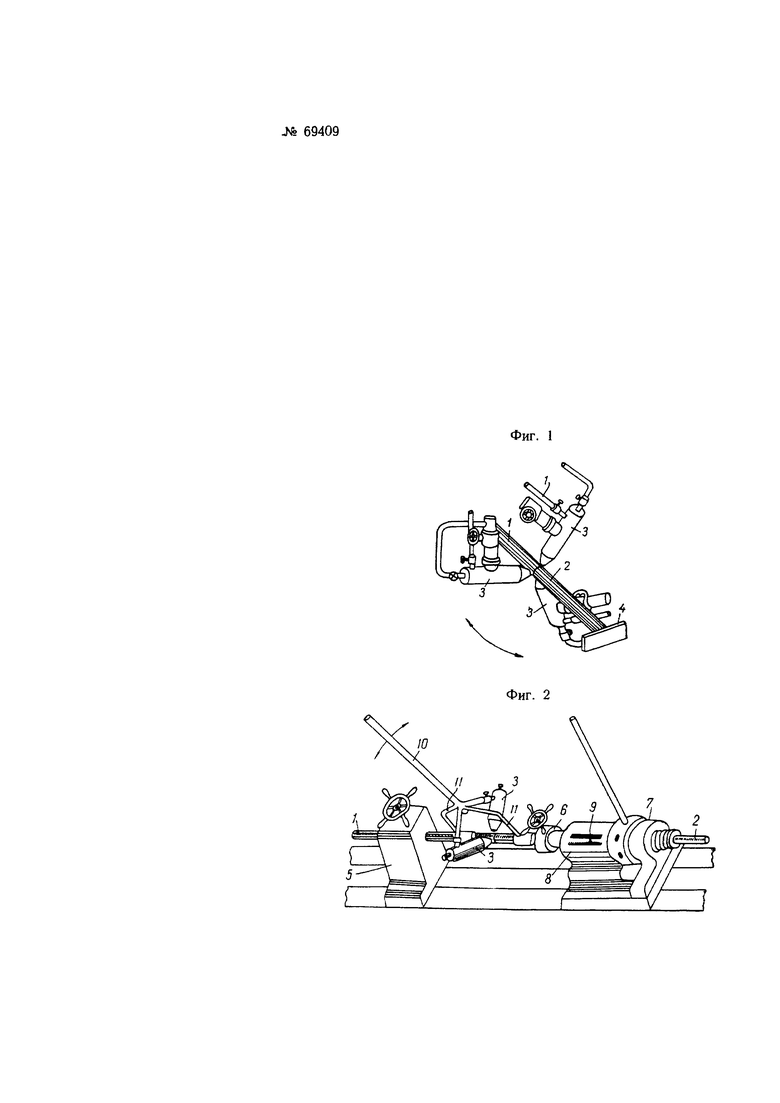
Подлежащие сварке стержни 1 и 2 (фиг. 1) круглого, квадратного или другого сечения, зажатые в губки стяжного пресса и сжимаемые этим прессом с некоторым, заранее определенным усилием Р, необходимым и достаточным для сварки, нагреваются в месте стыка при помощи одной или нескольких форсунок 3 до пластического состояния. По достижении достаточной температуры, автоматически, под действием усилия Р происходит осадка и сварка стержней. Для обеспечения равномерного нагрева в месте стыка форсункам 3 сообщается возвратно-вращательное движение вокруг оси свариваемых стержней, как указано на фиг. 1 стрелкой.
Для достижения автоматичности сварки усилие Р передается через регулируемую рессору 4, пружину или другое приспособление, тарированное в единицах поперечного сечения свариваемых стержней.
Другой возможный вариант установки для контактно-пламенной сварки изображен на фиг. 2.
Здесь свариваемый стержень 1 зажат неподвижной колодкой 5 пресса, а стержень 2 - подвижной планшайбой 6. Стержни 7 и 2 прижаты друг к другу гайкой 7 с пружиной (на фиг. 2 не показана), заключенной в корпусе колодки 8 пресса. Сила сжатия, пересчитанная на сечение свариваемого изделия, указывается стрелкой 9, перемещающейся по корпусу колодки 8, в зависимости от степени сжатия пружины.
Комплект из двух форсунок 3 укреплен на подводящей воздух и горючее трубе 10. Труба 10 опирается при помощи лапок 11 на свариваемые стержни (в данном случае для упрощения стержни взяты круглого сечения). Возвратно-вращательное движение форсунок достигается качанием от руки трубы 10, как указано стрелкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТОРЦЕВ ТРУБ | 1937 |
|
SU57231A1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО К МАШИНАМ Пу „-схиИЧЕСКАЯ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ! '^ плйОТЕКА | 1969 |
|
SU253261A1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО К МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1972 |
|
SU426772A1 |
1. Способ контактно-пламенной сварки, отличающийся тем, что подогрев свариваемых изделий производят горящими в атмосферном воздухе газами, жидкостями или парами жидкостей при помощи форсунок, а сварку осуществляют автоматически под действием заранее установленного давления.
2. Устройство для осуществления способа по п. 1, отличающееся тем, что для обеспечения равномерного нагрева изделий в месте сварки форсунки устроены вращающимися, а для осуществления давления использованы рессора, пружина или другое приспособление, тарированное в зависимости от размеров свариваемых поверхностей.
